索段精密测控与自动连接技术研究
2021-08-13沈亮李舒扬詹军海周墨渊余豪华徐庆
沈亮,李舒扬,詹军海,周墨渊,余豪华,徐庆
(上海宇航系统工程研究所,上海 201109)
0 引言
在国内,关于索网结构各索段的连接方法尚处于人工连接阶段,在索网结构的找形设计阶段,根据各索段工作状态时的长度与应力,以找形算法求出索段的预张力和无应力长度[9],并在索段的无应力状态下进行人工连接。人工连接方法不仅工作量巨大,效率低下,而且由于绳索的力学性能复杂[10],无法满足网面的高精度要求,严重阻碍了我国大型可展天线的发展。因此,本文研制了一套索段精密测控与自动连接设备,实现索网中各索段长度与张力的高精度控制,使各索段在实际工作长度与张力状态下进行连接,对于提高索网的整体精度和制造效率具有重要意义。
1 索段连接系统设计
索网各节点可靠连接是通过索段在节点零件中穿引回绕后,利用夹套压紧绳索实现的。索段一端的节点零件固定在固定端,另一端固定在可调端,配套拉力传感器及位移传感器实现索段的高精度连接。将长度控制技术、张力加载技术以及索段连接技术实现所需的模块集成,形成总体机械系统。机械系统由位移电机、张力电机、拉力传感器、激光位移传感器、光栅传感器、直线导轨、滚珠丝杠、液压钳头、液压油缸等配套附件和结构件组成,如图1所示。

图1 索段连接设备示意图
位移电机、滚珠丝杠、直线导轨、光栅传感器、激光位移传感器等组成长度控制模块;张力电机、拉力传感器等组成张力控制模块;液压钳头、液压油缸等组成压接模块。设备工作流程如下:索段准备—索段长度调节—索段张力调节—索段力位混合调节—索段压接—索段(质量)测试—索段剪断。
2 索段高精度连接技术
2.1 索段长度高精度控制技术
1)索段长度控制方案
索段长度控制受到节点零件安装精度、结构件变形、设备测量精度等因素的影响,因此需要对节点零件和装夹零件安装精度提出控制要求,对相关安装部位进行有限元分析,得出结构变形量,最后通过索段连接设备实现长度的高精度控制。
如图2所示,利用光栅尺对滚珠丝杠的大范围位移进行测量,利用激光传感器对节点零件的微小变形位移进行测量,可以实现索段长度的精确测量。图中:l1为初始状态下节点零件中心到光栅尺起点距离;l2为光栅尺测量位移;l3为右侧节点零件中心到光栅尺末点距离;l4为左侧激光传感器测量位移;l5为右侧激光传感器测量位移,则索段实际长度为

图2 测量原理图
l=l1+l2+l3-l4-l5
(1)
索段长度控制误差为
Δl=Δl1+Δl2+Δl3-Δl4-Δl5
(2)
2)索段长度控制结果
抓取系统由一个四自由度可折叠机械臂及控制系统构成,如图3所示,通过单片机对五路舵机的脉冲控制,实现精确到达轨迹范围内空间任意一点位置的功能.
如图3所示,节点零件通过定位面与可更换装夹件完成间隙配合定位,可更换装夹件与节点装夹块通过锥形圆柱和锥形孔完成配合定位。
在索网自动连接设备工作时,节点零件与可更换装夹件需要拆卸及更换,这时节点零件安装误差无法进行标定补偿。如图3所示,节点零件的定位面为圆盘下方的圆柱面,其公差等级为IT5,以此圆柱面中心轴作为节点零件中心线,可更换装夹件的内孔定位面进行铰孔加工,公差等级为IT6,节点零件与可更换装夹件之间为间隙配合,最大间隙为0.015mm,因此Δl1=Δl3=(±0.015)mm。

图3 节点零件装夹示意图
张力承载部件在索段连接过程中受到绳索拉力而变形,主要承载部位有节点零件、可更换装夹件、节点装夹块等。节点零件的材料为聚酰亚胺,可更换装夹件和节点装夹块的材料为45#钢。按索网各节点最大载荷180N对设备张力承载部件进行力学分析,张力测量部件最大变形发生在节点零件受拉孔处,最大位移值为0.08mm,节点零件安装中心孔处的最大位移为0.03mm。
长度测量采用光栅尺和激光位移传感器相结合的方法以保证设备的精确度。设备装配完成后利用激光干涉仪进行高精度误差标定,从而补偿掉不可拆卸零件制造和装配过程中产生的累积误差,提高设备的整体精度。光栅尺和激光位移传感器测量精度分别为0.005mm和0.002mm。因此,Δl2=(±0.005)mm,Δl4=Δl5=(±0.032)mm。
因此Δl=Δl1+Δl2+Δl3-Δl4-Δl5=0.015+0.005+0.015+0.032+0.032=0.099mm,索段长度控制误差为0.099mm。可见,索段长度可以控制在(±0.1)mm。
2.2 索段张力高精度加载技术
1)张力加载方案
索段张力加载采用传感器直接测量的方式进行,即传感器与索段串行连接,从而避免传感器测量方向与张力方向不一致带来的误差。图4为张力控制模块示意图,图4(a)为张力测量端,节点零件放置于节点装夹块上,装夹块水平安装于拉力传感器一端。拉力传感器通过测出装夹块对其水平方向的拉扯力,得出绳索的张力。图4(b)为张力调节端,绳索穿过节点零件并通过导向柱换向,最终连接至张力电机的旋转轴,通过拉力传感器的测量反馈,张力电机做出响应调节,通过收卷线绳对其张力进行控制,最终实现张力加载。

图4 张力控制模块示意图
2)张力调节精度
张力调节电机编码器分辨率为20000,滚轴半径r1=12.5mm,索段采用的凯夫拉绳刚度k=10000~20000N/m。
因此,张力调节电机收绳分辨率为
张力调节电机张力分辨率最大为
张力调节电机分辨率最大为0.079N,可以实现索段张紧力的高精度加载和控制。
2.3 索段连接技术
索段连接采用铜套压接的方式,压接机构方案如图5所示。液压油缸通过液压油管与分体式液压钳相连,提供压接动力。将穿引好绳索的铜套卡入铜套安装槽中,凹槽高度固定,确保铜套z向位置;槽口采用限位设计,确保铜套x向位置;压接钳头对铜套采用了自适应对中挤压技术;通过对铜套3个方向上的限制,确保每次压接时,铜套均在同一位置,压接最终形态一致,实现锁定索段绳长和张力的作用。

图5 压接模块示意图
3 索段性能测试
通过对位移电机和张力电机的联合调节,实现索段长度和张力的协同控制。通过比较设定的长度和张力值与实测值的差值,验证位移、张力控制模块的性能。该测试对索段的长度和张力设定3种不同的参数组合,每种组合重复测试3次,具体参数组合与测试数据表如表1所示。
从表1中可看出,在制作成功的索段中,实测索段长度最大偏差为0.06mm,张力最大偏差为0.18N,并且压接前后的张力和长度保持稳定。
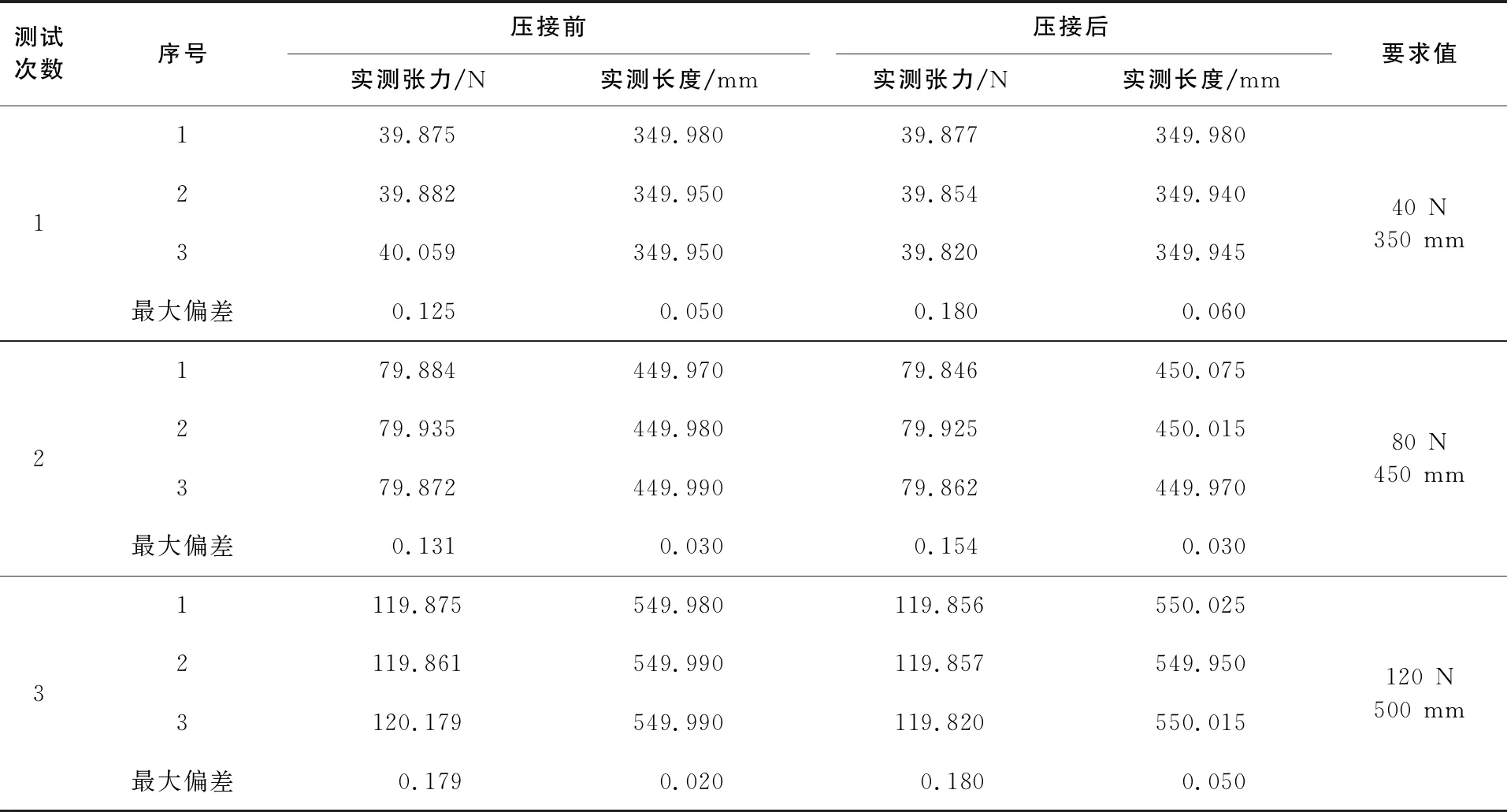
表1 索段性能测试结果
4 结语
研制了一套索段精密测控与自动连接设备,实现索网中各索段长度与张力的高精度控制。通过对节点零件安装精度、结构件变形、设备测量精度等因素的分析和控制,实现索段长度精确控制。实测索段长度最大偏差为0.06mm;通过高精度张力电机对张力进行精准加载,实测索段张力最大偏差为0.18N;同时采用液压压接的方式保证了夹套压接前后索段的张力和长度的一致性。
