精梳涤纶纤维含量对28tex针织纱线性能影响研究
2021-08-05陈可苏旭中吉宜军乐荣庆
陈可 苏旭中 吉宜军 乐荣庆


摘要: 针对涤纶纤维在市场的使用占比越来越高,但涤纶纱线的品质有待提高。为了开发高品质涤纶针织纱,同时减少生产成本,生产出更具有特色化、差异化的纱线,文章采用紧密纺纺纱工艺,纺制28 tex针织用纱,试纺并对比精梳涤纶纤维含量对纱线条干均匀度、毛羽H值和强力拉伸等性能的影响。实验结果显示:精梳涤纶纤维比重在60%~70%时的纱线条干均匀度、纱疵、毛羽H值及拉伸性能等质量指标,与采用全精梳涤纶纤维生产的纱线差别不大,在实际生产过程中可以考虑选择此精梳涤纶纤维含量,以减少生产成本、增加经济效益。
关键词: 涤纶;精梳;生产工艺;不同含量;成纱性能对比;纱线;针织
中图分类号: TS154.7
文献标志码: A
Abstract: In recent years, the proportion of polyester fibers in the market is increasing, but the quality of polyester yarn is yet to be improved. To develop high-quality polyester knitting yarn, reduce production costs, and produce more chracteristic and differentiated yarn, in this paper, 28 tex knitting yarn is spun by compact spinning, and the effects of the content of combed polyester fiber on yarn evenness, hairiness H value, tensile strength and other properties are compared. The experimental results show that the yarn evenness, yarn defect, hairiness H value, tensile strength and other properties of yarns with a content of combed polyester fiber of 60%~70% have little difference from those of yarns made entirely of combed polyester fiber. In the actual production process, this content of combed polyester fiber can be considered to lower production costs and increase economic benefits.
Key words: polyester; comb; production process; different contents; comparison of yarn properties; yarn; knit
目前,国内外对棉纤维的精梳研究已经较成熟,然而对于化纤精梳方面的研究还不够完善。随着化纤服用占比越来越高,人们对高品质涤纶纱线的需求也越来越强烈。但完全使用精梳纱线需要耗费一定的人工费、机械维护和保养费等,因此成本较高。
针对化纤纤维中含有许多并丝、束丝,以及纤维卷曲等存在的一些共性问题,河南昊昌精梳机械股份有限公司等开发出一套适用于化纤的精梳机。该设备可以减少梳棉难以排除的并丝、束丝等疵点[1],从而提升纤维的三度(平行度、伸直度和分离度)[2],同时技术装备在运转稳定性、可靠性方面得到大幅度提升[3]。本文采用上述公司研发的化学纤维精梳设备——HC183H条并卷机、HC380H精梳機,进行高品质短纤维纱精梳涤纶条制备;在并条工序将不同含量的精梳纤维依次喂入混并,并对制成的不同精梳纤维含量纱线的性能指标进行对比分析。从实际应用角度出发,研究低成本高品质的涤纶精梳用纱加工工艺,可为企业生产提供有效参考。
1 实 验
1.1 原料选配
本次实验选用的纤维是中国石化仪征化纤有限责任公司开发的涤纶短纤维,规格为1.33 dtex×38 mm,断裂强度为578 cN/dtex,断裂伸长率为22.99%,超长率为0.2%,倍长含量为0.2 mg/100 g,回潮率为0.62%,机打疵点0.1 mg/100 g,手打疵点0.2 mg/100 g。
由于在配棉中回花的用量过多,会造成成纱棉结、纱疵急剧增加[4]。所以,在实验中未选择用粗纱头和吸风花进行混合,纺纱原料全部是涤纶短纤维。
1.2 测试仪器与环境
TENSORAPID4电子强力仪、ME100条干仪(乌斯特技术股份有限公司),Y331LN型数字式纱线捻度仪(莱州市电子仪器有限公司),JA203电子天平(常州市幸运电子设备有限公司)。
测试环境温度(20±2) ℃,相对湿度(60±5)%。
1.3 工艺流程设计
普梳涤纶的纺纱工艺流程:混开棉机A305→开棉机FA106→成卷机A076→梳棉机FA201→头并FA306A→二并JMF1310→粗纱机JWF1436C→细纱机EJM128K→络筒Autoconer X5。
精梳涤纶的纺纱工艺流程:混开棉机A305→开棉机FA106→成卷机A076→梳棉机FA201→预并条FA306A→条并卷HC183H→精梳机HC380H→二并JMF1310(USG自调匀整)→粗纱机JWF1436C→细纱机EJM128K→络筒Autoconer X5。
(普梳+精梳)纺纱工艺流程:二并JMF1310(USG自调匀整)→粗纱机JWF1436C→细纱机EJM128K→络筒Autoconer X5。
2 纺纱关键工序技术要点
2.1 清棉工序
普梳涤纶与精梳涤纶在清梳联工序中工艺参数相同。结合涤纶含杂少的特点,秉持“低速、少落、快转移,减少打击”的工艺原则来提高质量。各机台相关工艺配置为:在A305混开棉机中将尘棒与尘棒的隔距设定为12×12 mm;在FA106开棉机中,打手与尘棒之间的隔距设定为17×21 mm,入口到出口逐渐增加,而尘棒与尘棒之间的隔距应逐渐减少来控制落棉,设定为10×10×6 mm;为了减少涤纶纤维受到打击损伤,将FA106开棉机中打手速度调整为500 r/min;纺涤纶时使用的是传统成卷机A076,对棉卷自调匀整仪参数进行优化调试,确保涤纶棉卷质量不匀率不大于1.0%。涤纶成卷定量398.4 g/m,不匀率0.65%,伸长率-1.4%。
2.2 梳棉工序
为了减少纤维损伤,在梳棉工序中应遵循“轻分梳,快转移”的工艺原则。由于化纤纤维长度较长,需要加大分梳工艺参数,并稍微降低道夫、锡林及刺辊的速度,以及选择合理的锡林刺辊的表面线速比,同时在各机械隔距控制中应偏大掌握,防止在转移过程中缠绕,从而产生细节。涤纶生条定量21.9 g/5 m,条干CV值4.54%。梳棉工序工艺参数如表1所示。
2.3 精梳工序
2.3.1 精梳准备工序
准备工序分为预并条和条并卷,作用是更大程度地梳理涤纶纤维,使其分布得更加均匀。在预并条中要注意前弯钩纤维及涤纶产生静电的情况,选择适当增加出条速度和较大的后区牵伸倍数及合理的各罗拉之间的隔距,尽可能地减少纤维分布不匀的情况及粗細节、棉结的增加。预并条定量192 g/5 m,条干CV值3.38%。
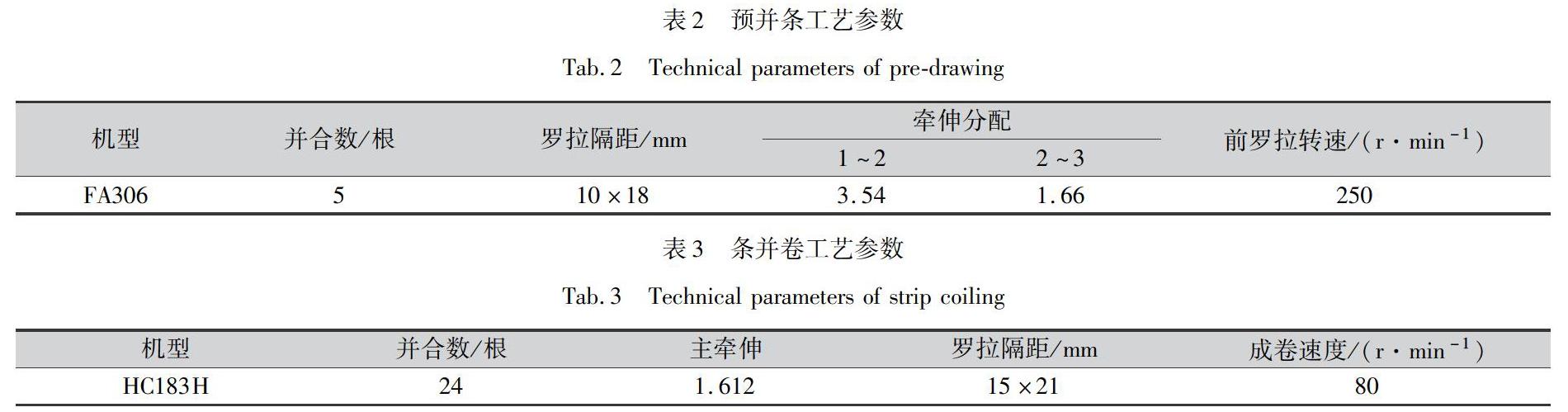
在条并卷过程中,为了实现更大程度地均匀混合,HC183H条并卷机的并合数采用24根。在小卷的制成过程中,会出现内松外紧的情况,因此通过条并卷机的在线控制系统使小卷内外层伸长保持一致。同时采用双气缸活塞杆直驱技术及纤维卷在线压力控制技术,使纤网成形更加均匀[5],精梳小卷定量47.07 g/m。精梳准备工序工艺参数如表2和表3所示。
2.3.2 精梳工序
随着高品质纱线的需求越来越大,化纤精梳纱线的开发变得很有必要。HC380H精梳机可以较好解决横档和染色不匀等问题,并有效去除化纤原料中的束丝、并丝。通过采用给棉罗拉可调式钳板,对纤维进行有效的握持,并将前弯钩纤维伸直。同时对分离罗拉进行改善,增加钳板摆动动程,使涤纶纤维长度尽可能保持一致。在对精梳条条干均匀度的监测得出,每一个钳次就会产生一个搭接波,搭接波的波长在40~50 cm[6],搭接波的存在会对成纱性能有一定的影响。在后续工序中,加入普梳条的混合条的搭接波会有所改善。但如果想把搭接波尽量控制低一些,就要通过优化精梳的工艺参数,锡林定位及搭接刻度是影响精梳机运动的重要参数[7]。精梳条定量21.34 g/5 m,条干CV值3.32%。精梳工序工艺参数如表4所示。
2.4 并条工序
该工序以降低熟条重量不匀率和杜绝规律性条干不匀为重点。本次实验采用两道并条工序,头道采用8根并合,二道选择6根并合,在第二道工序依次加入不同数量精梳条进行并合。七种方案采用相同的工艺参数,对定量进行调整,使定量保持在20.6 g/5 m。在并条工序中,头道需增加罗拉隔距,二道需增加主牵伸区倍数,以此来改善熟条的品质。熟条条干不匀率指标如表5所示。
从表5可以看出,随着熟条中精梳纤维含量的增加,条子的条干均匀度呈改善趋势,均匀性明显提高。其中,方案Ⅴ和方案Ⅵ的条干均匀度与全精梳的方案Ⅶ相比相差不大。可以得出,当精梳条含量在66%以上时,熟条的条干均匀度达到最好。
2.5 粗纱工序
在粗纱工序中,罗拉隔距及胶辊压力适当放大,选用轻定量、小捻系数,保证正常的运行状态。七种方案采用相同工艺参数,粗纱定量5.47 g/10 m,粗纱捻度2.58 捻/10 cm,粗纱条干CV值3.45%。
2.6 细纱工序
细纱工序采用配置四罗拉网格圈型紧密纺装置的EJM128K细纱机,紧密纺技术可减少纱线毛羽、提高成纱强力[8]。在细纱工序中,遵循“重加压,大隔距,小后区牵伸”的工艺原则。细纱的主要工艺参数配置为:机械牵伸设定2062,捻度设定60.09 捻/10 cm,捻系数318,前区牵伸倍数1562,后区牵伸设定1.32,前罗拉转速261 r/min,锭子转速设定12 300 r/min,钳口隔距设定4.0 mm,钢丝圈选定BS 3。
3 结果与分析
3.1 纱线条干与毛羽
条干均匀度、纱疵、毛羽是衡量纱线性能的一个重要指标。在测试过程中,实验参数设置为:测试速度400 mm/min,时间1 min。相关测试数据如表6、图1所示。
由图1和表6可知,1)随着精梳涤纶含量增加,纱线的条干均匀度明显改善,全精梳涤纶纱与普梳涤纶纱相比条干均匀度改善了0.6个百分点。这是由于精梳条的加入,纤维内部整齐度、平行度及分离度提高,从而露出纱线表面的纤维减少。2)与普梳纱相比,随着加入精梳纤维的量增加,纱线毛羽H值整体呈逐渐改善趋势,当精梳纤维含量达到66%以上时,纱线毛羽H值变化基本稳定。3)精梳含量增加时,细节、粗节及棉结等纱疵基本呈改善趋势。当精梳涤纶纤维含量在66%时,粗细节及棉结最少。
综上所述,精梳涤纶纤维含量在66%时毛羽H值及粗细节最少,条干均匀也较好。在实际生产过程中,可以考虑选择方案Ⅴ(精梳纤维66%)进行生产,以减少生产成本、增加经济效益。
3.2 纱线成纱强力
纱线强力是衡量织物可织造性、提升织机效率等的一个关键指标。影响成纱强力的因素很多,本实验中精梳纤维含量是重要影响因素之一。实验参数设置为:试样上下夹持500 mm,拉伸速度500 mm/min,每个样本测试10管,每管10次取平均值。对测试数据进行统计,测试纱线的拉伸性能如图2所示。
从图2可以看出,1)与普梳纱相比,加入精梳纤维的纱线的单纱强力整体呈现上升的趋势。这时纤维的整齐度变好,纤维之间的接触面积增加使得摩擦力增大,导致纤维互相滑移的可能性减少,同时由于纤维的条干均匀度增加,纤维之间排列变得更加紧密,改善纱线的强力。2)纱线断裂伸长率随着精梳纤维含量增加略有下降。其中方案Ⅴ(精梳纤维含量66%)与全精梳纱的指标对比相差不明显,所以在生产中可以考虑采用涤纶精梳纤维含量在60%~70%。
4 结 论
本次实验采用四罗拉网格圈型紧密纺纺纱工艺,纺制28 tex针织用纱。通过对不同精梳涤纶纤维含量的纱线进行试纺及相关性能测试,结果表明:精梳涤纶纤维比重在60%~70%时的纱线条干均匀度、纱疵、毛羽H值及拉伸性能等质量指标与采用全精梳涤纶纤维生产的纱线差别不大,所以在实
际纺纱过程中可以考虑选择精梳涤纶纤维含量在60%~70%。这样既可以减轻生产工序的负荷,又可以满足高品质纱线的质量要求,企业可以实现节本增效目的。
参考文献:
[1]贾国欣, 任家智. 精梳机分离罗拉传动系统的棉型化纤加工特性分析[J]. 现代纺织技术, 2021, 29(2): 91-96.
JIA Guoxin, REN Jiazhi. Analysis of cotton type chemical fiber processing characteristics of detaching roller drive system of comber[J]. Modern Textile Technology, 2021, 29(2): 91-96.
[2]薛庆. 纺棉型化纤用精梳整体锡林和顶梳的设计与配套[J]. 纺织器材, 2018, 45(2): 10-14.
XUE Qing. Design and configuration of integrated combing cylinder and the top comb for cotton-like chemical fiber[J]. Textile Accessories, 2018, 45(2): 10-14.
[3]刘允光. 国产精梳机的技术近况与发展趋势[J]. 棉纺织技术, 2019, 47(7): 82-84.
LIU Yunguang. Technology status and development trend of domestic comber[J]. Cotton Textile Technology, 2019, 47(7): 82-84.
[4]丁祥, 章華军, 杨道明, 等. 精梳棉涤纶混纺套染纱的生产实践[J]. 棉纺织技术, 2020, 48(8): 59-62.
DING Xiang, ZHANG Huajun, YANG Daoming, et al. Production practice of combed cotton polyester blended over dyeing yarn[J]. Cotton Textile Technology, 2020, 48(8): 59-62.
[5]高华斌. 突破精梳机纺棉纤维局限, 整体技术水平达国际先进[J]. 中国纺织, 2018(12): 52.
GAO Huabing. Breaking through the limitation of spinning cotton fiber on comber, the overall technical level reaches international advanced[J]. China Textile, 2018(12): 52.
[6]余建武, 罗继秋, 余建桂, 等. E80型精梳机的工艺优化[J]. 棉纺织技术, 2020, 48(9): 54-59.
YU Jianwu, LUO Jiqiu, YU Jiangui, et al. Process optimization of E80 comber[J]. Cotton Textile Technology, 2020, 48(9): 54-59.
[7]尚龙飞, 任家智, 贾国欣, 等. 精梳机搭接刻度及锡林定位对精梳落棉的影响[J]. 棉纺织技术, 2018, 46(3): 1-4.
SHANG Longfei, REN Jiazhi, JIA Guoxin, et al. Influence of comber lap scale & cylinder location on comb noil[J]. Cotton Textile Technology, 2018, 46(3): 1-4.
[8]刘大方, 魏秀成, 孙忠民. 国产紧密纺纺制纯棉精梳纱配置的探讨[J]. 山东纺织科技, 2014, 55(5): 26-30.
LIU Dafang, WEI Xiucheng, SUN Zhongmin. Discussion on domestic compact spinning machine configuration to spin combed cotton yarn[J]. Shandong Textile Science & Technology, 2014, 55(5): 26-30.