半轴断裂分析及建议策略
2021-09-10王彬梁会雷李玉新李平平梁雪东李雪峰
王彬 梁会雷 李玉新 李平平 梁雪东 李雪峰

摘 要:材质为40Cr的汽车半轴使用一段时间后发生断裂,通过宏观分析、微观分析、化学成分、金相组织等手段入手,对半轴断裂原因进行分析。结果表明,半轴的失效性质为扭转疲劳,疲劳源为淬火裂纹面,造成淬火开裂的根源则是制造工序安排不合理形成的中心孔根部应力集中, 调整工序后此类问题再无发生。
关键词:半轴;扭转疲劳;淬火裂纹;预防措施
0 引言
汽车半轴是汽车传动总成中的一个重要零件,是连接差速器与驱动轮之间传递扭矩的实心轴,其一端通过花键与半轴齿轮连接,另一端通过法兰与轮毂连接。由于其特殊的工作条件,运行过程中会承受磨损、冲击、交变弯曲载荷和静扭转的作用。要求生产半轴的材料具有足够的抗弯强度、抗剪强度和较好的韧性[1]。通常采用40Cr、42CrMoH 等中碳合金钢,经适当热处理后,获得强度、塑形和韧性的良好配合。
某公司生产的半轴材质为40Cr,制造工艺为:下料-感应加热(1 150℃)-镦粗-摆碾法兰盘-打中心孔-调质(850℃保温1.5 h~2 h水淬,550℃~600℃回火2.5 h水冷)-抛丸-机加工-中频淬火-校直-精车。使用情况如下,半轴整桥载荷5T,扭矩约14 000*0.6 N.m,行驶15 168公里,断裂10根,同批次共70根。
通过对断裂半轴进行宏观检验和电镜分析,结合半轴的金相组织、化学成分、热处理工艺等进行分析,确定造成其早期扭转疲劳的根源是中心孔制造工序设置不合理形成的应力集中,继而引发的淬火裂纹所致,调整半轴制造工序后,此类问题再无发生,本文结论同样可供类似产品借鉴参考。
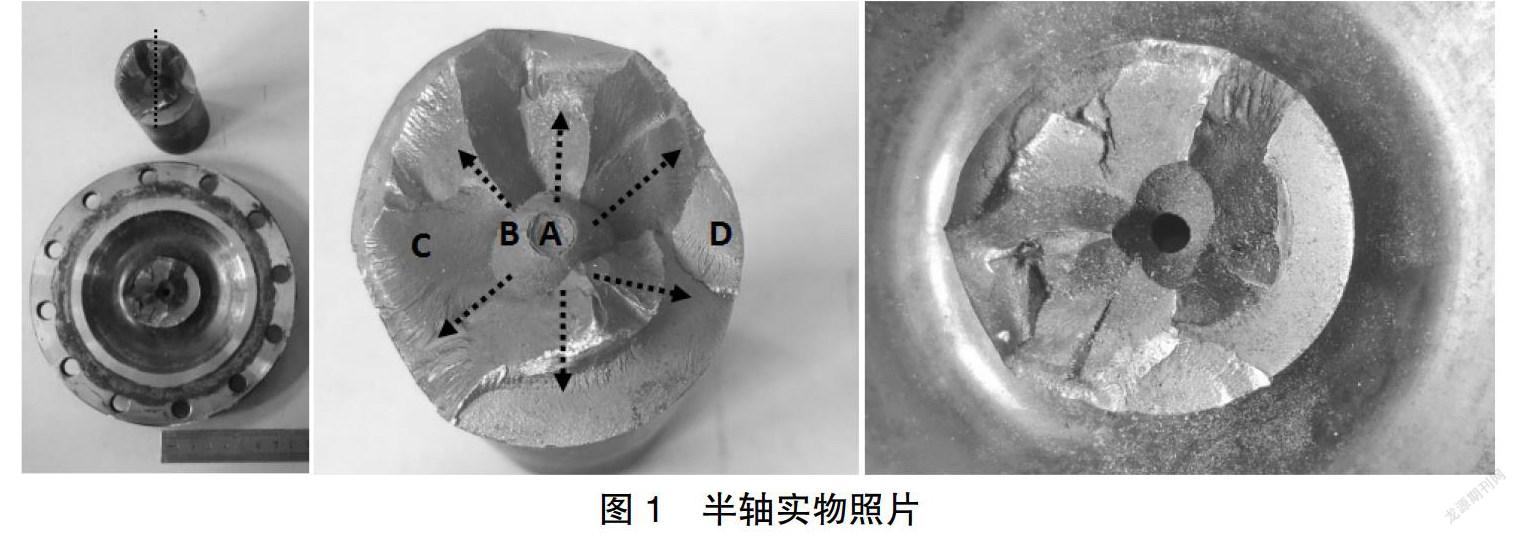
1 宏观形貌
图1所示为半轴实物照片,断裂发生于法兰盘与轴的过渡部位,即变径区域,该处具有应力集中效应。
图2为半轴断裂处宏观形貌,根据断口形貌可将断面划分为A/B/C/D四个特征区域,其中A为中心孔底面;B以A边缘为源形成球形裂纹面;C以B为源发生二次扩展,扩展方向见图中红色虚线箭头,该区域呈棘轮状,具有扭转疲劳断裂特征;D为瞬断区,表面洁净。
综上,宏观检查显示半轴表现为扭转疲劳断裂,起裂部位是中心孔底部边缘。
2 化学成分检查
在送检半轴断口附近取样进行化学成分分析,结果见表1所示,满足GB/T 3077-2015技术要求。
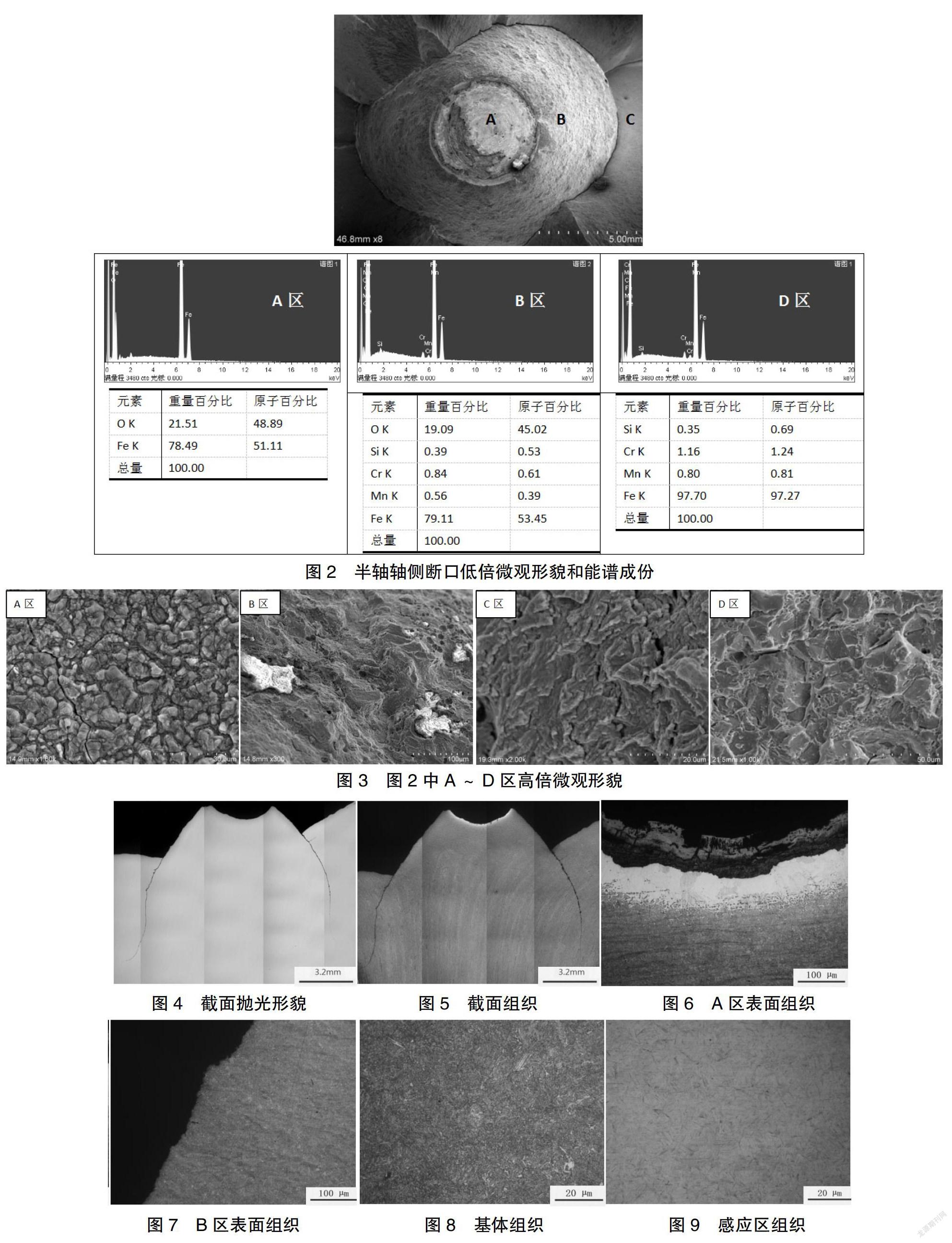
3 微观形貌检查和能谱分析
将图1中轴侧断口采用无水乙醇超声清洗后放入扫描电镜中观察微观形貌并进行能谱分析,结果如图2和图3所示:(1)A区域表面覆盖一层较厚的氧化铁皮;(2)B区域表面虽被轻微氧化,但依稀可看出沿晶形貌,具有应力性开裂特征;(3)C区域表面洁净无异物,未见氧化腐蚀迹象,为准解理断裂形貌,局部可见疲劳条带;(4)D区微观形貌以沿晶断裂为主,这与表面采用感应淬火工艺相符。
4 金相检查
沿图1中红色虚线线切割取样进行金相检查,结果如图4~9所示:(1)中心孔底面覆盖一层氧化物,表面组织为铁素体,脱碳现象明显,这是因为中心孔加工于调制之前,因此在淬火保温时表面发生脱碳;(2)B区表面呈弧形扩展,尾部尖细,组织为回火索氏体,未见氧化脱碳迹象,具有淬火裂纹特征;(3)基体组织为回火索氏体+少量贝氏体,根据GB/T 13320评定调质级别为3级,根据GB/T 6394评定奥氏体晶粒度约8级,感应区组织为细针状回火马氏体。此外,基体硬度约29 HRC,感应层表面硬度约60 HRC,均满足技术要求(27 HRC~33 HRC;≥52 HRC)。
5 分析与讨论
半轴在运行过程中承受磨损、冲击和周期性的扭转负荷,工况相对复杂,由于材料缺陷、锻造缺陷、热处理缺陷和载荷等原因,往往会导致其发生早期失效。常见失效形式有磨损、弯曲变形、断裂。断裂失效有平齐断裂、法兰盘掉盘、花键扭断、轴部45°剪切断裂、棘轮状断裂等等[2]。
本文中所述半轴的断口即呈棘轮状扭转疲劳断裂,疲劳源为原始淬火裂纹面,造成淬火开裂的原因主要是制造工序安排不合理所致,法兰盘和轴过渡区(变径位置)在淬火过程中本身为应力集中区,而中心孔恰好位于该处。因此,将中心孔的加工放在调质处理前进行,将进一步加大局部应力集中程度,极易引发淬火致裂的风险,一旦产生淬火裂纹,服役过程中便以淬火裂纹面为源,在扭转载荷作用下发生疲劳,造成半轴最终剪切断裂[3]。
需要考虑的是,对于轴类零件而言,扭转载荷的最大值由表及里顺序减小,心部为零。但当心部出现本文中这样较大范围的淬火裂纹时,即使该处扭转载荷较小,也难免以此为源发生疲劳断裂。
6 结论与建议
(1)半轴的失效性质为扭转疲劳断裂;
(2)疲劳源为半轴中部的淬火裂纹面;
(3)淬火裂纹的产生是因为中心孔根部应力集中所致。
建议优化生产工序,将中心孔的加工由原来的调質处理前加工改在之后进行,可有效避免此类事故的再次发生。
参考文献:
[1]李莹,刘高远,张立新.某汽车车轮半轴断裂失效分析[J].失效分析与预防,2007(2):40-44.
[2]高为国,董丽君,胡凤兰,等.40Cr钢汽车半轴淬火缺陷分析及热处理工艺改进[J].湖南工程学院学报,2008,18(4):33-36.
[3]岳峰,郭永林,纪仁峰.42CrMoH汽车半轴静扭断口分析[J].热处理技术与装备,2017,38(5):58-61.
