高强度铝合金汽车防撞梁挤压模的结构设计
2021-08-05黄雪梅翁佳铭邓汝荣
黄雪梅,翁佳铭,邓汝荣
(广州科技职业技术大学,广东 广州 510550)
随着科技进步和人民生活水平的提高,现代汽车工业迅速发展,而随着汽车制造业节能减排的需求,汽车轻量化是必然的趋势,轻量化材料的开发与应用是目前实现汽车轻量化的最有效途径。铝合金具有良好的抗腐蚀性、质量轻、可焊接、塑性和成形性好、比强度高,是一种比较理想的汽车轻量化材料。现在多种铝合金应用于车架、车身、制动盘、发动机壳体等。而汽车轻量化用的铝合金型材往往要求力学性能较高,其挤压成形难度大,需要的挤压力大,以传统的模具设计方式或理论得到的模具结构无法满足挤压的要求,模具容易塌裂失效,模具的寿命很低[1-8]。本项目以一款高强度7049铝合金的汽车防撞梁型材为例,介绍高强度铝合金的挤压模具设计,供同行参考。
1 型材断面、材质及模具分析
图1所示为一款汽车防撞梁铝合金型材断面。从断面形状可以看出型材并不复杂,具有一定的对称性,虽然型材存在较大的壁厚不均匀性。而类似断面的型材在建筑幕墙型材中是很常见的。但作为汽车轻量化而应用的具备防撞功能的型材,所用的材质是高强度7049铝合金,它与建筑型材6063、6061铝合金或其他工业型材6005、6082铝合金相比,其抗拉强度高很多,它所含的合金成分使其金属流动性能较差。7049、6063、6061和6082铝合金的成分对比如表1所示。
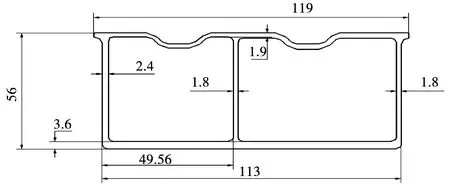
图1 防撞梁型材断面图Fig.1 Section of profile
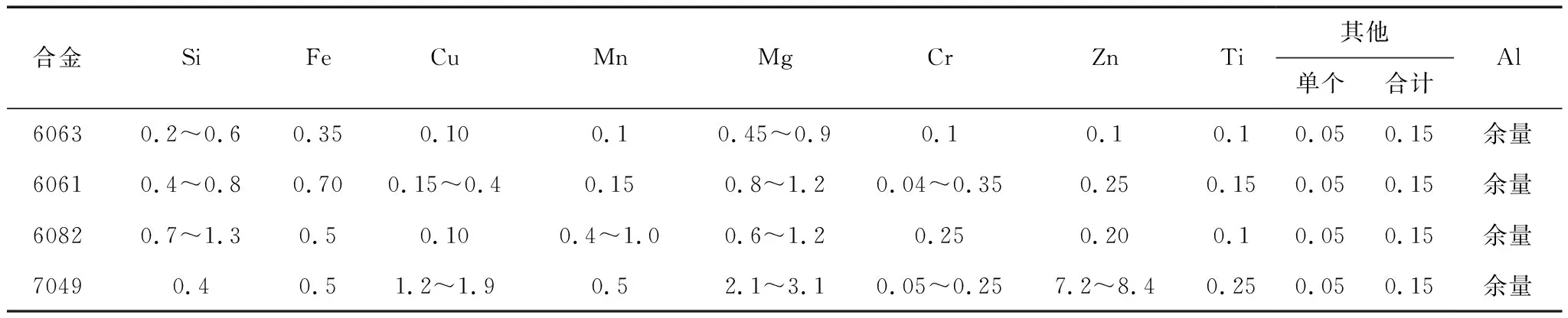
表1 几种铝合金的化学成分对比(质量分数/%)Table 1 Comparison of chemical compositions of 4 kinds of aluminum alloys(wt/%)
从表1可知,7049铝合金有较高的Zn、Cu、Mn含量,Zn、Cu、Mn均能提高合金的强度,而高Zn含量可明显降低合金的塑性。这表明,7049铝合金在挤压过程中的变形抗力要大很多,成形的难度要大得多。7049铝合金与6063、6061、6082铝合金的力学性能如表2所示。
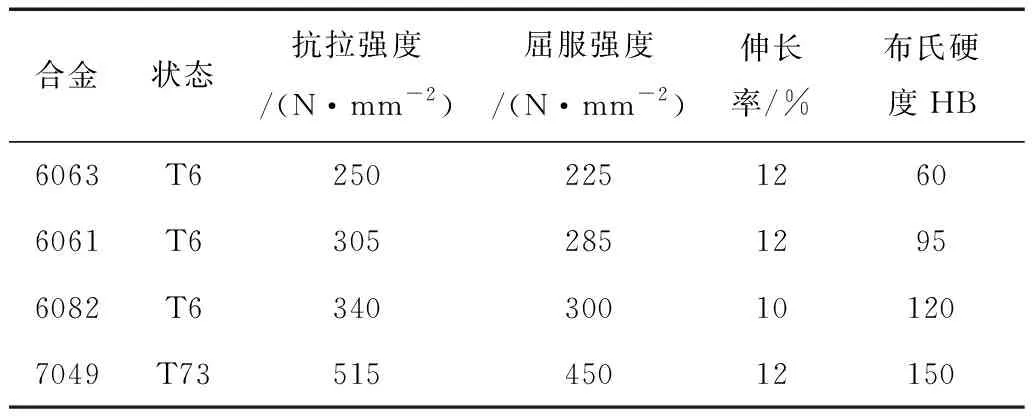
表2 几种合金的力学性能对比Table 2 Comparison of mechanical properties of 4 kinds of aluminum alloys
从表2可知,7049铝合金的抗拉强度要比6×××系铝合金的高很多,这说明,在挤压时,模具承受的压力将更大,对模具的强度要求更高。在传统的设计中,要提高模具的强度,更多依赖的是采用优质的钢材和先进的热处理工艺,这是可取的。但依靠模具的材料和热处理这在实践中是有限的,同时也存在价格昂贵、成本增加的因素。事实上,人们常常忽视了挤压变形中挤压力这一重要参数,它的大小直接决定了模具的寿命。从理论上说,模具的强度取决于模具的材料和结构,材料与结构决定了模具的最大承载能力,属于静态的,具有相对的固定性;而挤压力在挤压过程中是动态的,是变化的,影响挤压力的因素有很多,包括挤压工艺、挤压机的能力及成型金属材质和状态、模具的结构等,而事实上模具结构是影响挤压力最重要的因素,是较难把握的一个因素。在实际中,降低挤压力就是降低了模具的承载量,就能间接提高模具使用寿命。在挤压过程中,对于降低挤压力更多的是习惯从挤压工艺上着手,如适当提高挤压温度、坯料进行均匀化处理等。但从工艺方面采取措施有一定的局限性,而且容易带来制品的表面缺陷,而从模具结构出发对挤压力进行调整是最为有效的。因此,在材料及热处理潜力有限的条件下,如何设计合理的模具结构来降低挤压力和模具的承载量,这是提高模具寿命的关键。经过对企业的调查,以传统方式制造的模具在挤压试模阶段就出现模具变形情况,模具最多的挤压量低于500 kg,寿命很低。为了提高模具寿命,笔者从模具结构设计、材料的选择和热处理三方面进行了研究,将三者很好地结合起来,充分利用塑性成形的特点和发挥材料的最佳潜能。经实践使用表明,所开发的模具的强度是足够的,使用效果良好。
2 模具结构设计
2.1 挤压机能力的选择
挤压机能力的选择是为了确定挤压筒的内径尺寸及挤压比压。挤压筒内径过大,会使挤压型材的变形程度大,即挤压系数大,导致挤压力大,这对于7×××系铝合金的挤压成形和模具使用寿命都是不利的。挤压筒过小,将增加挤压成形和模具设计的难度。挤压比压是挤压机总压力在挤压筒断面形成的单位压力,是克服金属变形中各种阻力所必须的。比压过高,模具承受的单位载荷将增加;比压过小又不能满足挤压型材成形的要求。根据7×××系铝合金的特性,挤压系数选择在15~50范围较为合适,比压应在600 MPa~700 MPa,这是综合考虑各种因素的经验数值。针对图1所示截面的型材,选择18 MN挤压机,选择挤压筒内径Φ183 mm,经计算,挤压系数18.6、比压为685 MPa,模具外形尺寸选择为Φ300 mm×200 mm。
2.2 分流孔的设计
对于高强度7049铝合金的挤压模具结构,分流孔的设计至关重要,主要包括分流孔的布置与分流比大小的确定。分流孔设计是降低挤压力的关键。
传统的模具结构,常用的分流孔布置有四种方式,如图2所示。
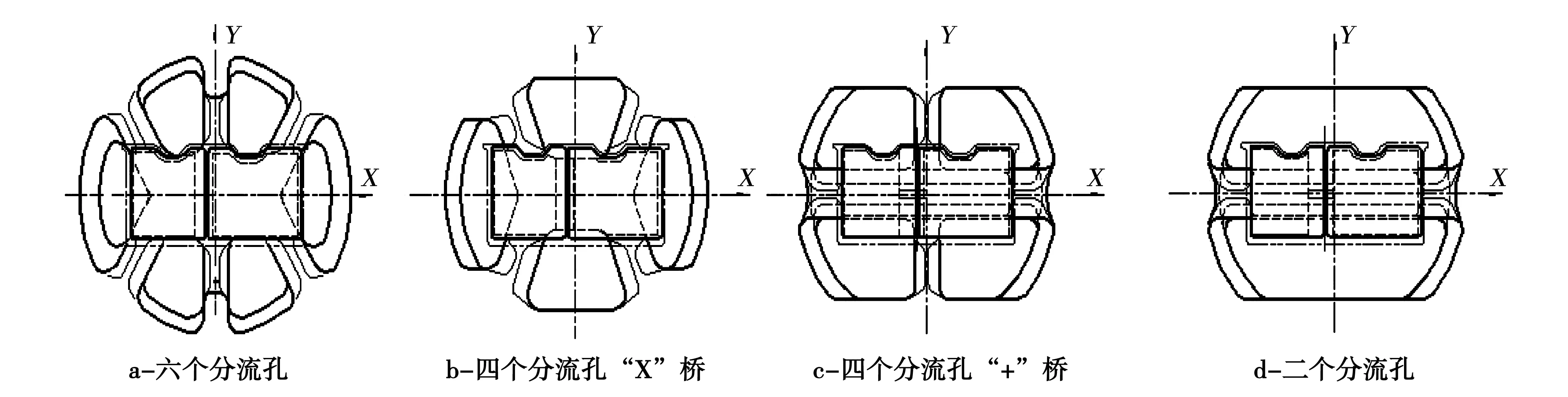
图2 传统的四种常用分流孔布置方式Fig.2 Four commonly used layout methods of feeding holes
图2中a、b结构的主要缺点是分流桥的跨度较大以及中心的刚性区域大,其中图2b的结构形式包括碟形模具,用于6×××系铝合金、挤压系数较小的情况下是可以的;但用于7×××系铝合金,实践表明其模具容易发生下陷和塌裂。而图2c的结构,模具刚性最好,但同样会在金属初始分流时使中心部位形成较大的刚性区,产生的挤压力较大。图2d所示结构可取得的分流比最大,分流比越大则挤压力越小,更重要的是分流桥数量少,模具对铝坯锭进行剪切形成的金属流股数就少,所需的力会越小,因而模具承受的力就越小,从这个角度而言,采用图2d结构是最有利的。但实践表明这种结构的模具一上机则出现下陷现象,原因是模具的刚性较差,这也是容易被人们所忽略的一个要素。但是若将图2c、d结构的优势综合起来,则可得到较大的分流比和较好的刚性。在此基础上,采用阶梯分流的同时并采用主分流桥为10°的斜面入料方式,主分流桥在入料端则采用碟形模的结构,这样的好处在于减少了挤压过程中模具在入料端中心部位的刚性区域和受压面积,可以使得铝坯锭在受到剪切时的最大峰值降低,并且不在同一时间内出现,而是形成一定梯度,这将大大改善模具的受力状态从而提高模具的寿命。因此,这样的结构形式,既能保证模具的刚性同时又能降低挤压力,从而提高模具的寿命。改进后的分流孔结构如图3所示。
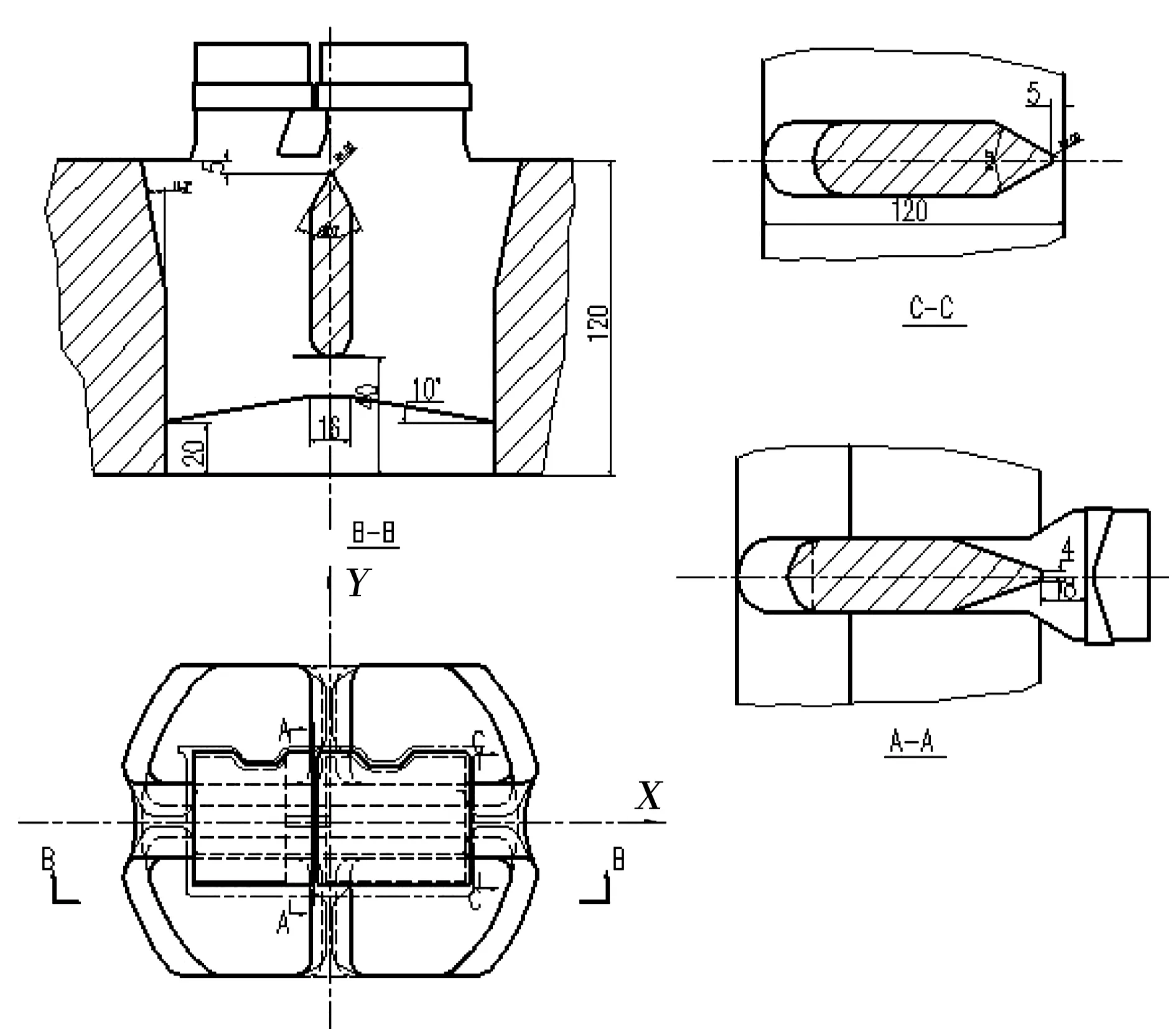
图3 改进后的分流孔结构图Fig.3 The improved arrangement of feeding holes
分流桥主桥宽度取28 mm,是基于强度及金属成形的综合考虑,此桥宽度过大,桥下金属供应和成形难度大,中心刚性区域大,分流桥的受压面积大,挤压力将增大,这对模具的使用寿命是不利的。由于7049铝合金挤压成形中挤压力较大,因此,分流孔采用分级、斜面进料与阶梯分流的方式。分流比可依次在挤压方向上形成由大逐渐到小的梯度,使得分流桥承受的压力同样形成一定的梯度,各个分流桥承受的最大挤压力不同时出现,从而避免了最大挤压力峰值的形成。因此,由于分流桥承受的载荷大为降低从而使模具的寿命提高,这种效果是传统结构不具有的。
分流方式如图4所示。其分流过程如下:铝坯锭的金属经挤压筒内镦粗变形、进入上模的入料口,入料口为1个分流孔,金属进入此分流孔前行20 mm后受到分流主桥的剪切而进行二次分流,主分流桥为斜面入料方式,形成两股金属,此两股金属继续挤压前行40 mm后受到中间两个分流桥的剪切,进行第三次分流变形,产生四股金属进入下模焊合室重新进行焊合和熔合后,最终进入由上、下组成的模孔(型材壁厚)挤压成型为制品。经计算,三次的分流比分别为15.3、11.7和10.2。由此可见,第一次的分流比可以取得较大,而分流比与挤压力是成反比关系的,而且第一次分流变形采用一个分流孔,相当于挤压筒的变形延伸,使挤压筒变小,降低了变形程度。实践也表明了,其挤压力比采用传统结构的大幅度下降。
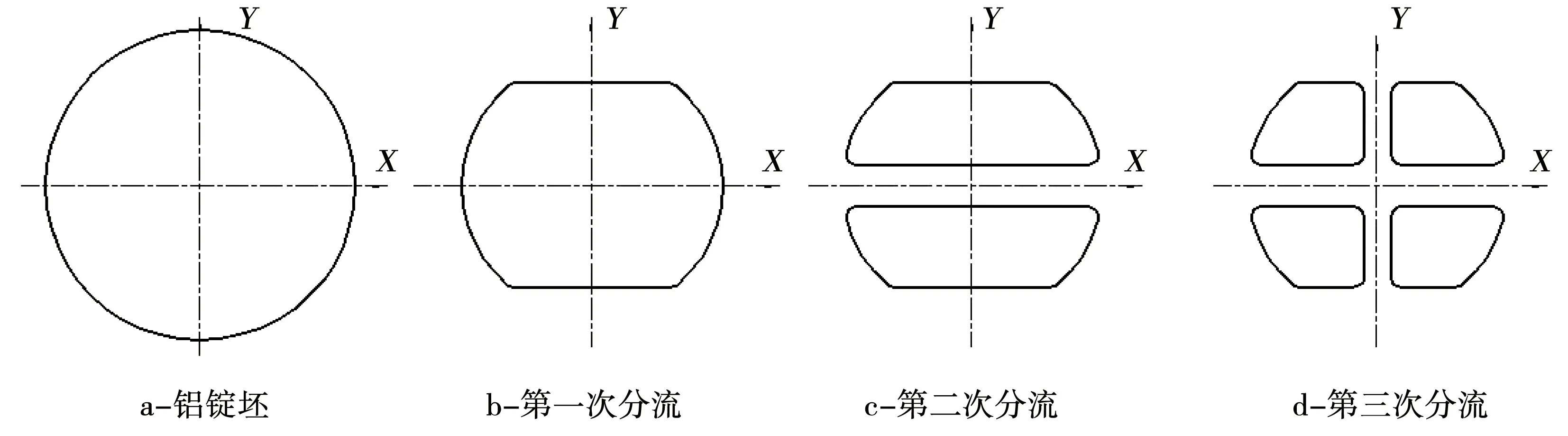
图4 改进分流孔结构后挤压过程金属的分流方式Fig.4 Metal distribution in extrusion process after improving the structure of shunt hole
2.3 导流孔的设计
传统的设计中,在中间筋对应的部位常常设计一个分流孔进行金属供料,但对于铝坯锭受剪切而言,相当于增加了分流桥和金属的股数,会导致挤压力上升,这也是人们容易忽略的一个要素。实践数据也表明了这一点,在此部位增设分流孔的结构,其挤压力较大,模具使用寿命均在挤压铝材1 t以下。因此,采用导流孔形式较合适。导流孔是为解决中间筋的金属流量而设置的。为了适应分流孔的布置,使得金属进入导流孔的阻力更小,导流孔采用斜入式,如图5所示。
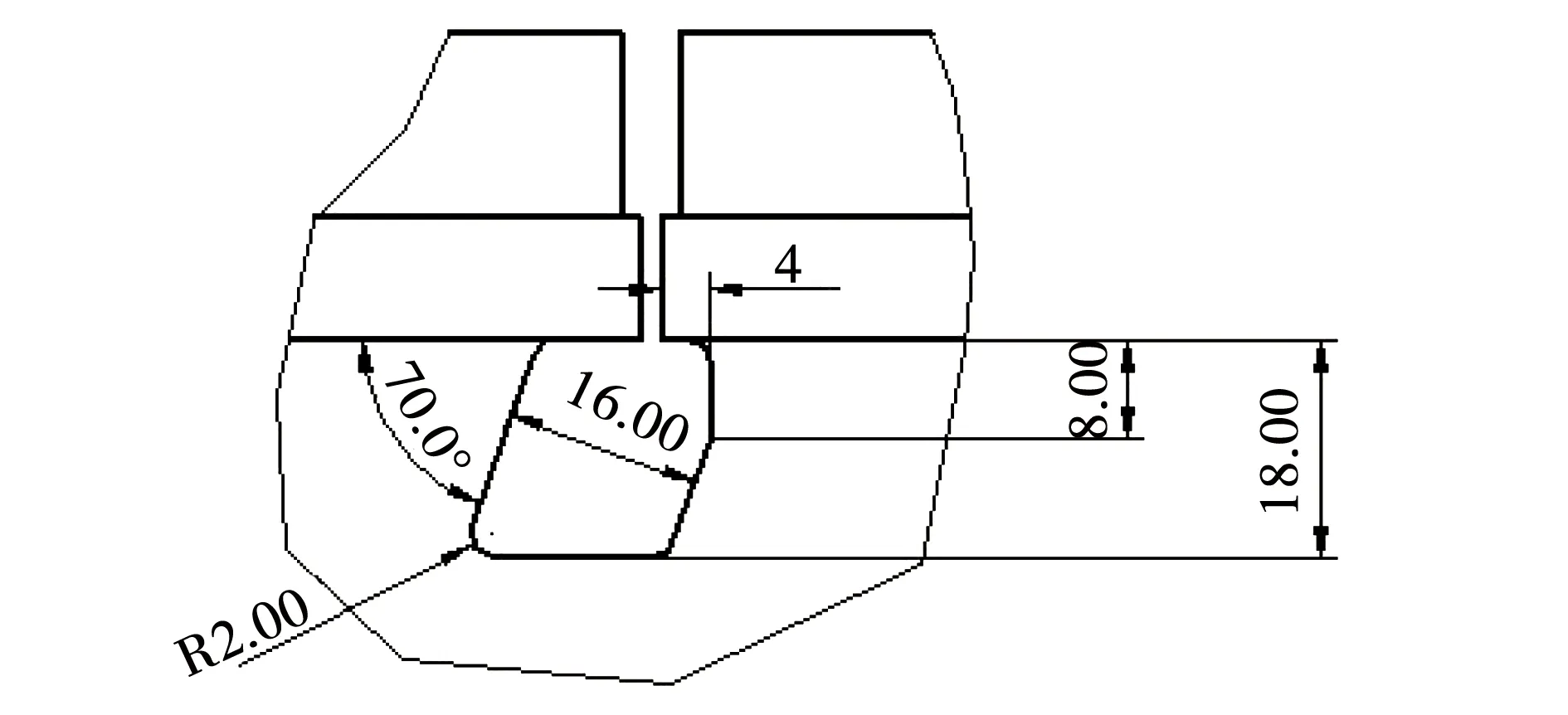
图5 导流孔结构示意图Fig.5 Structure diagram of diversion hole
2.4 下模焊合室及工作带
焊合室的外形轮廓主要是依据分流孔进入焊合室的最大边缘而定。由于7049铝合金的变形难度大,所需的焊合静水压力也较大,所以焊合室的深度要比挤压6×××系铝合金的大6 mm~8 mm,取24 mm。工作带可按照传统的原则进行选择,但由于型材不同部位的壁厚相差悬殊,所以采用阻流块的方式进行辅助调整金属流速,阻流块高度取5 mm,离型孔边缘1 mm。焊合室及工作带如图6所示。
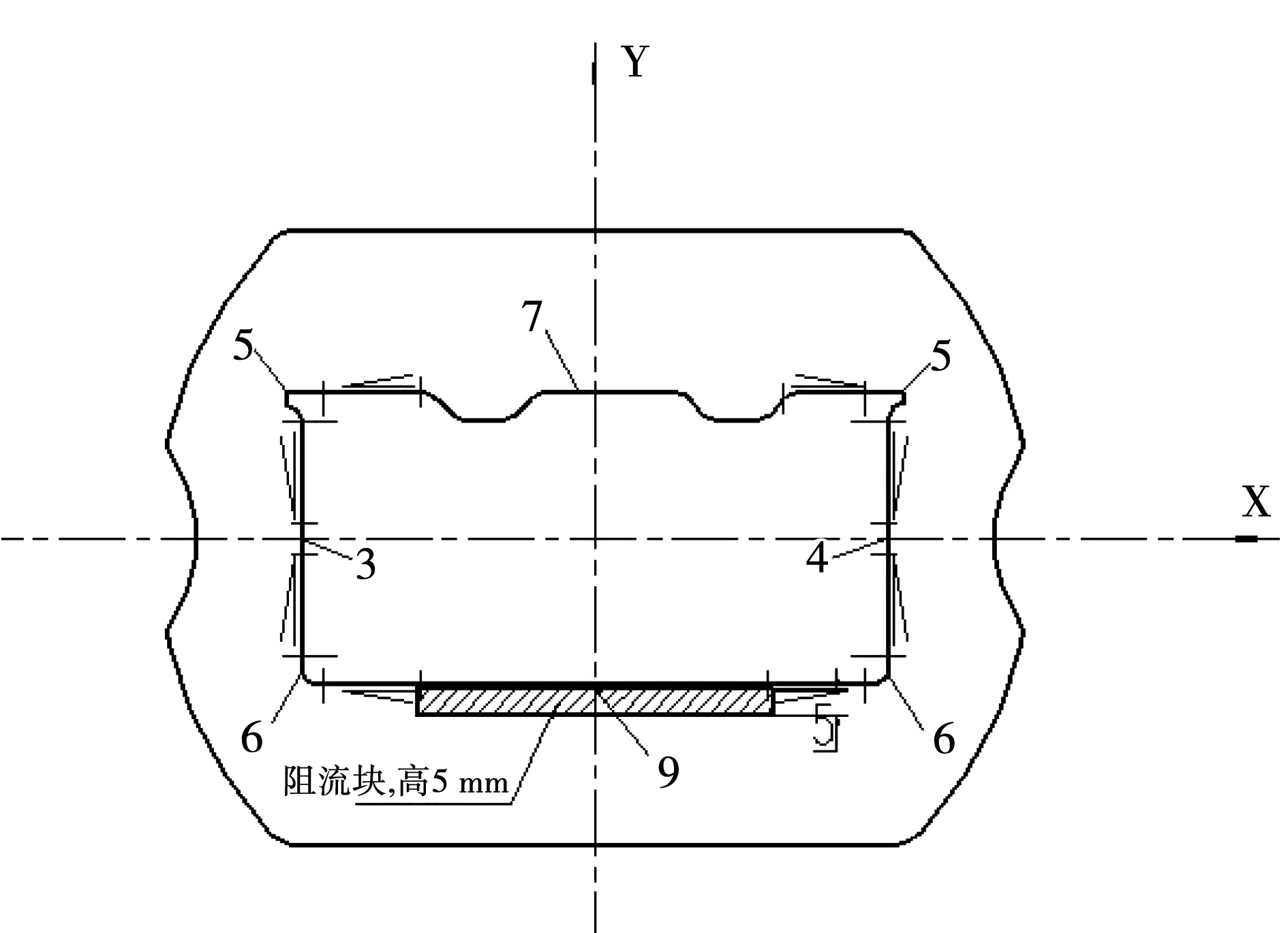
图6 下模焊合室形状与工作带Fig.6 Chamber and bearing of the female die
2.5 分流桥的设计
为了降低挤压力,减小分流桥剪切金属时的最大剪切力,同时提高分流桥的刚性、减小分流桥所受的拉应力,分流桥采用一端碗形、一端水滴形的结构形式,如图7所示。

图7 分流桥结构示意图Fig.7 Structural diagram of diversion bridge
2.6 模具结构总成
为了加强模芯的刚性与强度,将模芯的出口非工作带部位即模芯空刀加强段,其高度增加至15 mm,这样模芯的整体高度为25 mm,就完全可以保证其强度和刚性。这与传统的6×××系铝合金挤压模芯高度一般不超过15 mm是有区别的。因为7049铝合金型材成形的挤压力大,模芯承受的冲击力随之增大,这是必须考虑的。模具的总成如图8所示。
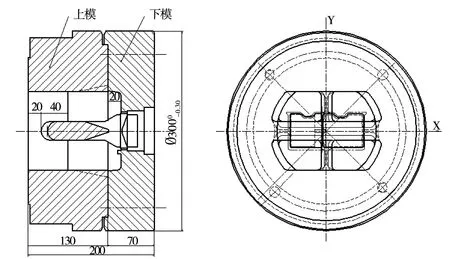
图8 模具结构总成图Fig.8 Die structure assembly drawing
3 模具强度校核与模具材料
3.1 模具强度校核
由于挤压过程是一个复杂的动态过程,模具承受交变循环载荷的作用。因此,模具强度的校核主要是针对上模分流桥进行计算和校核。在实际中,经验表明以计算分流桥的安全系数的方式来进行强度的计算和校核更为有效。
式中:
n—安全系数;
h—分流桥的有效厚度,mm;
b—分流桥最小宽度,mm;
s—上模有效受压总面积,mm2;
p—挤压机最大比压,MPa;
[σ弯]—模具材料在工作强度下的弯曲应力,MPa;模具材料为H13其取值为1 150 MPa。
根据本模具结构进行计算:
从计算结果可见,模具的强度是足够的。
3.2 模具材料与热处理
由于7049铝合金在挤压时,模具强度是关键,模具承受的挤压力大,因此,模具材料与热处理必须得到保证。应选择优质的H13电渣重熔钢,并采用大锻压比(大于4)进行锻造后方可投入使用。模具应采用真空热处理,并且回火必须4次以上,模具的硬度为HRC45~47。这是与6×××系铝合金型材的传统挤压模有区别的,传统的分流挤压模上、下模硬度为HRC49~51。硬度过高,模具容易桥裂;硬度过低,模具容易下陷变形。
4 结束语
7049铝合金是高强度铝合金,挤压成形时的挤压力大,要保证和提高模具的使用寿命,最有效的方法是合理的设计模具的结构,通过模具结构改善模具的受力状态,调整挤压力并降低挤压力,从而达到提高模具的使用寿命。采用阶梯分流和斜面入料的方式,同时分流桥采用一端碗形、一端水滴形的结构方式,使金属在挤压过程中依次分流,分流比可取得较大的数值并且从大至小形成一定的梯度,可避免挤压力最大峰值的形成,同时大大降低挤压力。其次是模具材料与热处理的合理选择也至关重要。只有模具结构、材料与热处理三者优化结合才能使模具达到正常的使用寿命。实践表明,本项目采用的方法对于挤压高强度铝合金是有效的,效果明显,可以推广。
