工业机器人铸铝关节紧固与防松技术
2021-08-18吴继青闵云浩
□□ 吴继青,闵云浩,陆 明
(珠海格力智能装备有限公司,广东 珠海 519070)
引言
工业机器人作为智能制造领域的代表,在企业转型升级的过程中发挥着越来越重要的作用,市场前景十分可观[1]。工业机器人是中国制造业未来的发展潮流和趋势,也是格力智能装备公司发展智能制造转型升级的重要方向,一直作为公司的核心产品之一。
在工业机器人生产过程中,机器人装配工艺显得尤为重要,如何在制造过程中实现快速、精确地装配并应用于工业生产,降低产品不良率及售后异常已成为重点关注的问题[2-3]。其中,铸铁、铸铝关节零件是工业机器人的主要结构组成,关节件毛坯为铸造外观轮廓,结构复杂,表面粗糙。在铸件的运输、仓储、加工过程可能粘附各种油污、浮锈、残渣等难以清除干净,导致铸件喷涂表面漆层附着力不稳定,容易产生漆层脱落、开裂、起皮以及其他表面缺陷等,严重影响了工业机器人的外观质量。因此,本文主要对高强度螺栓在工业机器人大型运动铸铝关节上的紧固与防松技术进行研究[4-5]。
1 存在问题
工业机器人J3-J6关节件采用铸铝ZL101 A,既要满足关节轻量化设计,也要承担铸铝代钢强度要求,因而将机器人的铸铝关节紧固同时异常处理是急需解决的问题。在铸铝关节紧固锁紧时,易出现异常问题如下:
(1)铸铝ZL101 A螺孔滑牙,在安装、返修过程频繁出现。如图1所示。

图1 螺孔滑牙异常
(2)在包装运输试验、长期运转测试过程中出现螺栓松脱。如图2所示。

图2 螺栓松脱异常
(3)因螺栓松脱,导致谐波减速机损坏。如图3所示。
图3 谐波减速机损坏异常
关于力矩紧固值的设定,原则上需保证螺钉锁紧且不出现滑丝、断裂。故对不同螺钉紧固力矩需作充分分析,尤其是螺钉设计选型过程中需考虑螺钉本身的破坏扭力、最佳锁紧力等。对于螺钉紧固过程中,紧固力矩值并非与破坏扭力直接等同,需通过相关试验分析,确定紧固力矩与破坏扭力之间的关系[6]。
2 解决方案与实施
结合工业机器人在装配和售后过程中存在问题分析,主要为铸铝滑牙及螺栓松脱的异常。
2.1 铸铝(ZL101 A)强度验证
在对铸铝关节紧固与防松研究之前,首先对基材强度进行检验确认,若铸铝基材存在质量异常,则会对后续研究造成影响,导致结果异常。因此,必须保证铸铝强度合格。
通过进行铸铝(ZL101 A)强度试验,测试结果为:δ=Fb/So=35.64×103/(3.14×0.25×12.082)=311 MPa。根据工业设计手册数据查询,铸铝件标准值为295 MPa。则铸铝强度符合设计供应状态要求。
2.2 自攻螺套工艺开发
自攻镶嵌件是一种新型加强螺纹强度的紧固件,如图4所示。自攻镶嵌件整体有内外牙,嵌入塑料、铝合金、铸铁、铜等较软的材料内,可以形成较高强度的内螺纹孔,自攻镶嵌件亦可对已坏的内螺纹进行修复。与普通钢丝螺套比较,最大的区别在于自攻件镶嵌具有整体内外牙,安装后可增加螺纹强度,防止螺丝松动,即提高产品等级。

图4 自攻螺套图示
2.2.1 自攻镶嵌件的特点
(1)自攻螺套系成型后再嵌入母材的一种螺纹嵌入件。
(2)不需要使用丝锥,可自行攻螺纹,减少工时,可降低成本。
(3)强化螺纹。和成品接触面积大,承受拉力强,产品设计时可使用强度较低的材料。
(4)保护螺牙。具防震效果,可防止螺纹松动。
(5)螺纹亏牙再生。对于磨损后溃牙只螺纹具有维修作用,使用自攻螺纹套可继续使用原尺寸的螺丝。
(6)同样规格的自攻螺纹衬套,可适用于多种不同的材质,符合经济效益需求。
(7)安装简便,迅速,只需一种装入工具,成本低,不良率低。
2.2.2 自攻螺套安装方法
(1)当安装数量较少时,可采取简易安装方法。采取对应规格螺栓和螺母的方法,将自攻螺套固定在对应型号的螺丝上,用同型号螺母进行固定,使三者成为一个整体,用扳手把螺套拧入底孔,后把螺丝退出即可。
(2)当安装数量较多时,可使用专用螺套安装工具,尾端为六角头,可连手动攻牙扳手,也可接电动或气动工具。
2.2.3 安装注意事项
(1)针对不同加工材质,参考钻孔尺寸规格,进行预钻孔加工。当对应材质硬度较高时,应在钻孔范围内稍微加大所开的底孔。
(2)开槽一端向下将自攻螺套完全装进工具前端,须垂直接触工件,装入时(1~2螺距)确认对准底孔,绝不可倾斜。发现倾斜时,不可反转工具,应重新调整再使用,当进入1/3~1/2后,便不可重新再来。另外,请不可反向旋转工具,否则会造成产品故障。
2.2.4 不锈钢牙套镶嵌
针对铸铝件镶嵌304不锈钢牙套,如图5所示。该材料经过特殊工艺处理,牙孔螺旋表面的硬度在HRC45以上,是普通不锈钢的2倍,更是高出铸铝基材的5倍以上,可以有效杜绝滑丝,具体见表1。

图5 自攻螺套镶嵌示意图

表1 牙孔螺旋表面硬度
铸铝件镶嵌304不锈钢牙套后,螺牙耐磨性得到改进,可有效杜绝滑丝,但牙套的有效拧入深度还需根据材料强度与安全系数来计算,才能保证牙套的准确安装与使用。
2.2.5 牙套受力分析
牙套受力分析如图6所示。
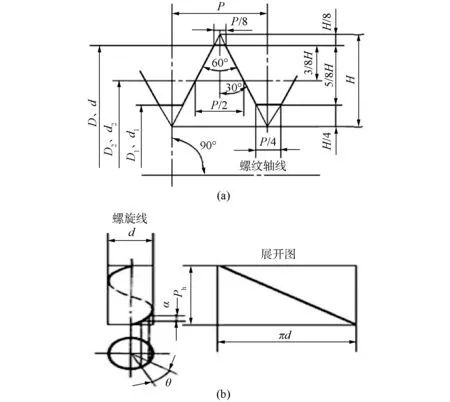
图6 牙套受力分析图示
F′(保证载荷)=(0.6~0.7)δs(屈服强度)×As(公称应力截面积),以螺栓的极限抗拉强度来反推螺孔保证载荷,即视为:δs·As≈材料Sp(保证应力)×As(公称应力截面积)。因此,以M3为例,强度等级为12.9,则:As×295=5.03×970=4 880,As=(N-2)×πd×5/8P。由此可以初略计算:N(有效螺纹圈数)=5.6+2=8(取整),Lmin(拧入深度)=N×p=8×0.5=4。故牙套需选M3×2D以上,并保证安装正确时,螺孔可承受12.9级螺栓最大保证载荷锁紧拉力。
以此类推,可求出M4,M5,M6,M8…对应的牙套需求规格见表2。

表2 牙套需求规格表
对已镶嵌好牙套的螺孔施加最大破坏扭矩,直至破坏,并记录相关数据,如图7所示。结果显示螺栓不同程度损坏,牙孔完好无损,滑丝不良率显著下降,具体见表3。

图7 牙套试验过程图示

表3 牙套试验数据表
2.3 自攻螺套装配工艺要求
(1)牙套安装应按要求进行开孔,具体参数见表4。

表4 牙套底孔对应参数表
(2)选择与牙套规格对应的T型扳手及滚花套筒的型号,具体见表5。
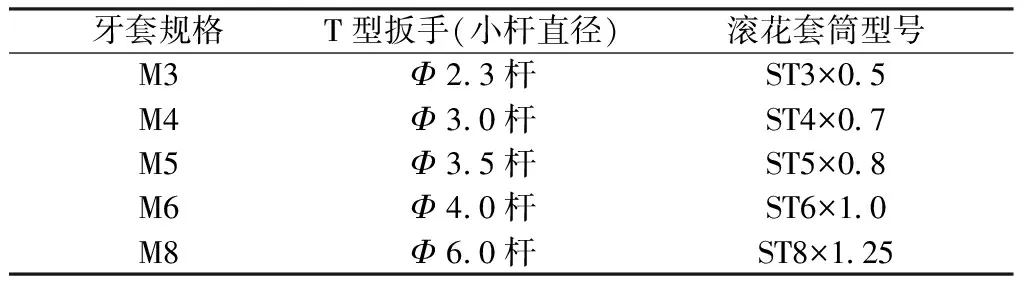
表5 牙套对应工具表
(3)将牙套穿在T型扳手杆上,如图8所示。应注意牙套有直杆的一侧朝左。
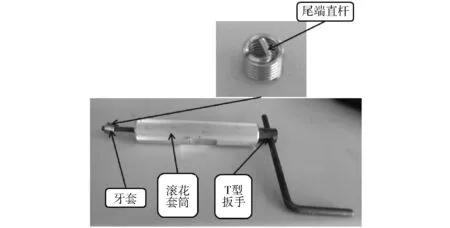
图8 牙套装配示意图
(4)使用T型扳手及滚花套筒将牙套对准相应的螺牙孔,如图9所示。

图9 牙套装配工具图示
(5)将牙套顺时针拧入螺孔(牙套上平面低于安装平面约2 mm即可),然后逆时针拧断尾端直杆即可,如图10所示。
图10 牙套装配图示
2.4 应用案例
通过开发研究机器人铸铝关节紧固与防松技术,使用牙套紧固,效果如图11所示。
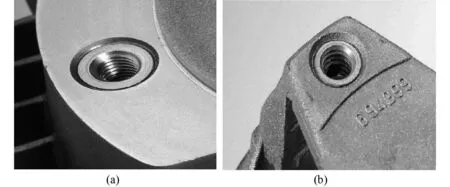
图11 牙套紧固效果图
3 结语
本文主要对工业机器人在铸铝件关节紧固与防松技术进行研究,提出了使用自攻螺套的安装工艺对基材强度合格的铸铝关节件进行装配,通过力学分析计算保证载荷锁紧拉力,同时对装配工艺进行系统化分析,降低了机器人产品不良率,减少了售后异常问题。
