板坯连铸过程的凝固传热分析
2021-07-27果晶晶
果晶晶,陈 健
(1.邢台职业技术学院资源与环境工程系,河北 邢台 054035;2.中钢集团邢台机械轧辊有限公司,河北 邢台 054025)
高产高效的连铸技术能生产出高质量的连铸坯。高质量的连铸坯离不开对钢水洁净度和铸坯质量的合理控制。而对铸坯质量的控制又与铸坯在结晶器和二冷段的温度分布息息相关,故研究分析连铸坯在整个连铸过程中的凝固传热行为尤为重要[1]。
又因连铸坯凝固过程存在着动量、热量和质量的传递,无法通过测量工具直观判断[1],因此借助数值模拟手段掌握连铸凝固过程各阶段的内部变化规律,可为实际生产工艺参数的合理控制提供理论指导。本研究以某企业R=10.3 m的直弧型连铸机生产D32船板钢250 mm×2400 mm连铸坯为研究对象,应用ANSYS有限元软件模拟分析了铸坯在结晶器及二冷段凝固冷却过程中的温度变化情况,从而对后续连铸工艺参数的控制,轻压下的采用等具有指导意义。
1 铸坯凝固传热模型的建立
1.1 模型的建立
计算对象为某厂直弧型板坯连铸机,铸机总长为31 m,连铸机半径为10.3 m。连铸机结构如图1所示。通过二冷扇形段SEG0-SEG12实现对铸坯凝固传热运行过程中的拉坯、支撑、导向、弯曲、矫直以及轻压下等等。
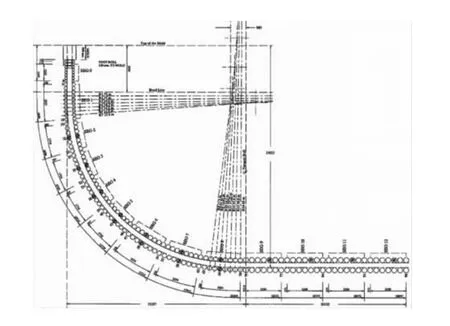
图1 连铸机结构图
因铸坯沿拉坯方向的传热量较小,可忽略不计,故拟进行模拟分析铸坯凝固传热的二维温度场分布情况,采用运动坐标系的二维切片法,建立连铸坯非稳态凝固传热模型。模拟分析沿铸坯横断面方向,按时间步长截取断面,从弯月面处开始以拉坯速度移动过程中所经历的热学过程。根据铸坯对称性的特点,截取铸坯横截面的一半为模拟对象,如图2和(b)所示。其结晶器、二冷区的工艺参数如表1、表2所示。
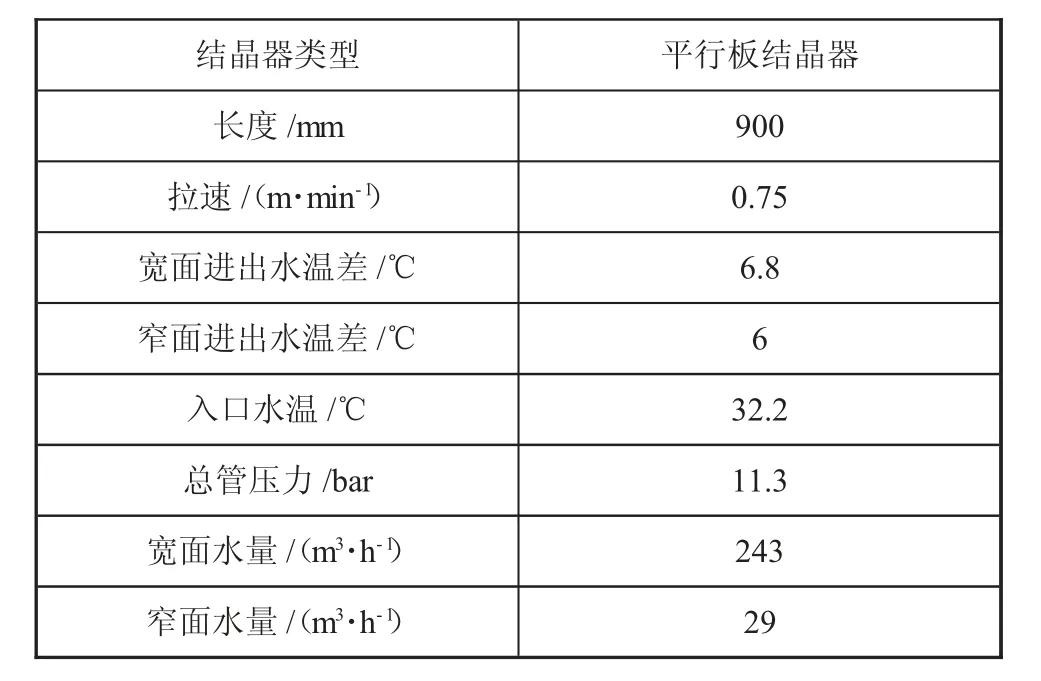
表1 结晶器主要参数[5]
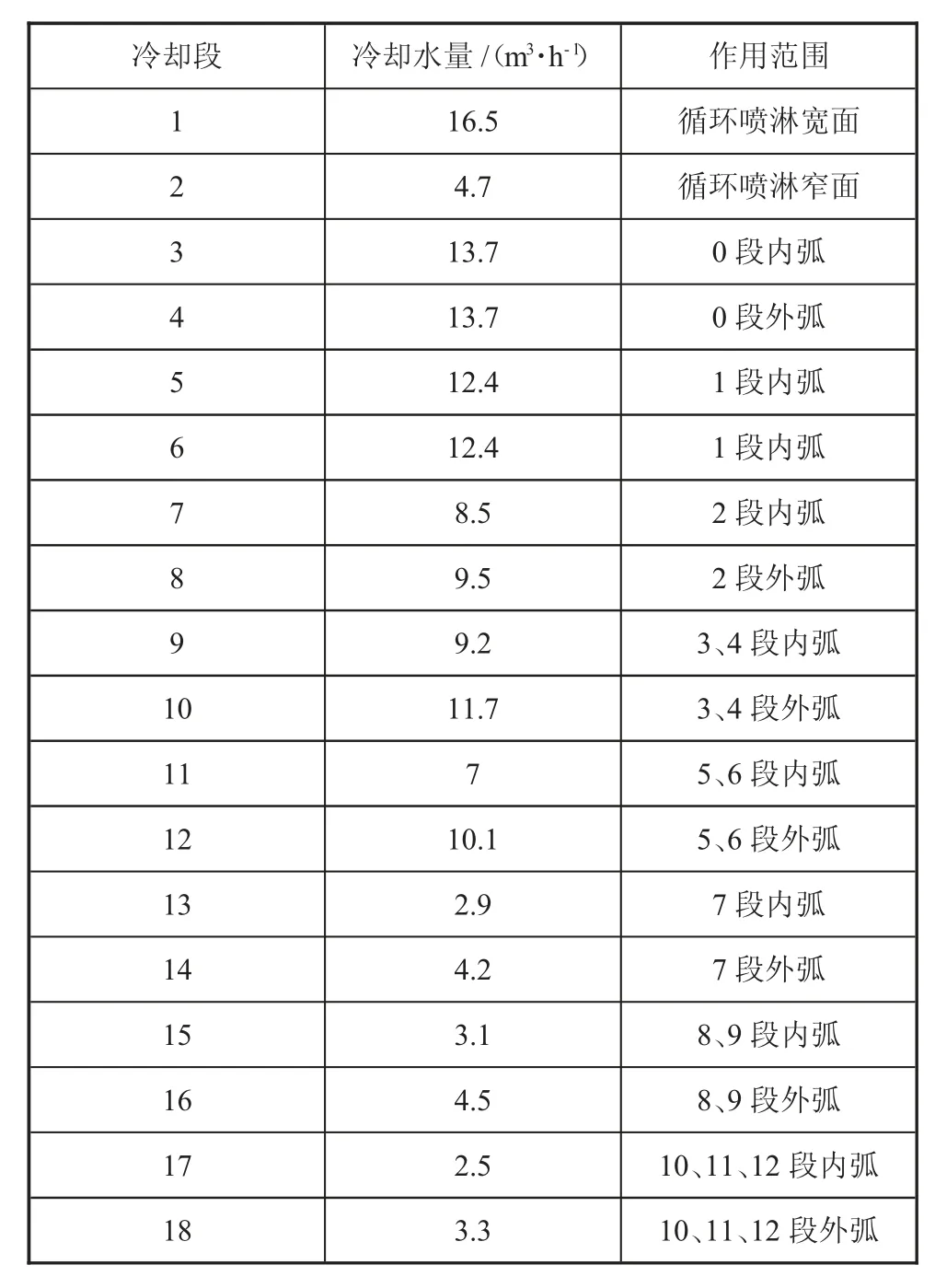
表2 二冷水量分配表(v=0.75 m/min)[5]
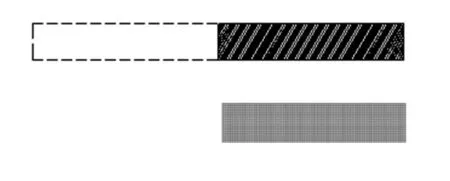
图2 连铸坯凝固传热模型
1.2 铸坯传热分析的基本假设[2-4]
1)铸坯以固定拉速依次通过结晶器、二冷段;
2)浇注到结晶器的钢水温度恒定,忽略拉坯方向的铸坯传热;
3)结晶器弯月面处的传热不考虑;
4)用综合换热系数进行二冷段铸坯的凝固传热分析,且同一冷却段内冷却均匀;
5)二冷段铸坯内弧、外弧面冷却相同。
1.3 铸坯凝固传热的定解条件
1.3.1 铸坯凝固传热的初始条件
将钢水浇注到结晶器的温度1545℃作为铸坯凝固传热分析的初始温度。
1.3.2 铸坯凝固传热的边界条件
1.3.2.1 结晶器的热边界条件
模拟时选用结晶器的有效长度825 mm。铸坯在结晶器内的凝固传热用热流密度来表示,符合第二类边界条件[6]。计算公式如下:为法线向量;为热流密度。

式中:

式中:a为结晶器入口的热流密度;b为常数;t为结晶器内铸坯的停留时间;
式中:a为实际测量值或经验值;t0为铸坯断面位移至结晶器出口所用的时间;Q为结晶器热流;
式中:v为结晶器冷却水流量;p为冷却水密度;c为冷却水比热;Δt为冷却水进出口温差;F0为结晶器内壁面积;
式中:V为拉速;s为铸坯断面周长。
1.3.2.2 二冷区的热边界条件
铸坯窄面在出足辊区后没有喷水冷却,主要靠辐射方式以及与空气之间的对流换热形式来向外散热。
铸坯进入二冷段主要靠冷却水以对流换热的形式向外带走热量,属第三类边界条件。该段铸坯表面的热流密度计算公式为:

式中:h∫为二冷区内铸坯与水之间的对流给热系数;Ts为铸坯表面温度;Tw为冷却水温度。给热系数可由下面的常用公式确定[6]:
式(4)(5)和(6)中:w为水流密度,L/(m2·s)。
本模型采用菲格洛(Phiguro)公式(6)来计算换热系数。
1.4 铸坯物性参数的确定
本研究以D32船板钢为研究目标,铸坯横断面尺寸为2400 mm×256 mm,化学成分见表3[5]。

表3 D32钢种的化学成分%
1.4.1 钢的液固相温度
钢的液、固相线温度是相应钢种化学成分的函数[8],具体如下:
钢的液相线温度:
固相线温度计算式为:

计算得出D32钢的Tl=1512.0℃,Ts=1454.0℃;浇注温度取T0=1545℃;过热度ΔT=33℃。
1.4.2 钢的密度
在模拟计算中密度取定值,液相钢液密度为7000 kg/m3,固相密度为7400 kg/m3。
1.4.3 凝固传热的等效在计算中采用热焓法处理凝固潜热,公式如下:

1.4.4 固相率
固相率fs与温度T之间的二次方根关系式为:

1.4.5 导热系数[9]

导热系数的计算公式:液相区采用等效导热系数,公式如下:

式中,m是取2~7的经验常数,本研究取m=2。
固液两相区的等效导热系数:

2 模拟结果与分析
2.1 铸坯在结晶器出口处的传热分析
图3为结晶器出口处铸坯横断面温度分布图。从图3可知,铸坯温度由芯部到表面逐渐降低,因结晶器冷却强度大,在铸坯内部产生很大的温度梯度,结晶器出口处铸坯宽面中心温度约为1206.1℃,窄面中心温度约为1123.0℃。又因铸坯角部同时进行宽面和窄面两个方向的冷却,散热量大,使得结晶器出口处铸坯角部温度最低可达474.6℃。
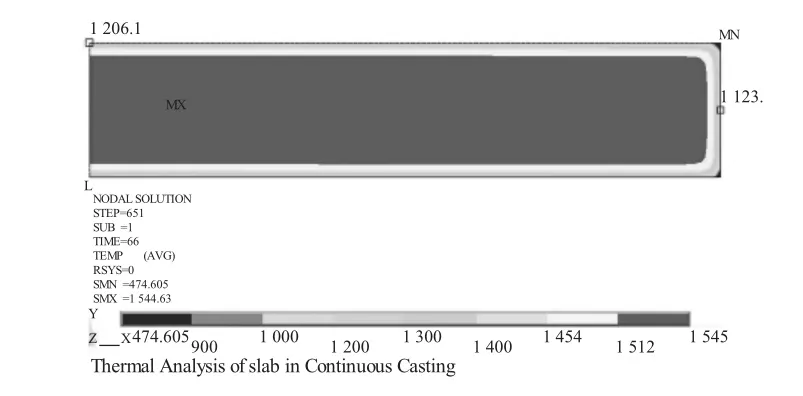
图3 结晶器出口处铸坯温度场分布图
在结晶器内,沿拉坯方向的坯壳厚度不断增加。通过图3的温度场还可以看出结晶器宽面和窄面坯壳厚度比较均匀,铸坯窄面坯壳厚度可达16 mm,宽面坯壳厚度约为14 mm。保证了铸坯出结晶器时的坯壳厚度要求,当铸坯从结晶器中拉出时不会产生漏钢现象。
2.2 二冷段的铸坯传热
拉速为0.75 m·min-1,过热度ΔT为33℃时,模拟出的连铸坯在经过二冷段不同位置处的温度场分布情况如图4所示。

图4 铸坯经过二冷段不同位置处的温度场分布
由图4可见,随着铸坯凝固冷却的进行,坯壳厚度在二冷段不断变厚,液芯不断变窄。由图4-3和4-4可以判断出铸坯离开二冷区扇形1段,进入二冷2段时宽面坯壳厚度约为52 mm。在二冷扇形2段内,铸坯芯部温度逐渐降为液相线温度1512.0℃时,铸坯断面中心固相率为0,液芯芯部开始由液相向固液两相转变。图4-4至4-8为铸坯离开二冷2段,进入二冷3段,直至其离开二冷8段,进入二冷9段时的铸坯温度场变化。铸坯芯部温度已经低于液相线温度,进入糊状区,宽面坯壳厚度约为114 mm,芯部温度为1469.0℃,对应的固相率为0.3,适宜进行轻压下,该模拟结果与其企业选取在9~11三个扇形段实施轻压下相吻合。
此外,由图4-9亦可知,铸坯凝固末端横断面芯部温度为1456.0℃,沿铸坯宽面方向凝固末端形状呈现为“U”型。这主要是由于宽面冷却均匀和宽面方向长度较大等的综合作用结果。
3 结语
本研究以某企业R=10.3 m的直弧型连铸机生产D32船板钢250 mm×2400 mm连铸坯为研究对象,应用ANSYS有限元软件模拟分析了铸坯在结晶器及二冷段凝固冷却过程中的温度变化情况,主要结论如下:
1)结晶器出口处铸坯角部温度最低为474.6℃,窄面中心温度约为1123.0℃,宽面中心温度约为1206.1℃;窄面坯壳厚度约16 mm,宽面约为14 mm。
2)铸坯离开二冷区扇形1段,进入二冷2段时宽面坯壳厚度约为52 mm。
3)铸坯进入二冷9段,芯部温度为1469.0℃,对应的固相率为0.3,低于液相线温度,进入糊状区,宽面坯壳厚度约为114 mm,适宜进行轻压下。该结果与企业实际工艺参数相吻合。
4)该工艺参数可获得“U”型凝固末端。
