厂修侧架检修时存在的问题和防范措施
2021-09-10任锦
任锦
摘要:介绍了转K5、转K6型转向架入段厂修时,其侧架在检修中存在的探伤、检查、检修常见故障进行了调查分析,并提出了防控措施。
关键词:厂修;转K5;转K6型侧架;故障
2019-2020年,湖东车辆段在入段厂修时检修转K5、转K6型侧架时,发现在探伤、侧架立柱磨耗板、侧架侧架滑槽磨耗板、侧架侧架横跨梁托切伤漏检、焊装位置错误故障的检修占检修故障比例较高。
货车厂修是对车辆的所有装用的部件进行全面检查和彻底修理。目的在于恢复车辆的基本技术性能,使经检修后的车辆达到新造车辆技术状态。
侧架属于车辆的重要零部件,在厂修中存在故障隐患,如果在探伤把控不严、磨耗检测不规范,焊修、打磨不达标,以及附件组装不合格,车辆在运用中发生极易造成侧架及其裂损、脱落、制动等方面的故障。本文针对揺枕侧架及其附属配件的故障进行了调研。
1 侧架的结构及零部件组装
1.1侧架立柱磨耗板
侧架立柱磨耗板是通过折头螺栓固定侧架中央方框立柱侧面,与斜楔、揺枕斜楔摩擦面磨耗板、减振弹簧一起组成变摩擦减振装置,抑制转向架蛇形运动,其材质为材质为45号钢。
1.2侧架卡入式滑槽磨耗板
侧架卡入式滑槽磨耗板是通过自身发生形变,嵌入在侧架滑槽内,保护制动梁在工作时滑块避免摩擦侧架本体,是侧架附件之一,其材质为T10。
1.3侧架导框摇动座
侧架导框摇动座是装在侧架端部凹槽内,形成摆式转向架的上摆点,是侧架附件之一。
2 侧架检修情况调查
为了便于分析侧架检修的现状,我们在2020年12-2021年-2月份现场写实了湖东车辆段修配车间检修的200件侧架(其中K5型50件、转K6型150件),进行了调查统计。
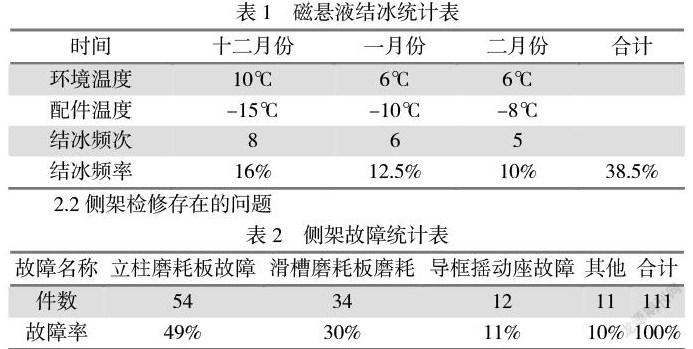
2 .1侧架探伤环境差
2.1.1探伤时配件的温度较低,形成结冰。出现磁痕不显示,造成无效探伤、裂纹漏探。
按照探伤工艺要求,零部件探伤的环境温度不低于5℃。尤其在12-2月份共48个工作日。室外气温达到-20℃时,因侧架与室内同温时间较短,还容易出现配件温度低于环境温度,导致磁悬液在侧架内外表面结冰,磁痕无法显示,我们统计这三个月48天的数据。
2.2侧架检修存在的问题
3 侧架检修原因分析
3.1侧架探伤环境问题原因分析
3.1.1探伤时配件的温度较低,磁悬液附着在侧架表面上形成一层薄冰。出现磁痕不显示,造成无效探伤。
3.1.2因冬季室外气温低于零下15℃,车辆从室外进入厂修车间,经转向架分解,送修配车间打砂后,在进行探伤,时间约2小时,在此期间还有室外运输,配件温度一直处于零下,导致探伤时磁悬液结冰。
3.1.3因配件探伤处不具备存放大量的侧架的保温区域,也不具备侧架解冻设备,侧架一直处于零摄氏度以下。
3.1.4按照《厂规》附件4在配件探伤时,要求室内温度,未对配件温度做出要求。
3.1.5当出现配件温度低于0℃,导致磁悬液在揺枕侧架内外表面结冰。
3.2侧架立柱磨耗板故障原因分析
侧架立柱磨耗板的故障主要表现在变形、裂纹、错装、间隙超限。
3.2.1作业者未按照工艺对立柱磨耗板技术状态尤其是裂纹进行检查,出现的漏检漏修。=
3.2.2 立柱磨耗板与侧架间因有夹锈,造成立柱磨耗板四周边出现变形呈凹型,从正面检查没有裂纹,但是背部已有明显的裂纹。
3.2.3侧架立柱磨耗板装用的折头螺栓错误。
3.2.3.1折头螺栓材质和折断力矩不同。
转K5型装用的折头螺栓的材质为35CrMo,折断力矩为530-580N.m,而转K6型装用的折头螺栓材质为20MnTiB,折斷力矩为500-550 N.m。转K5错装转K6型折头螺栓时,因错装后螺栓折断力矩较小,达不到规定的折断力矩,出现在上线运行中螺栓折断后丢失。
3.2.2侧架立柱磨耗板组装时,没有在组装面进行除锈造成在组装后出现间隙超限。
3.2.3侧架打砂除锈时防护不当。
侧架在打砂除锈过程中没有对磨耗板进行防护,造成间隙超限。在铁砂强大的冲击力下,铁砂击入磨耗板与侧架立柱之间,造成磨耗板四周边变形后间隙超限。
3.3侧架卡入式滑槽磨耗板原因分析
侧架滑槽磨耗板主要故障时松动、裂纹、错装等故障。
3.3.1卡入式滑槽磨耗板组装工装不满足造成的松动。
现场采用挤压滑槽磨耗板开口方式进行安装,因挤压开口后,导致滑槽磨耗板的开口尺寸减小过大,出现滑槽磨耗板的外张力不足,出现滑槽磨耗板组装后松动,同时因液压挤压组装的滑槽磨耗板,因一次挤压后,因变形后很难恢复到原型尺寸,较原型尺寸减小2-3mm左右,所以不要再次组装,保证合适的外张力。
3.3.2当液压设备出现故障时,利用大锤进行敲击打入,造成卡入式滑槽磨耗板因局部(尤其在击打到角部时)受力太大,从击打部的角部出现裂纹。
3.3.3滑槽磨耗板组装前选配差,造成错装。
卡入式滑槽磨耗板是分左型和右型的,同一侧架的两件磨耗板分别组装一左一右磨耗板,因作业者不加区分就组装,很容易出现错装,当出现错装时极易出现制动梁卡滞故障、配件脱落等故障。
3.4转K5侧架导框摇动座故障原因分析
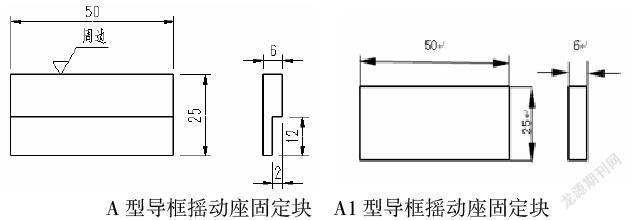
转K5侧架导框摇动座故障主要有:导框摇动座固定块不分A1型和A型,两侧调整垫片厚度不一致,组装导框摇动座后,导框摇动座未正位、固定块焊后裂纹。
3.4.1带有“A”标识的转K5型侧架须装用A1型导框摇动座固定块,无标识的转K5型側架须装用A型导框摇动座固定块。
因现场在检修时,只切割一侧固定块,在再次焊接时,不确认另一侧的固定块,出现混装现象;因上次检检造成的错混装,这次在检修时未发现,仍是错混装。错混装固定块后造成在运行中固定块因单侧受力,固定块脱落现象。
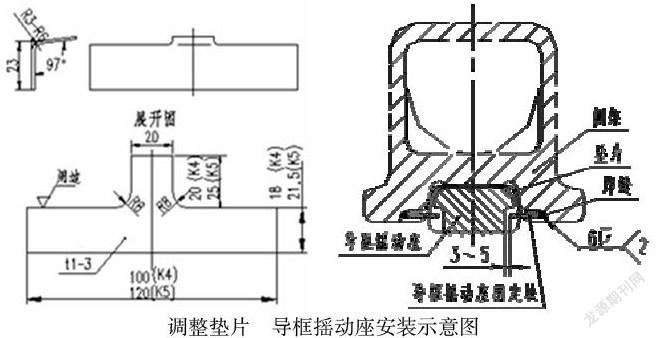
3.4.2两侧调整垫片厚度不一致或单侧组装造成导框摇动座未正位。
因现场在检修时,只切割一侧固定块,当未切割固定块一侧组装调整垫片后,另一侧因间隙较小时,只能装用较薄的调整垫片或不加垫片进行处理。两侧调整垫片厚度不一致或单侧组装,此故障造成转向架的上摆点因不在一轴线上,出现卡滞,使侧架摆动角减小或者不摆动,对车辆运行产生一定的危害。
4 防范措施
4.1加强冬季侧架探伤环境,建立侧架保温区域或配件解冻设备,明确配件的探伤温度,确保侧架温度不低于环境温度后再进行探伤。
4.2加强配件检查,对于立柱磨耗板与侧架有因夹锈造成的间隙大于0.5mm时必须更换。
4.3加强立柱磨耗板背部裂纹检测手段,目前达不到时,应对厂修时立柱磨耗板全部进行更换。
4.4加强对侧架折头螺栓的分规格型号配送,禁止转K5型、转K6型折头螺栓、螺母错装。
4.5加强对滑槽磨耗板组装后的检查,尤其对其型号匹配、正位状态检查。
4.6改进滑槽磨耗板的组装方式。滑槽磨耗板禁止用大锤敲击和侧面挤压滑槽磨耗板等方式嵌入侧架滑槽内,采用正面推压的形式嵌入滑槽磨耗板。
4.7加强对滑槽磨耗板二次组装的控制。滑槽磨耗板第一次组装不合格后,禁止二次组装,保证其外张力,增加与滑槽的贴合力。
4.8加强导框摇动座导框的分解工艺落实。摇动座的分解时,按规定两侧同时切割固定块,禁止单面切割固定块。
4.9加强导框摇动座导框的组装工艺落实。组装调整垫片时,选用同一厚度的调整垫片,禁止同一导框摇动座装用不同厚度的调整垫片。
参考文献:
[1]中国铁路总公司 《铁路货车厂修规程》中国铁道出版社有限公司.2019.04
[2]《铁路货车段修图册》编委会 《铁路货车段修图册》中国铁道出版社.2013.06.
[3]黄毅 陈雷《铁路货车检修技术》 中国铁道出版社.2010.02;
