H- TIG 热丝氩弧自动焊接工艺在工艺管道预制中的应用
2021-07-23廉江
廉 江
中石化南京工程有限公司 江苏南京 211100
近年来,随着国内外石油化工工程的快速发展,自动化管道预制技术得到了广泛应用。自动焊接作为提高质量和效率的核心技术,在管道预制工作中起到了至关重要的作用。
目前,在石油化工工程管道预制中大部分施工企业采用的焊接工艺是手工氩弧焊打底,自动埋弧焊填充盖面。由于埋弧焊熔深大,熔敷效率高,在大直径高压厚壁管道上实现了较高的焊接质量和效率。但是,由于埋弧焊需要焊剂填埋焊道,在直径小于219mm、壁厚小于8mm 时,焊剂难以保持在焊道上,无法进行埋弧焊接。同时,由于埋弧焊使用电流大,电弧的电场强度高,易造成焊穿打底层的现象。而在电流过小时,电弧稳定性较差,易出现焊接缺陷。因此,在直径小于219mm、壁厚小于8mm 的管子进行自动埋弧弧焊前,需要手工氩弧焊打底一遍,再热焊一遍。这导致此规格范围的管道焊接效率无明显优势。若采用TIG 氩弧焊进行填充,因其电极的载流能力有限,电弧功率受到限制,熔敷速度低,虽然其焊接质量在所有熔焊中是最好的,但效率难以提高。而按照SCH 美标管道尺寸标准,超过50%的规格无法实施埋弧焊或无法通过埋弧焊填充盖面提高生产效率。随着手工焊焊工资源短缺与生产快速增长需求的矛盾日益加剧,如何进一步提高管道预制工程中自动焊覆盖率和效率,成为石油化工施工企业迫切需要解决的问题。
1 热丝氩弧焊设备
为解决以上问题,中石化南京工程有限公司于2019 年引进昆山华恒焊接股份有限公司KB370- TMS- H 管钳式多工艺自动焊接中心(图1),用于沙特朱拜勒40 万吋管道预制工厂项目的管道预制施工。
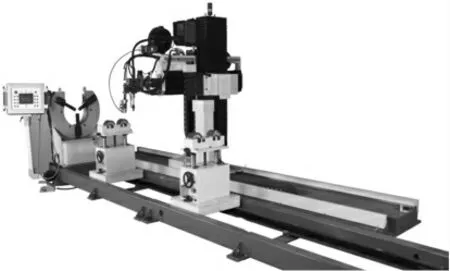
图1 KB370- TMS- H管钳式多工艺自动焊接中心
该设备由管钳式机器人伺服驱动机构、类机器人焊接操作机构、多功能数字焊接电源、热丝电源、焊丝加热枪、自动焊枪、伺服送丝机、弧压横摆跟踪系统及管件TMS 焊接系统控制软件组成。通过程序逻辑控制,来实现高效自动焊接;辅以自动跟踪系统,减少人为干预,使得焊缝均匀,质量和效率得到大幅度提高。
该设备采用了H- TIG 热丝氩弧焊工艺,有效解决了占工程总量80%的直径小于219mm、壁厚小于8mm管道的填充盖面焊接。效率达到了手工焊接的3~4倍,一次探伤合格率超过99%,实现了对管道预制工程所有管径、壁厚、材质的广泛覆盖。
同时,该设备还具有常规TIG 焊、MIG 焊和SAW焊接功能,可对不同管道规格采用多种复合式多工艺焊接方案,最大程度满足焊接质量、效率和成本的最佳组合方案。图2 为KB370- TMS- H 管钳式多工艺自动焊接中心在项目中的应用。

图2 项目应用现场图
2 焊接工艺
H- TIG 热丝氩弧焊的工作原理:在传统TIG 氩弧焊基础上,通过增加一个单独的热丝电源对焊丝进行预热,在不改变焊接线能量的情况下,增加焊丝熔化速度,使焊接电弧消耗少量的能量来熔化更多的焊丝,从而实现焊接生产效率的提升。焊接工艺示意图如图3所示,接头示意图如图4 所示。
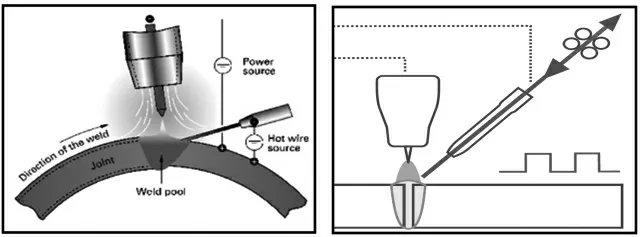
图3 焊接工艺示意图
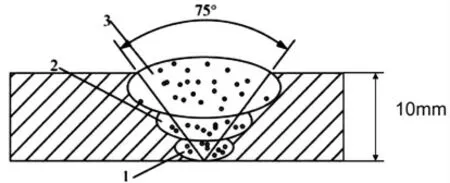
图4 接头示意图
焊前对管子内外侧进行打磨除锈处理,范围25mm 左右;焊前对管件进行点固,点焊三点固定即可,错边量控制在1.5mm 以内,间隙0~1mm。焊接工艺参数见表1,使用纯氩气保护,浓度为99.99%。焊接效果如图5 所示。

表1 焊接工艺参数

图5 焊接效果图
3 热丝TIG与常规TIG焊相比的优缺点
(1)质量:热丝TIG 与常规TIG 工艺相同,质量相同。
(2)效率:热丝TIG 比常规TIG 效率提高5 倍以上,与MIG 焊接基本相同,但熔敷率从常规TIG 焊的0.3~0.5kg/ h 提升到2~4kg/ h。现场以φ114×8.56 碳钢管道为例,打底、填充、盖面3 层,总用时仅约10min。
(3)成本:热丝TIG 与常规TIG 使用相同流量的氩气,但因为热丝TIG 熔敷效率高,焊接速度快,氩气消耗量远低于常规TIG。
4 热丝TIG与埋弧焊相比的优缺点
(1)质量:热丝TIG 是TIG 工艺的一种,质量优于SAW。
(2)效率:在管径≥φ219mm、壁厚≤8mm 时,效率与埋弧焊相同;在管径<φ219mm、壁厚<8mm 时,效率远高于埋弧焊;在管径≤114mm 时,埋弧焊不允许使用,且埋弧焊工艺也无法施焊。
(3)材质的覆盖率:热丝TIG 线能量小,不仅适合碳钢,还特别适合于合金钢、不锈钢和双相钢等对线能量要求严格的材质。而埋弧焊不适用于低线能量要求的管道焊接。
5 结语
根据中石化南京工程有限公司沙特40 万吋管道预制厂项目的应用,H- TIG 热丝氩弧焊完全解决了埋弧焊在适应管径、壁厚、材质范围上的不足,并在适合的规格范围内,有效提高了管道预制的生产效率。H- TIG 热丝氩弧焊机器同时具备常规TIG、MAG 和SAW 埋弧焊功能,可依据不同的管径、壁厚、材质的需求,选择最佳的复合式工艺组合。例如针对厚壁管道,采用常规TIG 进行打底、H- TIG 热丝氩弧焊进行热焊填充,再进行埋弧焊进一步填充盖面。热焊层不仅避免了埋弧焊击穿打底层的情况,而且解决了埋弧焊第一层焊接时焊渣难以清理,影响工作效率的问题,总体上提高了焊接工作的效率。
总之,H- TIG 热丝氩弧焊工艺的应用,有效扩大了管道预制的适应范围,提高了管道自动焊在管道预制工作中的覆盖率,解决了对线能量输入要求严格的不锈钢、双相钢和合金钢的焊接效率问题。因此,H- TIG 热丝氩弧焊工艺是当前管道预制焊接工作的有效方法之一。