SUV车型柔性焊接工装设计与应用
2021-09-11张国政
张国政
(陕西国防工业职业技术学院 汽车工程学院,陕西 西安 710300)
SUV和MPV新车型越来越受现代人的喜爱,SUV车型在制造过程中冲压模具和焊接工装夹具虽必不可少,但针对不同车型的焊接工装很难实现通用。在汽车制造业中,焊接工装的力度和装配精度直接影响汽车的生产效率和产品质量。随着汽车工业的不断发展和经济水平的提高,人们对汽车的要求越来越高,这对汽车车身的焊接尺寸、精度和质量提出了更高的要求,这使得焊接工装的精度等级至关重要。为优化汽车车身焊接工装的结构,提高焊接效率,设计更适合新车型的焊接工装势在必行[1]。
1 车身焊接工装分析
汽车车身焊接工装的柔性设计是改良焊接工装的关键,车身焊接夹具设计的要求也在提升,智能化、自动化、柔性化程度不断提升,随着SUV和MPV车型数量的增加,车身焊接工装的尺寸和精度要求不断变化,要求焊接工装的柔性化程度越来越高,现有技术的车身焊接工装已不能满足汽车生产的需求。在对汽车车身进行焊接时需要考虑的因素有很多,首先对汽车车身生产线的生产能力有一定把握。其次考虑生产线的经济性,投资方对于其经济收益是有着一定要求的,因此在设计焊接生产线一定要展开工程造价分析。然后对焊接设备和焊接工艺进行最大程度的优化,保障经济收益最大化。之后就是对于车身可焊性的考虑,如果焊接工艺比较优良,那么车身的焊接质量也就有所保障,因此除了对设备进行优化,还需要对车身的焊接工艺进行改良,提高焊接智能化和自动化程度。汽车车身主体的装配方案一般是集中装配或分散装配,不同车企状况不一,因此,在设计车身焊接线时首先要确定汽车组件焊接和组装顺序,要确保顺序的合理性和规范性[2]。
2 柔性焊接工装设计
2.1 设计方案与思路
本文针对SUV车型传统焊接工装的缺陷和不足,提供一种能适合SUV车身的部件定位、夹紧的焊接工装,保证装配精度、提高生产效率,设计的柔性焊接工装,包括支座、支板、安装板、连接块、销座、定位销、定位块、压块、压转臂、连接板、气缸、活塞杆;支座的上端固定有支板,支板上固定有安装板,安装板的一侧固定有连接块,连接块上固定有销座,销座上设置有定位销;安装板的上端固定有定位块,定位块上设置有压块,为增加灵活性,压块的上方设置有压转臂,压转臂的一端与活塞杆活动连接,气缸与活塞杆驱动连接;压转臂通过连接板与安装板铰接。活塞杆的一端通过铰链与压转臂连接,这样可以增加结构的稳定性。气缸通过连接臂与安装板固定连接,压转臂上设置有限位块,可以有效控制压转臂的力量,为了便于操作和控制,定位块和压块设计成L形。
2.2 具体实施方式
本文设计的柔性焊接工装结构如图1所示。具体实施方式操作时,定位块定位车身型面,压块夹紧定位面,定位销的作用是定位车身的孔,设计时压点的数量N ≤定位点的数量M,为保证装配精度,压块与定位块是一一对应的,定位销的安装与车身零件上孔的位置是相适应的;压转臂、连接板、气缸和活塞杆配合,实现夹紧动作,由气缸驱动,保证定位元件与薄板件紧密接触,同时保证薄板件在焊接时位置不会因为焊接和装配受力而发生变化。
3 结 论
与现有SUV车型焊接工装相比,本文设计的柔性车身焊接工装有如下优点:
(1)适合SUV车型车身的部件定位、夹紧,力量大,装配精度高。
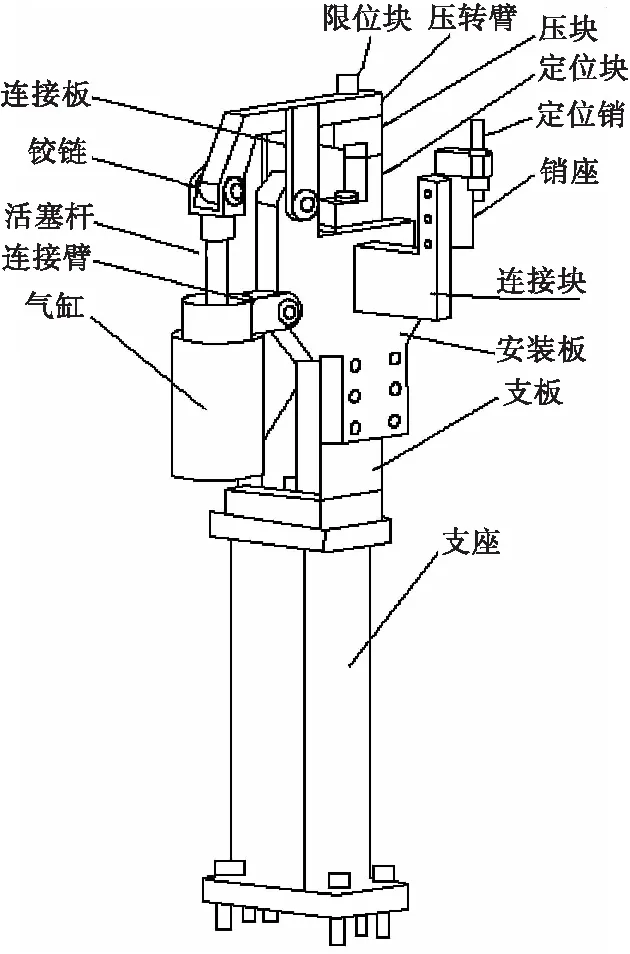
图1 车身焊接工装结构示意图
(2)减轻劳动强度,提高劳动生产率,改善劳动条件,降低产品成本,设计结构简单、设置合理、制作成本低。
