刀具半径补偿在数控铣加工中的应用
2021-09-10舒兰英熊小丽关洋
舒兰英 熊小丽 关洋
摘要:本文介绍了刀具补偿的定义、作用和刀具半径补偿的建立及使用时的注意事项,并结合实例阐述了刀具半径补偿在数控铣加工中的巧妙应用。
关键词:刀具半径补偿;编程;数控加工
1 前言
随着我国加工制造业的迅猛发展,数控加工技术得到了广泛应用。而数控机床的运行必须按事先编制好的数控加工程序运行。因此,程序编制的质量直接影响刀加工零件的质量要求。在编制数控铣床的数控程序时,为简化计算,其编程往往要以刀具中心为编程轨迹,但计算各轨迹基点又会带来大量的、复杂的计算过程,由于现在绝大多数的数控铣床都具有刀具半径补偿功能,这为程序编制提供了极大的方便。同时,在数控系统的常用功能——准备功能、辅助功能、其他功能(包括:坐标功能、刀具功能、进给功能、主轴功能等)三种功能中,刀具半径补偿是数控机床上重要的功能之一,合理使用刀具半径补偿功能在数控加工中有着非常重要的作用。那么,什么是刀具半径补偿、怎样灵活、合理地使用刀补值呢?本文将结合实例作出详细介绍。
2 刀具半径补偿定义及格式
2.1刀具半径补偿的定义
在编制轮廓切削加工程序的场合,一般以工件的轮廓尺寸作为刀具轨迹进行编程,而实际的刀具运动轨迹则与工件轮廓有一偏移量(即刀具半径)。
2.2 刀具半径补偿指令及格式
刀具半径补偿分为刀具半径左补偿(G41)和刀具半径右补偿(G42)。
指令格式 G41 01GX Y F D;(刀具半径左补偿)
G42 01GX Y F D;(刀具半径右补偿)
G40; (取消刀具半径补偿)
其中,D 为指令偏置存储器的偏置号,在地址D所对应的偏置存储器中存入相应的偏置值。
2.3 刀具半径补偿的判断
G41与G42的判断方法是:处在补偿平面外另一根轴的正方向上,沿刀具的移动方向看,当刀具处在切削轮廓左侧时,称为刀具半径左补偿;当刀具处在切削轮廓的右侧时,成为刀具半径右补偿。G41、G42为模态指令,可以在程序中保持连续有效。对G41、G42的撤销可以使用G40进行。
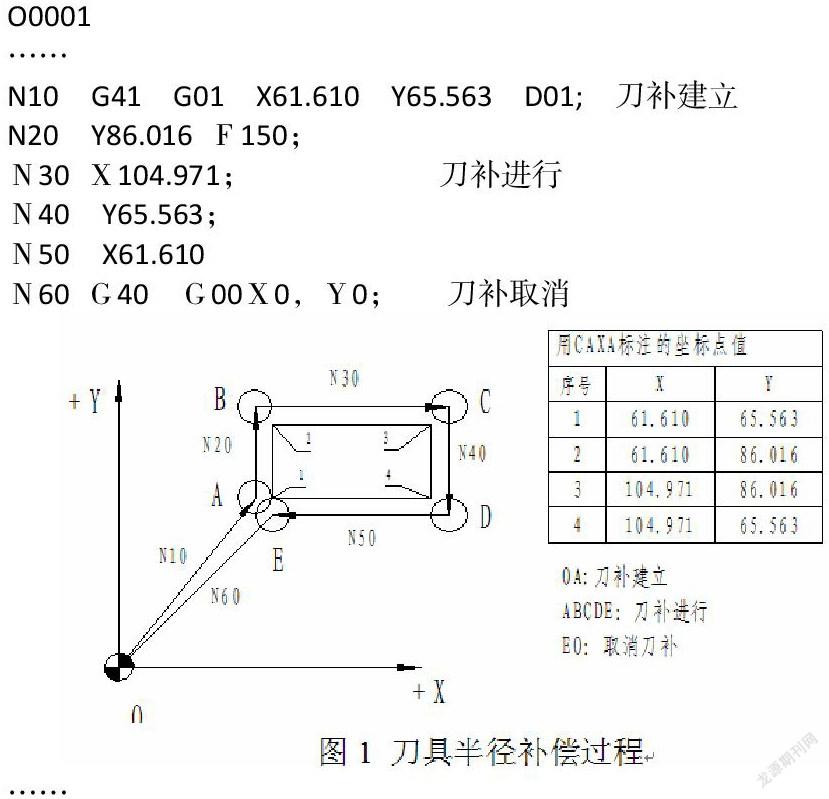
2.4刀具半径补偿过程
刀具半径补偿的过程如图1所示,共分为三步,即刀补建立、刀补进行和刀补取消。程序见O0001。
O0001
……
N10 G41 G01 X61.610 Y65.563 D01; 刀补建立
N20 Y86.016 F150;
N30 X104.971; 刀补进行
N40 Y65.563;
N50 X61.610
N60 G40 G00X0,Y0; 刀补取消
……
刀补的建立指刀具从起点接近工件时,刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。该过程的实现必须有G00或G01功能才有效。
在G41或G42程序段后,程序进入补偿模式,此时刀具中心与编程轨迹始终相距一个偏置量,直到刀补取消。
刀具离开工件,刀具中心轨迹过渡到与编程轨迹重合的过程为刀补取消。
3 刀具半径补偿的应用
3.1避免计算刀具轨迹,直接按零件轮廓的切削点编程。
在数控铣床上进行轮廓加工时,因为铣刀有一定的半径,所以刀具中心(刀心)轨迹和工件轮廓不重合,如不考虑刀具半径,直接按照工件轮廓编程是比较方便的,而加工出的零件尺寸比图样要求小了一圈(加工外轮廓时),或大了一圈(加工内轮廓时),为此必须使刀具沿工件轮廓的法向偏移一个刀具半径,这就是所谓的刀具补偿指令,应用刀具半径补偿功能时,只需按工件轮廓进行编程,然后将刀具半径值输入数控系统中,执行程序时,系统会自动计算刀具中心轨迹,进行刀具半径补偿,从而加工出符合要求的工件形状,当刀具半径发生变化时,也无需更改加工程序,时编程工作大大简化。刀具半径补偿功能除了使编程人员直接按轮廓编程,简化了编程工作外,在实际加工中还有许多其他方面的应用。
3.2利用改变刀补值实现零件的粗、精铣加工。
刀具半径补偿功能还有一个很重要的用途,如果人为地使刀具中心与工件轮廓偏置值不是一个半径值,而是某一给定值,则可以用来处理粗、精加工问题。在粗加工时,可将刀具实际半径加上精加工余量作为刀具半径补偿值输入,而在精加工时只输入刀具实际半径值,这样可使粗精加工采用同一个程序同一把刀,其补偿方法为:在编程时按实际轮廓编程,在粗加工时,将偏置量设为D=R+△,其中R为刀具的半径,△为精加工余量,这样在粗加工完成后,形成的工件轮廓的加工尺寸要比实际轮廓每边都大△(或都小△)。在精加工時,将偏置量设为D=R,即可得到实际加工轮廓。
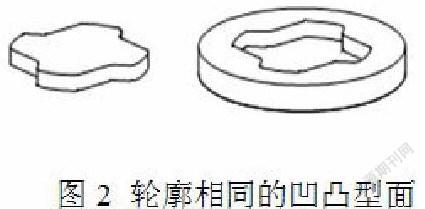
3.3采用同一程序段加工同一公称直径的凹、凸型面。
如图2,对于同一公称尺寸的凹、凸型面,内外轮廓编写成同一程序,在加工外轮廓时,将偏置值设为+D,刀具中心将沿轮廓的外侧切削;当加工内轮廓时,将偏置值设为-D,这时刀具中心将沿轮廓的内侧切削。这种编程与加工方法,在模具加工中运用较多。
3.4 利用刀补值控制轮廓的尺寸精度(刀具直径小数点后2~4位的精度)。
一般精加工都采用按中间公差尺寸进行加工,但为了更好的控制尺寸精度,通常我们都会按轮廓上差进行精加工,当程序运行结束后在机床上对零件进行实际测量,并根据实际测量值采取差多少补多少的方法来修改刀具半径补偿值,以达到控制零件轮廓尺寸精度的目的。
另外,刀具因磨损、重磨、换新刀引起直径改变后不需修改程序,只需更换刀具参数库中刀具的直径值。
4 刀具半径补偿注意事项
①G41、G42为模态指令,且必须与G40成对使用。半径补偿模式的建立与取消程序段只能在G00或G01移动指令模式下才有效。当然,有部分系统也支持G02、G03模式,但为防止出现差错,在半径补偿与建立程序段最好不使用G02、G03指令。
②为保证刀补建立与刀补取消时刀具与工件的安全,通常采用G01运动方式来建立或取消刀补。如果采用G00运动方式来建立或取消刀补,则要采取先建立刀补再下刀和先退刀再取消刀补的编程加工方法。
③为了防止在半径补偿建立与取消过程中刀具产生过切现象,刀具半径补偿建立与取消程序段的起始位置与终点位置最好与补偿方向在同一侧。
④为保证加工质量,避免刀具干涉,采用切线切入切出方式,在加工前建立刀补,加工后取消刀补。在切入工件的同时建立刀补,造成干涉,产生过切,切入前建立刀补,沿切线切入。
⑤D00~D99为刀具补偿号,D00意味着取消刀补。刀具补偿值在加工或运行之前必须设定在补偿存储器中。
5 结束语
刀具半径补偿指令是数控机床的最重要的指令之一,在数控加工中应用最多,如果离开了该指令,数控铣床就很难加工出复杂和高精度的零件。充分理解刀具半径补偿的作用及意义,合理运用刀具半径补偿功能,不仅能简化编程,加工出符合设计要求的工件,更能提高生产效率。
参考文献:
[1] 张超英、罗学科.数控机床加工工艺、编程及操作实训. 高等教育出版社.2003,9.
