多层套管切割技术及套管偏心影响分析
2021-09-10李国林黄开展刘薇吴刚冯殿阁
李国林, 黄开展*, 刘薇, 吴刚, 冯殿阁
(1.中海油能源发展股份有限公司工程技术湛江分公司, 广东 湛江 524057;2.中海石油 (中国) 有限公司湛江分公司, 广东 湛江 524057)
0 引言
现阶段国内外对多层套管尤其带水泥环的偏心套管切割技术研究较少,目前的研究主要集中在单层套管的切割技术。单层套管切割技术难度低,可选择性较多,常见的技术主要包括聚能切割、化学切割、磨料水射流切割技术和机械切割技术[1-3]。常用的切割工具主要有切割弹切割、高聚能镁粉火炬切割系列工具(RCT)、水力自旋式可控磨料射流切割装置和ND-S型水力式内割刀切割工具。目前机械式水力割刀切割技术因其经济便捷性被应用较多。文章主要介绍机械式水力割刀在多层套管切割时的应用及技术分析。
1 水力割刀简介
目前我们使用的水力割刀普遍为ND-S型水力割刀,其刀体分为七种。
1.1 ND-S型水力割刀结构组成
ND-S型水力式内割刀是一种内切割工具,利用水马力来推动割刀进行管内切割的工具,在切割多层非同心套管时,能承受剧烈的震动。
1.2 ND-S型水力割刀工作原理
当割刀下入到预定切割位置时,开泵循环,泥浆泵将高压液体(钻井液或海水)泵入水力割刀内部,高压液体流经割刀内指示器内部喷嘴,上下形成明显的压力差,调节泵压形成足够大的压力差,当压差达到活塞下行的固定值,活塞压缩弹簧使活塞杆下行,从而活塞杆下端推动刀片,三个割刀片绕根部销钉向外张开与套管内壁接触,张开的三个割刀片随同切割钻具顺时针旋转,三个割刀片周向同时切割套管,直到将套管割断。
2 多层偏心套管切割
2.1 割刀选择
在套管切割作业中,割刀的选择至关重要,合适的割刀可以更快速有效地割开套管,反之如果割刀不匹配将影响套管切割的效率,甚至造成井下事故的发生。因此我们在套管切割作业时要根据现场作业环境和要求选择合适的割刀。
2.2 套管偏心对切割的影响
2.2.1 套管偏心模型
多层套管切割,由于割刀本体和最内层套管内径差距较小,故割刀工具偏心概率不大,更多的是外层套管相对内层套管的偏心情况。我们建立多层套管切割模型如图1所示,割刀工具中轴线和内层套管轴线重合,外层套管存在偏心情况。
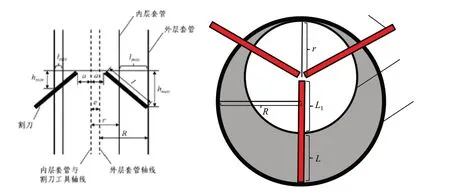
图1 多层偏心套管切割模型
由于割刀工具是从内层套管下入至预定位置,割刀工具与内层套管的轴线重合,内层套管的割口呈现水平面,不存在轴向偏差。由于外层套管存在偏心情况,割刀伸入外层套管的尺寸随着割刀的旋转而周期往复地变化,外层套管的割口会存在轴向偏差,并且割口的偏差长度随着内外层套管间水平距离的增大而增大,整个割口呈现平整的倾斜面。外层套管的轴向偏差为:

式中:R为外层套管半径;r为内层套管半径;a为割刀本体的半径,2a也就是割刀顶点的水平距离;l为割刀的长度;hmax为外层套管割口与割刀顶部最大垂向距离;hmin为外层套管割口与割刀顶部最小垂向距离;lmax为内外层套管最大水平距离,lmax= R + e−a;lmin为内外层套管间最小水平距离,lmin= R −e −a;lmax−lmin= 2e,e为内外层套管的偏心距。
2.2.2 套管偏心对刀片磨损长度的影响
根据前人对水力割刀技术研究的经验,现场作业人员往往会通过割刀刀片磨损长度来辅助判断套管是否被割开。但是在套管偏心情况下,割刀刀片伸入套管各个方向的长度不一样,通过刀片磨损长度判断套管割开这种方法就会变得不准确,因此我们建立极限偏心情况下的刀片磨损长度的数学模型,在套管极限偏心情况下,刀片的磨损长度l磨为:

由于此计算模型可以看出刀片的磨损长度随着内外层套管偏心距的增大而增大,l磨是在套管极限偏心情况下的切割最外层套管的最小刀片磨损长度,因此如果刀片磨损长度大于l磨,我们可以认为套管被割开了。
2.3 套管切割过程中扭矩的变化
水力割刀切割过程中,我们需时刻关注扭矩、转速、悬重和泵压等参数的变化,用来判断切割是否成功。
对于单层套管的切割,扭矩的变化可以比较准确地反映切割的过程,割刀空转时扭矩平稳且较小,当割刀伸展接触套管内壁时扭矩会突然的上升并且会有一个大的波动,随着切割的进行,扭矩波动逐渐平稳,当套管被割开时,扭矩有一个明显的突降,如图2所示,此时可以明显地判断套管被切开。
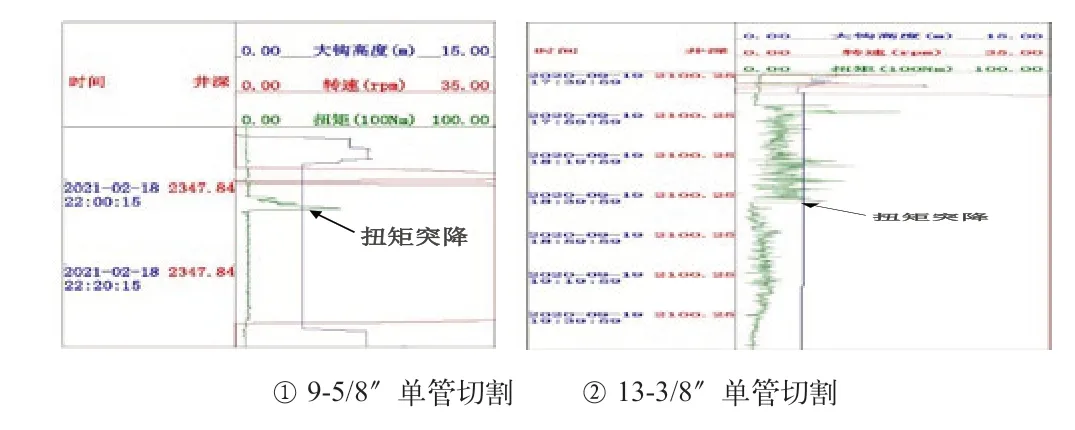
图2 南海西部某油田弃井平台套管切割扭矩变化曲线
对于多层套管的切割,为了提高切割效率,我们一般对内层套管进行锻铣开窗,以保证刀片可以伸开足够的长度保持一定的切削力。切割初期,泵压不能太高,防止刀片的合金齿崩坏切削力下降,在刀片张开接触到环空水泥环(如图3①所示),扭矩会有一个较大的幅度随后慢慢平稳,此时扭矩较小;切割中期,刀片继续张开并接触外层套管内壁(如图3②所示),此时扭矩增大且波动幅度变大,随着切割进行,套管偏心一层逐渐被切开(如图3③所示),扭矩波动幅度减小并且环空开始无返出;切割后期,随着刀片进一步伸展,扭矩逐渐增大。切割偏心工况多层套管时,在切割初期,扭矩的变化幅度较大,随着切割的进行,扭矩变化幅度逐渐减小,最后趋于平缓,总体上扭矩逐渐增大,因此可以通过扭矩的变化来判断切割的过程。在切割多层套管时,由于偏心工况和水泥返高存在水泥环等复杂情况,因此仅以切割过程中扭矩的变化判断切割是否成功就变得比较困难。现场工程师需要根据悬重泵压以及多种因素综合判断套管是否切割成功。套管切割成功两个最明显的标志:一是套管与钻具环空无返出或液面下降;二是起出刀片观察刀片的磨损长度满足极限偏心下套管切开的最小磨损长度。

图3 切割过程示意图
3 现场案例分析
南海西部某井弃置过程中,切割13-3/8″和30″带水泥环套管,存在偏心情况,为防止割刀因套管内径较小无法张开提供有效的切削力,本次作业采用先锻铣再切割的模式,减少作业时效。下至82.422 m探得锻铣位,开始锻铣13-3/8″套管,起出锻铣管柱,检查锻铣刀片磨痕明显。组合下入切割管柱11-3/4″水力割刀和30″刀片,下至83.2 m,管柱悬重上提下放6 T,测转盘空转4~5 KN·m钻速30~60 rpm,开泵排量24~34 m³/h,泵压2~6 MPa,切割13-3/8″、30″带水泥环套管,扭矩15.2~25 KN·m,持续切割2 h后,观察13-3/8″套管环空液面下降,判断30″隔水管已切开,继续切割0.5 h。最后累计回收5根带水泥环13-3/8″及30″隔水管,共66.615 m,确认最终切割深度为82.93 m,泥线深度78 m。现场记录了该井切割13-3/8″和30″带水泥环套管扭矩变化曲线,由结果可以看出,刚开始开泵,刀片未接触到水泥环,此时割刀处于空转扭矩,当刀片接触到水泥环,扭矩迅速上升,并出现明显的波动幅度,在切割半小时左右,刀片割穿水泥环,开始接触到30″套管偏心一侧,由于套管的偏心工况,扭矩波动幅度进一步增大,随着切割的进行,扭矩变化逐渐平稳,最后趋于一条直线,扭矩总体呈上升趋势[4]。
4 结语
文章建立了多层偏心套管的切割模型、刀片磨损长度数学模型,并结合南海西部某弃井作业实际案例研究分析,结果表明:偏心套管割口的垂直距离随着偏心距的增大而增大;刀片磨损长度随着偏心距的增大而增大,只有当刀片磨损长度大于偏心工况下割开套管的最小磨损长度,这样根据刀片磨损长度判断套管是否被割断才有意义;当套管存在偏心时,扭矩由空转扭矩突然增大,波动幅度随着切割进行逐渐减小,最后当套管割断时,扭矩逐渐平稳,总体上扭矩呈上升趋势;判断套管是否被割断需要考虑扭矩、泵压、悬重和返出情况等多种因素。
