一种“Θ”型翻转机的设计★
2021-07-28王培林李吉祥闫超杰
王培林,李吉祥,闫超杰
(闽西职业技术学院信息与制造学院,福建 龙岩 364021)
1 研究背景
随着科学技术的不断发展,工业机械化、自动化程度越来越高,自动化控制在工业生产应用中逐渐普及,越来越多的自动化生产线随之出现[1]。2015年,福建省人民政府印发《关于加快发展智能制造九条措施的通知》,支持在机械装备、建筑建材等重复性操作多、劳动强度大的行业领域组织实施“机器换工”。近年来,福建省多次提出“机器换工”,鼓励企业应用科学技术发展的成果,进行技术改造升级,推行工业机械化、智能化、自动化,逐步取代一部分的传统生产方式,解决生产过程中存在的企业招工难、留人难,劳动强度大、工作环境差、安全隐患多等问题[2-3]。
通过查阅相关资料和图书,发现我国翻转机技术经过20多年的发展取得一定的成绩,主要有L型、C型、U型翻转机和座式翻转机等比较有代表性的翻转机结构类型。通过对国内外翻转机进行对比,文中对防火板自动化生产线中的翻转问题进行研究,设计一种“Θ”型翻转机,包含翻转系统、电路控制系统、气动系统,以解决防火板的自动翻转问题,让生产更加连贯、更加方便、更加安全,更加稳定,进而解决劳动力、劳动强度、安全隐患等问题。
2 新型防火板生产过程
某一型号的新型防火板如图1所示,其尺寸为长×宽×高(2 440 mm×1 220 mm×40 mm),重量为135 kg左右,要求双面抛光。
图1 防火板
该型号的新型防火板生产过程:下料(水泥、木屑、胶水、氧化镁、复合材料)、搅拌、上料(举升机)、送料、模型成型(压力机)、加热、挤压、保压【300 t×4】、推出(推出装置)、风干(风干机)、纵切(纵切装置)、横切(横切装置)、正面磨沙(磨沙机)【厚度、光整度、平整度】、翻转(翻转机)、反面磨沙(磨沙机)、封边(机)、检验(装置)、装箱(打包)。在自动化生产线中,对防火板进行正反面磨砂,要设计翻转机解决翻转问题。
3 翻转机结构设计
3.1 翻转机技术要求
3.1.1 技术参数
翻转重量≤300 kg,翻转长度≤2 500 mm,翻转宽度≤1 300 mm,翻转高度≤100 mm;翻转速度约40 s(单向);翻转角度为180°;翻转传动方式为机械式传动;翻转功率为2.2 kW;设备尺寸为2 800 mm×1 800 mm×2 000 mm。
3.1.2 结构特点
可实现180°翻转,可将正面翻成反面,或将反面翻成正面,循环工作。承重托辊机构与夹紧机构可根据实际使用调整间距,加紧牢固,运转平稳可靠。
3.2 翻转机的结构设计与动作过程
根据翻转机技术参数、结构特点,进行相关参数计算,辊子(托棍)、电机、链条等标准件选型、配置,通过CAD软件对翻转机进行设计。翻转机结构示意图如图2所示,翻转主架俯视图如图3所示,支撑座机构示意图如图4所示,机架俯视图如图5所示。根据设计图纸制造翻转机,得到生产线上翻转机实物,如图6所示。

图2 “Θ”型翻转机结构示意图

图3 翻转主架俯视图

图6 “Θ”型翻转机实物图
生产线上,前导工序抛光机对防火板第一面抛光完成后,防火板进入翻转程序,启动托辊动力电机53,防火板从板材进口54进入,托棍转动将防火板输送到翻转架51的托辊52中,输送到位后托棍动力电机53停止运行,打开夹紧机构的开关,气缸61进气带动推杆62、压板63下移,压紧防火板,启动翻转动力电机21,通过链传动带动翻转轮4旋转,进而带动翻转架51转动,翻转180°时限位装置7起到限位作用,翻转架51停止翻转,气缸61放气带动推杆62、压板63上移,随即再次启动托棍电机53,托棍电机53带动托辊52转动将防火板从另一侧板材口送出,输送防火板到后导工序抛光机第二面抛光[4-6]。
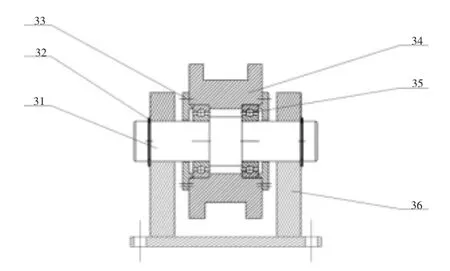
图4支撑座机构示意图
图2 、图3、图4、图5标记说明:机架1、支撑座支撑台1-1、可调杯脚1-2,翻转动力机构2、翻转动力电机21、减速机22、双排链轮23、双链条24,支撑座3、支撑轴31、挡圈32、支撑轮端盖33、支撑轮34、轴承35、支撑架36,翻转轮4,翻转主架5、翻转架51、托辊52、托辊动力电机53、板材进口54,夹紧机构6、气缸61、推杆62、压板63,限位装置7。
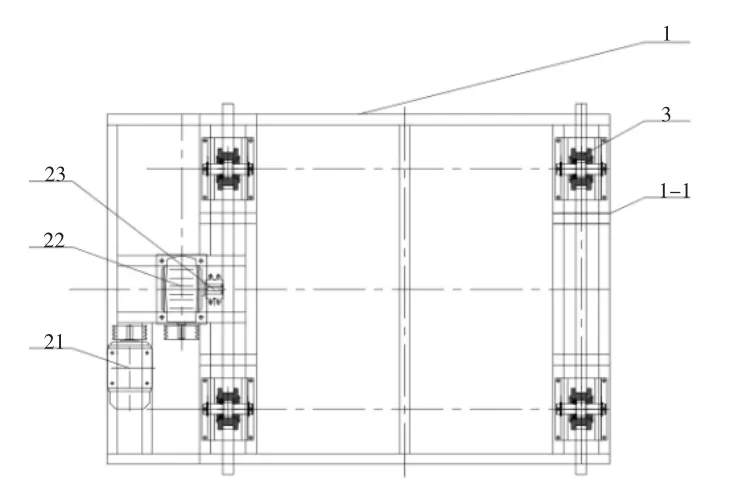
图5 机架俯视图
4 翻转机控制系统设计
根据要求,本节简要介绍以三菱可编程控FX3U-64MR型基本单元为核心,设计翻转机PLC控制系统的方法。
4.1 PLC选型
在翻转机控制系统选型时,PLC有控制性好、编程方便、运行可靠等优点,所以采用日本三菱公司生产的FX3U-64MR/ES-A型基本单元。通过使用种类丰富的功能扩展板及特殊适配器,可满足要求,且性价比比较高。该PLC主要技术性能指标为整体式结构,继电器型输出,其输入点数为32点,输出点数为32点,存储器容量64 kB,输入电压为AC 220 V,内置DC 24 V的电源其电流可达600 mA,可以为输入传感器提供电源[7]。
4.2 PLC控制系统设计
按照翻转机的工艺要求,结合控制系统的特点,并把成本控制在较低水平上,选择确定PLC的型号,科学有效地选择控制方案,分配好输入、输出点。系统的位置检测用限位开关实现,在行程终点设置限位开关,当限位开关接通和断开被检测到就把信号传递下一个控制接口,从而控制翻转机翻转的动作,PLC控制中心把检测信号迅速接收反馈。根据翻转机的需要,共设置输入点32个、输出点数14个。根据设备后续扩展功能需要,FX3U支持IO口及多种智能模块的扩展,可以方便进行设备的升级换代。
该控制系统的PLC输入、输出I/O分配表如下页表1所示,I/O接线简图如下页图7所示,设备操作面板如下页图8所示。考虑到设备和生产过程的特点,该控制系统主要完成最为常用的自动回原点、手动、自动三种工作方式;而单步、单周期两种工作方式很少使用,仅预留物理接口。
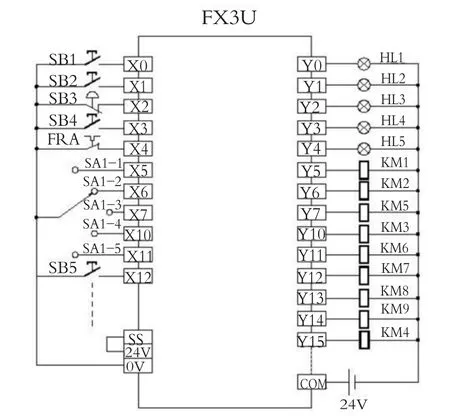
图7 PLC I/O接线简图
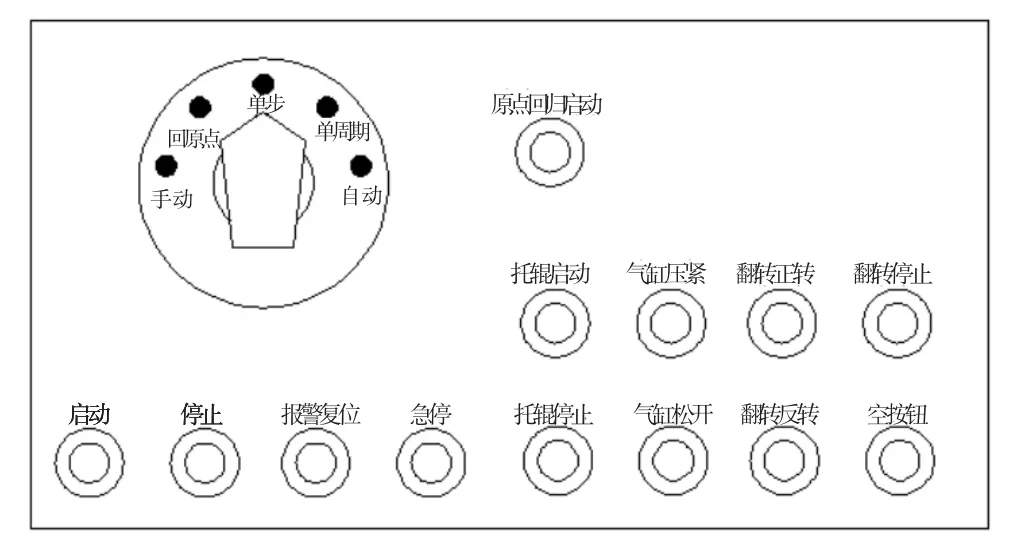
图8 设备操作面板示意图

表1 PLC I/O分配表
输入端接按钮开关、限位开关、热继电器触点等实现控制指令发出、位置检测和过热保护等功能。输出端接驱动信号灯实现信号报警灯指示,控制变频器实现对翻转电机、托辊电机速度控制以适应不同工艺要求,实时调整生产的节拍速度,及控制电磁阀实现气缸的驱动等[8]。
4.3 编制控制程序
控制程序分为紧急停止、信号指示部分;手动部分,回原点部分,自动部分。
急停和信号指示部分程序为系统提供紧急保护和信号指示。紧急停止实现紧急情况控制系统的禁止输出和状态转移,并且对相关的输出、状态进行复位。其紧急停止代码如图9所示。
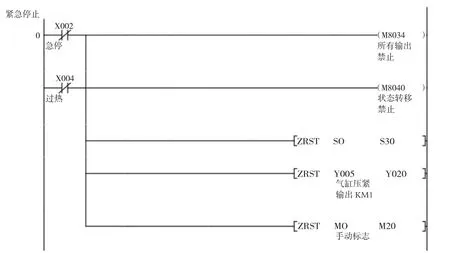
图9 紧急停止代码
手动部分、回原点部分、自动部分控制的工业控制中常见的顺控控制流程。在各大品牌PLC顺控指令中,三菱的步进指令最为简洁便利。该系统设计采用三菱PLC的IST方便指令可以很好地处理这种动作过程复杂的顺控控制。不需要使用的工作方式需要通过M8000的常闭触点进行屏蔽,该控制系统对单步和单周期进行了屏蔽。IST结构如图10所示;初始化代码如图11所示。

图10 IST结构

图11 工作方式初始化
根据翻转机的动作过程,绘制出自动流程图,同时绘制出回原点流程和手动流程,如图12所示。
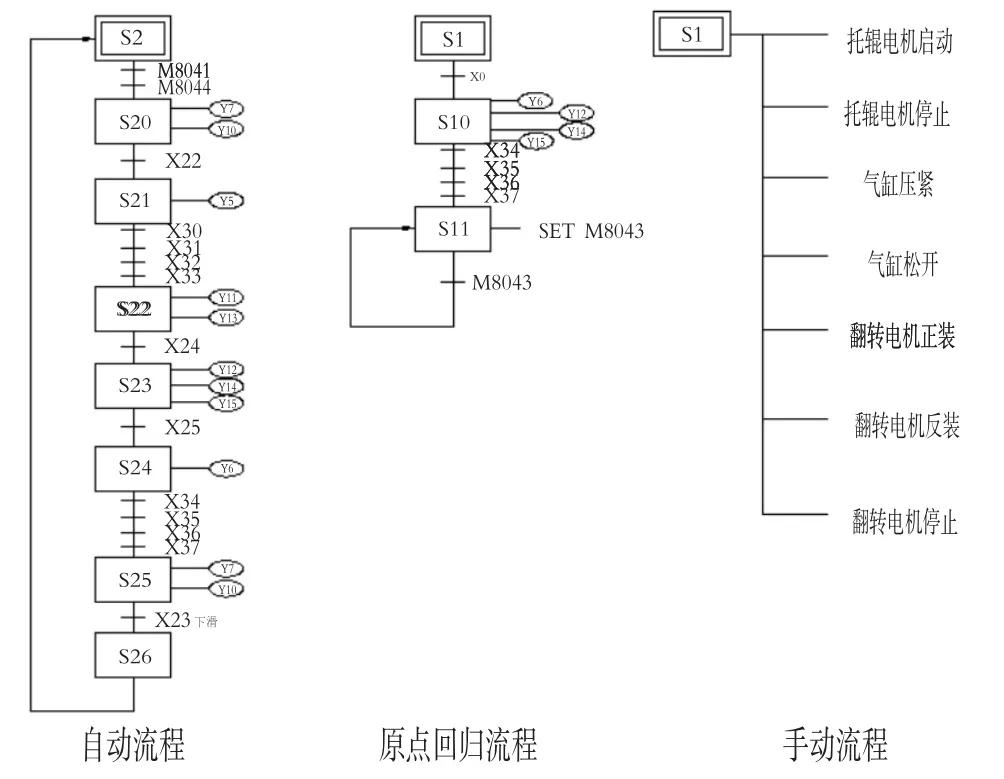
图12 自动、回原点和手动流程图
5 翻转机气压系统设计
根据翻转机在翻转防火板过程中气压系统压板夹紧防火板顺序动作过程的要求,设计由气缸驱动气动控制回路,气动原理图如图13所示。

图13 气动原理图
当双电控二位五通阀的电磁阀1V1、1V2、3V1、4V1得电而电磁阀1V2、1V2、3V2、4V2失电时,阀芯处于接通状态,压缩空气进入气缸左气腔,推动气缸活塞向右运动;由夹紧元件压板对防火板进行夹紧。当翻转到位,电磁阀1V1、1V2、3V1、4V1失电,电磁阀1V2、2V2、3V2、4V2得电,压缩空气进入气缸右气腔,左气腔排气,气缸活塞退回,压板松开防火板,完成一个循环动作[9]。
6 结论
1)对翻转机的动力、传动、翻转、输送进行分析,根据企业的实际需求,巧妙应用“Θ”型翻转轮,设计出一种“Θ”型翻转机。这个翻转机结构简单,能实现180°翻转,在生产线中起到承上启下的重要作用。解决手工翻转防火板,浪费人力、物力等问题,与原手工翻转模式相比,节省了人力、物力,提高生产效率,实现自动翻转防火板,性价比较高,适合企业的需求。
2)应用CAD软件对翻转机中的主要零部件进行设计,采用PLC控制和气动控制对防火板的翻转、夹紧问题,能够实现防火板的翻转、定位、夹紧,实现了翻转机顺序动作的自动化。
3)落实福建省实施新一轮企业技术改造专项行动计划,符合福建省提出的“机器换工”要求,为企业应用新技术、新工艺、新装备进行技术改造提供参考。
