SUP9N弹簧钢斜锥裂纹原因分析
2021-09-09魏鑫燕李崇建
赵 磊,魏鑫燕,李崇建
(中信泰富特钢研究院青钢分院,山东 青岛266000)
1 前言
某特钢厂生产的SUP9N弹簧扁钢,用户在使用过程中发现两片有斜锥化部分的开裂。为查找其裂纹成因,特对用户出现的试样进行分析。
2 生产过程调查
针对该批钢材,对在压延工序中过程控制进行了追溯。
炼钢过程:从炼钢整个环节看,无论是化学成分,还是铸坯速度、二冷冷却水、电磁搅拌、结晶器振动及液面波动,都在正常控制范围内,没有异常。
轧制、精整过程:该批产品从进炉加热到轧材下线都正常,精整也未见异常。
从生产、精整过程看,都未有异常,但可出现斜锥化裂纹的因素有:(1)成品后冷却滚轮轴承的水被误操作,在扁钢的侧边圆弧处某一点被激冷产生。原因为成品后冷却滚轮轴承的水被误操作,在扁钢的侧边圆弧处某一点被激冷产生。存在扁钢高温下被激冷的现象。(2)停机时间较长导致扁钢冷却不均匀。有26 min的停机时间,停机的后果造成冷床整体温度不均匀,扁钢冷却不均匀,存在硬度不均现象。同时厚度为11 mm的扁钢接近于热剪与冷剪的规格区分点,存在硬度不均现象,在剪切时可能产生应力裂纹。
3 试验与分析
3.1 取样
弹簧扁钢制成成品出现斜锥裂纹,见图1。在斜锥裂纹处取样,见图2。

图1 斜锥裂纹
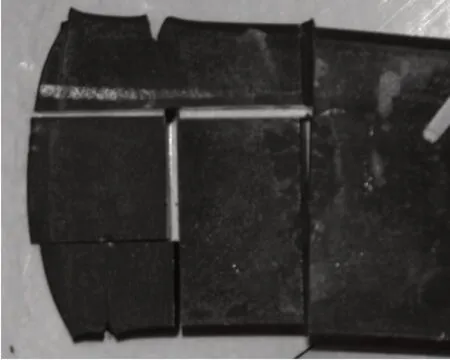
图2 取样部位
3.2 裂纹分析
3.2.1 裂纹源
后产生的裂纹不可能穿越原有的裂纹而扩展,裂纹源的裂纹较宽、较深,是最先形成的裂纹。裂纹分叉为裂纹的扩展方向,其反方向为裂纹的起始方向,见图3。由图显示,裂纹源于表面,且有两个裂纹源。主裂纹与侧表面成45°。

图3 裂纹宏观形貌
3.2.2 裂纹的走向
将试样置于液氮中浸泡后,沿裂缝敲击,制备断裂试样。裂纹的走向是按应力和强度两个原则扩展的。对于脆性断裂,裂纹的扩展方向一般是垂直于主拉伸应力的方向。如图3所示,两个主裂纹平行,表明应力和强度对其裂纹的影响是一致的。扫描电镜的结果见图4。

图4 断口形貌
3.2.3 裂纹周围及裂纹末端
裂纹已经发生脱碳及氧化,裂纹的末端较尖锐。见图5。

图5 裂纹形貌 500×
3.2.4 裂纹形成的模式
裂纹方向与正应力垂直,裂纹源位于扁钢的两侧,方向由双边向内扩展。裂纹尾部分岔。按断裂位移分类,裂纹断裂为张开型,见图6。其特点是起源处为平面应变状态,裂纹面与应力轴相垂直,并沿着非结晶学平面或不严格地沿着结晶学平面扩展。裂纹偶合性差,新打断的宏观断口为显微状断口,而陈旧状断口为表面氧化层,见图2。

图6 张开型裂纹
3.3 缺陷出现的原因
3.3.1 硬度不均
硬度愈高,钢的强度就愈高,但塑性相反。当钢板某些区域(扁钢两侧圆弧区域硬度高)出现硬点时,在正应力的作用下必然发生张开型裂纹。
3.3.2 剪切应力
金属的剪切过程可以分为以下几个阶段,刀片弹性压入金属阶段。刀片塑性压入金属阶段,金属塑性滑移阶段,金属内裂纹萌生和扩展阶段,金属内裂纹失稳扩展和断裂阶段。
在扁钢下料时需采用冷剪切料。当扁钢的硬度较高时,其最大剪切力将提高;冷剪更使扁钢的端头产生冷加工强化效应使端部的硬度升高,尤其是冷剪设备出现异常时将导致端部的断面变形更加严重。因此可能在端部区域产生一些微裂纹。这些微裂纹便成为后道工序的裂纹源。
3.3.3 斜锥化加工过程中裂纹扩展
裂纹扩展失效是发生在弹簧扁钢斜锥化加工
图3显示,缺陷主要有两条几乎平行排列的主裂纹发生在一侧,其裂纹源一条发生在端部,另一条裂纹源距端部约10 mm的侧面。图1显示,在另一侧距端面约5 mm的侧面处也有一条主裂纹。其裂纹开裂均为Ⅰ型开裂(见图6)。
这表明,在弹簧工件斜锥化加工过程,由于加工正应力的作用,扁钢处于平面应变状态,裂纹抗力较低,易脆断。裂纹将使端面附近区域由于硬度高及煎切应力影响产生的微裂纹产生扩展。对于扁钢,从表面到心部,屈服区的大小分布也不一样。临近表面的区域处于平面应力状态下而屈服区大;在板的中央,处于平面应变状态下,其屈服区小,所以在表面滑移剪切比较容易,其裂纹将沿最大切应力方向扩展。裂纹与表面成45°。
3.3.4 改进措施
连铸结晶器电磁搅拌和末端电磁搅拌相结合的复合电磁搅拌技术,并严格控制浇注过热度,抑制了结晶过程中的偏析,使300×320方坯结晶组织均匀致密,经过连轧开坯并酸洗修磨再加热轧制成圆钢,能充分保证内在组织的均匀性。对硬度不均、剪切应力问题,在目前情况下,确保生产过程的连续化,若出现15 min以上的停机时间,对此停机前后生产的20 min以内的产品单独管理,特殊处理,不供用户,进一步降低终轧温度,提高硬度的均匀性。
4 结语
通过分析,判断弹簧扁钢的斜锥裂纹,是由于生产过程异常,局部冷却强度高,导致组织硬度不均,产生应力裂纹。通过强化连铸坯的质量,降低终轧温度,控制扁钢硬度,可降低此类缺陷发生率。