大跨度飞机库网架焊接施工关键技术
2021-08-19王晓丽卢文博熊勋昌
罗 浩 王晓丽 李 昭 卢文博 熊勋昌
中国建筑第八工程局有限公司西南分公司 四川 成都 610040
飞机库因其特殊的使用功能,对空间和受力要求极高,目前的设计方案多采用跨度大、受力好、自重小的焊接球网架。地面拼装、整体提升是大跨度焊接球网架最常用的提升方法,因此控制网架的地面散拼焊接质量和高空补杆焊接质量是保证施工网架结构安全的关键[1-5]。
1 工程概况
1.1 项目总体概况
国航基地工程101号维修机库项目位于成都市天府国际机场内,建筑物占地面积20 562 m2,总建筑面积28 447 m2,建筑总高度37.65 m,为Ⅰ类机库,建成后可满足2架A330系列飞机并排停放,同时可以保障A350-900的入库维修并兼顾A350-1000的入库(图1)。

图1 飞机库效果图
1.2 网架结构概况
本机库大厅屋盖网架由3层焊接球结构组成,为斜放四角锥单元,高度6 m,焊接球1 872个,最大直径800 mm,杆件7 125根,最大壁厚40 mm,总用钢量约2 000 t,网架整体通过预埋件固定于25根混凝土网架柱的顶部支座上。
由于本飞机库跨度达到146 m,因此在大门区域设计为含预应力的钢管桁架结构体系,该部分网架截面高度为13 m,与机库大厅的网架上下各存在3.5 m的高差,具体立面形式如图2所示。

图2 网架立面示意
1.3 网架安装工艺概况
本网架将采用“原位拼装,整体提升”的方式进行安装,即在地面完成机库大厅和大门2个区域网架的整体拼装及焊接工作后,通过由17个TLJ-600型、TLJ-2000型液压提升器组成的提升系统将其整体提升至支座点位置(图3)。

图3 网架提升点位平面分布
由于本机库大门桁架区域网架下部低于机库大厅网架3.5 m,因此需要将机库大厅区域拼装好后先提升至3.5 m高度,与大门桁架区域二次拼装完成后再整体提升。
2 网架焊接质量控制重难点分析
1)本飞机库网架平面尺寸为146 m×90 m,属于大跨度屋盖钢网架体系,球节点、弦杆、腹杆等构件数量多,拼装及焊接工程量大。
2)由于该网架大门区域为钢管桁架体系,与机库大厅存在3.5 m高差,因此需在机库大厅区域首次提升后的受力状态下与大门桁架区域进行空中对接,容易出现焊接应力集中、网架变形等情况。
3)网架整体提升质量接近2 000 t,容易出现整体下挠、杆件变形或焊缝开裂等质量问题。
3 网架焊接质量控制要点
3.1 深化设计阶段质量控制要点
1)为便于施工前的准备策划和施工过程中的精细化管理,项目部使用Tekla Structures软件建立了网架三维模型,精确拆分出每一个构件的安装位置、焊缝形式,明确了焊接先后顺序等信息,用于构件的现场焊接安装。提前按照理论变形情况对机库大厅与大门桁架对接区域的连接杆件长度进行修正后再加工,减少焊接误差的累积(图4)。

图4 飞机库主要构件深化设计模型
2)由于网架一次性提升质量达2 000 t,设计时未考虑提升工况下所有构件及焊接节点的强度,因此项目部采用SAP2000有限元软件对网架提升工况的受力情况进行计算。根据规范相关规定,对杆件和节点的强度均需进行复核,对于不满足上述要求的杆件或节点需要进行置换或补强。加强处理后再次进行模拟分析,使网架在各阶段的受力均满足要求,保证了各阶段的安全。
3)由于网架自身的质量等原因,提升后必将出现下挠。因此,为保证网架整体的挠度满足需求,项目部根据理论计算数值,确定各球节点的预起拱数值,同时将与球节点相连的杆件的长度进行对应调整,减少了现场焊接调整的难度,避免了后期因下挠导致现场无法焊接或焊接应力集中的情况。
4)大门区域钢管桁架为预应力结构,球节点及腹杆内部均设计有固定预应力钢绞线套管的竖向环形钢隔板(图5)。项目部在深化设计时考虑到该节点的复杂性及现场焊接的可操作性,根据节点形式和钢隔板的分布位置,对2个球节点之间的杆件进行合理的分段,并明确了构件之间的焊接顺序,保证隔板位置及焊接操作的便利性。

图5 钢管桁架节点示意
5)钢隔板、腹杆和球节点的焊接量大,同时焊缝形式和接头较为复杂,现场施焊的设备和环境受限。为了保证焊接质量,减少现场狭小空间的焊接作业量,在便于运输的情况下,项目部在深化设计时将焊接球、钢隔板和腹杆优化为一个节点,在加工厂内完成了组装和焊接,在现场只需进行腹杆之间的拼接即可,如图6所示。

图6 钢管桁架节点实物
3.2 网架拼装焊接阶段的控制要点
考虑网架焊接变形的特点,将整个网架划分为9个平行区段,分别为机库大厅A—H区和大门桁架J区,单个分区宽度18 m,具体如图7所示。
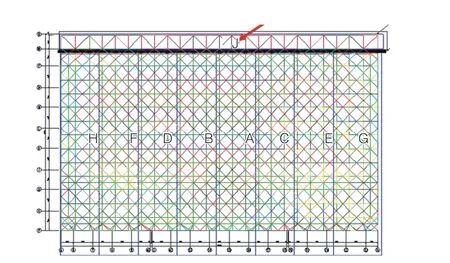
图7 飞机库网架平面分区示意
将机库大厅和大门桁架2个区域分别进行散拼焊焊接,最终拼装形成2个独立的区域。其中,机库大厅A—G区从中间A、B这2个区段开始,由2个班组向两侧平行焊接,这样既有利于各区域精度控制,同时又有利于焊接应力的释放。
根据网架的拼装顺序,确定“由内而外、先下后上,自由收缩、误差调整,单杆双焊、双杆单焊”的施焊顺序。
在任一平面(空间)安排双数焊工进行对称施焊,为最大限度地避免焊接应力导致构件变形,应先施焊完整个节点的打底焊,再施焊整个节点的填充焊,最后施焊节点的盖面焊,使各层应力有一个自由释放的过程。具体先以结构中部为始点,安排双数焊工往两端对称杆件进行打底焊,再以结构中部为始点安排双数焊工往两端焊接水平腹杆。施焊完打底焊后,再重复以上顺序对结构进行填充焊,填充完成后重复以上顺序对结构进行盖面焊。
同时,焊接过程中参考相邻小拼单元的节点偏差情况,根据焊接收缩的规律进行适当补偿,减小偏差的数值,避免误差积累。施焊顺序为先焊接下弦杆焊缝,再焊接上弦杆焊缝,最后焊接腹杆与下弦球焊缝。
为保证网架的焊接质量,项目部在原设计一级焊缝检测100%,二级焊缝检测10%的基础上,优化为所有焊缝均100%检测。检测过程中对于合格和不合格的焊缝分别使用绿色和红色标签进行标记,便于现场整改及后期复检。
3.3 提升及空中补杆焊接的控制要点
当机库大厅网架第1次提升至3.5 m高度与大门钢管桁架中心平齐后,静置24 h用于网架焊接应力的释放。在此期间,对所有焊缝的外观质量再次进行检查,修补出现裂纹等质量问题的焊缝。
由于网架受力后会出现下挠等情况,在与大门钢管桁架位置对接焊接前,再次对连接这两部分杆件的实际所需长度进行测量,对于实测距离值与杆件长度相差小于10 mm的情况,通过调整背衬板的长度以及焊接工艺进行修正补偿焊接,对于实测距离值与杆件长度相差超过10 mm的情况,将杆件的长度重新进行修正,避免误差过大导致焊接质量无法保证。
当网架第2次整体提升至设计高度后,第3次对网架的下挠变形情况进行复核,将实际测量数值与理论计算挠度值进行对比分析,作为高空补杆焊接和后期钢管桁架中预应力张拉的参考。
由于桁架区域截面大、质量大,且无固定的支座点,故该区域的焊接质量尤为关键。为保证该网架焊接完成后的精度,项目部确定了先对称焊接网架南(吊点D1—D4)北(吊点D10—D13)两侧,再焊接东侧(吊点D5—D9)的施工顺序,全部焊接完成后再进行预应力的张拉施工,有效避免了焊接应力的集中。
4 结语
1)通过利用BIM技术和有限元软件对网架进行深化设计和施工模拟,从理论上确定网架在安装、提升过程中可能出现的偏差、下挠等情况,将该部分差值在构件的加工过程中就进行修正,减少了误差的累积。
2)分析分级提升等设计阶段未考虑到的工况下的网架节点强度需求,并将复核情况与设计院进行沟通,保证各工况下的安全性。
3)分别在地面散拼、分级提升和高空补杆等阶段选择合理的焊接顺序,有效地避免了因焊接工序而带来的焊接误差累积和应力集中。
