复合材料内部加筋结构盒式肋成型技术研究
2021-08-27李锋,袁超,陈静
李 锋,袁 超,陈 静
(1.海装驻北京地区第五军事代表室,北京101300;2.中国航空制造技术研究院复材中心,北京101300)
复合材料具有比强度高、比刚度大等优点,已成为航空航天领域重要的轻量化结构材料。随着复合材料成型技术的不断发展,复合材料用量已成为衡量航空飞行器先进性的重要指标之一[1-2]。
为了提高复合材料的利用率,充分发挥复合材料的可设计性和整体成型的优点,越来越多的复合材料零件选择了带筋条结构以保证零件刚度,减轻零件重量。复合材料内部加筋结构盒式肋就是一种结构效率很高的整体成型零件,但成型这种肋难以保证零件内部筋条的位置精度和内部质量。考虑到对加筋结构盒式肋内部筋条的加压问题和脱模问题,在已有的复合材料内部加筋结构盒式肋成型技术中,往往采用橡胶模具等选择热膨胀成型。如何解决复合材料内部加筋结构盒式肋的热压罐成型,在保证零件内部质量和型面精度的同时,提供操作简便、高效率的技术方法和模具,是一个难题[3]。
本文研究的复合材料内部加筋结构盒式肋成型技术,创新地提出了滑动式加压的分体组合模具,研究了预浸料铺叠密实程度、成型压力对零件最终成型质量的影响,为型面复杂的内部加筋结构盒式肋的成型提供了新的解决方案。
1 零件结构特点
某型号复合材料肋为内部加筋结构盒式肋,如图1所示,零件外形呈水滴状,盒式肋内部有两处加筋结构,肋横截面呈“C”形,属于封闭盒式肋。

图1 内部加筋结构盒式肋示意图
1.1 工艺难点分析
复合材料内部加筋结构盒式肋外形复杂,封闭盒式肋R角处纤维变形大,铺叠困难。同时,若采用整体成型,内部两处加筋结构难以在盒式肋成型过程中充分加压,容易存在孔隙等缺陷;若采用分步成型,则增加制造成本与零件重量。另外,如何保证成型过程中内部筋条的定位精度,也是一个工艺难点。由于上述复合材料内部加筋结构盒式肋内部呈复杂曲面,筋条难以在成型过程中寻找定位基准,造成内部两处加筋结构偏移。
1.2 工艺方案设计
对于本文描述的复合材料内部加筋结构盒式肋,设计了一套组合工装,如图2所示。
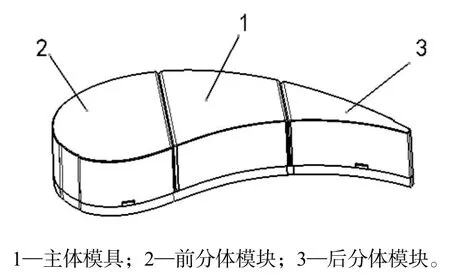
图2 成型模具示意图
前后分体模具组装在主体模具上。将前后分体模块从主体模具上取下后,主体模具如图3所示。
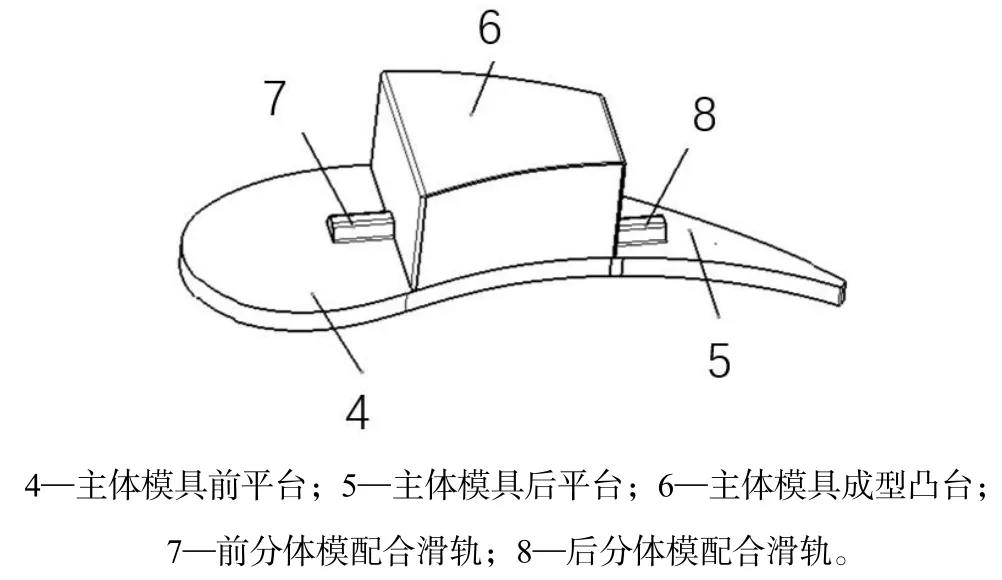
图3 主体模具示意图
前分体模和后分体模可以通过前分体模配合滑轨及后分体模配合滑轨在主体模具上进行相对滑动,从而完成热成型过程中对内部加筋结构的加压过程。
在零件成型过程中,先分别在前分体模、后分体模和主体模具成型凸台上进行预浸料铺叠,铺叠完成后,将前分体模和后分体模组装在主体模具前平台和主体模具后平台上,然后再进行零件外层预浸料的铺叠,铺叠完成后封装,最后放入热压罐成型。
对于本文研究的复合材料内部加筋结构盒式肋,设计了一套可以通过滑轨相对滑动的分体组合工装,实现了复合材料内部加筋结构盒式肋的铺叠和成型过程。
2 预浸料铺叠密实程度对成型质量的影响
在零件铺叠过程中,研究了预浸料铺叠密实程度对成型质量的影响,选择了每铺1/2/4/8层抽一次真空,每次抽真空20 min的方法,成型后的零件通过金相法测试零件孔隙率,实验结果如表1所示。
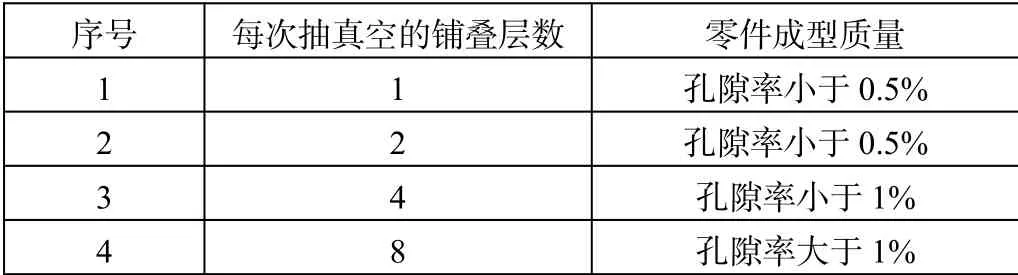
表1 预浸料铺叠密实程度对成型质量的影响
从表1中可以看出,每铺1层预浸料及每铺2层预浸料进行一次抽真空操作,所得零件孔隙率低,成型质量好;每铺4层预浸料进行一次抽真空操作,所得零件的孔隙率有所升高;每铺8层预浸料进行一次抽真空操作,所得零件的孔隙率明显升高,内部质量变差。因此,对于本文描述的复合材料内部加筋结构盒式肋,预浸料铺叠越密实,零件成型质量越好。考虑到操作及成本,建议每铺2层预浸料进行一次抽真空操作。
3 成型压力对成型质量的影响
成型压力对零件的成型质量影响较大,在本文描述的复合材料内部加筋结构盒式肋热压罐成型过程中,研究了成型压力对零件质量的影响。分别选择了加压0.4 MPa、0.5 MPa、0.6 MPa、0.7 MPa、0.8 MPa进行实验,成型后的零件通过金相法测试零件孔隙率,实验结果如表2所示。
从表2中可以看出,当成型压力在0.5 MPa以下时,零件内部压力传递不均匀,零件成型后孔隙率较高,内部质量较差;当成型压力为0.6 MPa时,零件内部质量随着成型压力的提高有所改善;当成型压力大于等于0.7 MPa时,零件压力能有效保证零件在热成型过程中的压实,从而使得孔隙率角度、内部质量较好。因此,对于本文描述的复合材料内部加筋结构盒式肋,在一定范围内,成型压力越大,零件成型质量越好。考虑到设备及生产成本,建议选择成型压力0.7 MPa。
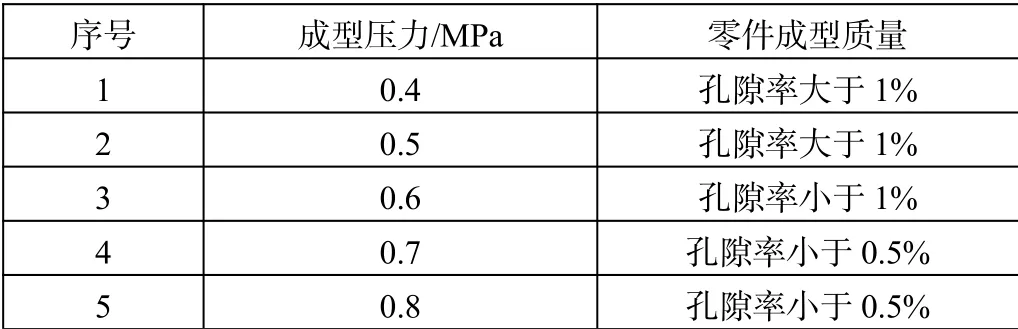
表2 成型压力对成型质量的影响
4 验证
采用本文所述工艺方案及工装,选择中温环氧预浸料铺叠,热压罐成型后的复合材料内部加筋结构盒式肋外型、外观、内部质量检验合格,能满足设计技术要求,已在某型号上得到验证和应用。
5 结论
对于复合材料内部加筋结构盒式肋,设计了一套可以通过滑轨相对滑动的分体组合工装,实现了复合材料内部加筋结构盒式肋的铺叠和成型过程。
对于本文描述的复合材料内部加筋结构盒式肋,预浸料铺叠越密实,零件成型质量越好。考虑到操作及成本,建议每铺2层预浸料进行一次抽真空操作。
对于本文描述的复合材料内部加筋结构盒式肋,在一定范围内,成型压力越大,零件成型质量越好。考虑到设备及生产成本,建议选择成型压力0.7 MPa。
