退火工艺对阳极铝箔组织和性能的影响
2021-07-15零妙然赵茂密毛一帆冯恩浪秦颐鸣
零妙然,赵茂密,毛一帆,冯恩浪,秦颐鸣
(吉利百矿集团有限公司,百色 533000)
0 前言
电容器是电子产品的关键元器件,按照制造材质的不同分为铝电解电容器、陶瓷电容器、薄膜电容器等。与陶瓷电容器相比,铝电解电容器因具有单位体积电容量高、价格便宜等优势而受到电容器市场的青睐。目前,铝电解电容器在电容器市场的份额占比约为35%。铝电解电容器的关键性原材料是纯度大于99.95%的精铝箔,其原材料精铝锭的生产工艺主要为三层液电解法和偏析法[1]。
目前,国内批量生产电子铝箔的企业主要采用高能耗、高成本和对环境人体有害的三层液电解法精铝(以下简称三层材)作为电解电容器用阳极铝箔原料。三层材生产高压阳极箔的技术已相对成熟,而偏析材生产高压阳极箔的技术还比较薄弱[2]。与三层液电解法生产工艺相比,偏析法精铝(以下简称偏析材)工艺的优点是投资小、无污染、能耗低。国外尤其是日本对高压阳极箔的研究比较全面,用偏析材制备高压阳极箔也较早,已经掌握了偏析材生产高压阳极箔的工艺技术,其产品的综合性能甚至高于三层材生产的电子铝箔。但高压阳极箔的工艺技术保密性很强,鲜有文献公开报道偏析材制备高压阳极箔的相关研究内容[3]。
我国作为电子、通信、轨道交通、航空航天、军事装备等领域的生产及应用大国,对铝电解电容器需求量巨大。同时,随着近年来国家对能源使用控制、环境保护的要求越来越高,偏析材代替三层材生产电子铝箔的形势越发严峻[4],因此,亟须研究和开发使用偏析材阳极铝箔为原料的大容量、耐高压、小体积铝电解电容器[5]。高的立方织构占有率是铝箔在后续腐蚀时获得所需隧道孔、具有高容量的先决条件,但高的立方织构获得需要从铝箔的成分设计、轧制工艺和后续退火工艺等环节控制[6]。其中,电子铝箔最后的退火工艺是影响立方织构占有率的重要因素之一。本文拟采用偏析材和三层材按不同比例为主要原料生产电子铝箔,利用蚀坑法研究不同退火温度和时间对不同原料生产的铝箔再结晶组织的影响,为偏析材生产高压阳极铝箔的研究和开发提供参考。
1 试验方法
1.1 试验材料
选取厚度为0.125 mm的硬态铝箔作为试验材料,其原料分别为三层材和偏析材2种。用这2种原料生产硬态铝箔的工艺相同,均为:调整化学成分→半连续铸造→锯切头尾→铸锭铣面→均热处理→热轧→冷轧→重卷切边→冷轧→箔轧→中间退火→箔轧(最后一道次)→拉矫→油清洗→分切。三层材、偏析材的成分见表1,最终生产出的高压阳极硬态铝箔成分见表2。表2中产品A为100%偏析材生产的铝箔,产品B为50%偏析材+50%三层材生产的铝箔,产品C为100%三层材生产的铝箔。

表1 原材料成分(质量分数/10-6)

表2 铝箔成分(质量分数/10-6)
1.2 退火方案
方案1:将这3种铝箔试样分几组放到BLMTGK高真空管式炉内于真空状况下分别在250℃、300℃、350℃、400℃、500℃、550℃温度下退火,每个温度下的保温时间分别为0.5 h、1 h、2 h。
方案2:用全偏析材生产的产品A样品在300℃下退火保温1 h后,再次升温至510℃后分别保温处理10 min、30 min、60 min、600 min,随后出炉自然冷却。
1.3 样品处理
(1)将退火后的铝箔经电化学抛光后用腐蚀液腐蚀、待样品干燥后在DMI3000倒置式显微镜下观察处理后的试样表面的正方形腐蚀坑所占总腐蚀的比例。电化学抛光液主要由10%高氯酸+90%工业酒精组成,抛光温度为20~25℃,电流密度为1~2 A/cm2,处理时间为10~20 s;腐蚀液由50%HCl+47%HNO3+3%HF组成,腐蚀温度为15~25℃,处理时间为8~15 s。
(2)晶粒度检测:对退火后的待检测铝箔进行取样。将大小为20 mm×100 mm的样片放入温度为10~20℃的高氯酸-酒精溶液中电解抛光60 s。待抛光后的样片干燥后将其放入盐酸、硝酸、水、Cu离子混合溶液中镀膜,镀膜电压45~50 V,镀膜时间约需1 min。将完成以上处理的铝箔样片干燥后,用DMI3000倒置金相显微镜观测并选取能代表整片铝箔晶粒的照片。
(3)抗拉强度检测:用YF-8600A铝箔拉力试验机进行检测,其量程为200 N,精度为0.1 N/cm。将待测铝箔裁剪成大小为10 mm×150 mm的样品,裁剪样品的长度方向要求与铝箔轧制方向相同。拉伸速度设定为150 mm/min。
2 实验结果与讨论
2.1 再结晶温度确定
图1为三种铝箔在250℃、300℃、350℃退火1 h后再经蚀坑法腐蚀处理后其表面晶粒的蚀坑形貌及分布情况。因为铝箔中每个晶粒都有各自的位向,腐蚀液对铝箔的腐蚀具有晶体学特征,腐蚀时沿着晶体结构的<001>方向腐蚀速度最快,结果腐蚀坑由小的立方体组成[7]。当铝箔再结晶退火后,试样表面为立方取向的(100)面时,腐蚀小坑与铝箔表面相切的交线呈正方形图样,当表面为(110)面时,则呈矩形蚀坑,当表面(HKL)为其他面,如(111)面时,则呈三角形蚀坑。因此,可以通过观察再结晶后铝箔表面蚀坑的形状确认具有正方形蚀坑的立方取向晶粒(立方织构)占有率情况,即铝箔表面正方形蚀坑的占有率约等于立方织构占有率。由图1可以明显看出,总体上,产品A、B、C都是随着退火温度的升高,具有正方形蚀坑的立方取向晶粒不断增加,表征其他取向的三角形或矩形逐渐减少。全偏析材生产的产品A在300℃和350℃下的正方形蚀坑基本相同。300℃时,50%偏析材+50%三成材生产的产品B还有少部分非正方形蚀坑,而全三层材生产的产品C还有接近30%蚀坑是非正方形蚀坑。当温度达到350℃时,三种铝箔产品表面蚀坑都趋于正方形。


图1 三种铝箔产品的蚀坑法金相照片(放大100倍)
图2是实验中根据蚀坑法对全部铝箔试样立方织构占有率统计分析所得数据绘制出的曲线图。从图2可知,高压阳极箔的立方织构含量随退火温度的升高而快速增长,但当达到一定温度后,立方织构含量增长放缓,超过500℃后几乎不再增长,甚至有轻微回落。从图1和图2都能看出阳极箔在300℃退火1 h后,产品A(即全偏析材阳极箔)立方织构(100)占有率达92%以上,退火温度继续升高对立方织构占有率增长也没有实际性作用;而产品B(即50%偏析材+50%三层材配比生产的阳极箔)在此温度下还有少部分未转变成立方织构的黑色正方形组织,但大部分立方织构已经形成;产品C(即全三层材生产的阳极箔)则还有约30%的织构未转变成立方织构。这说明在300℃下保温1 h,全偏析材的铝箔完成了再结晶,偏析材和三层材各占50%生产的铝箔完成了绝大部分再结晶,而全三层材生产的铝箔则还有相当一部分未完成再结晶。在350℃下退火1 h后,3种铝箔的立方织构占有率达92%以上,而且趋于稳定,说明这几种铝箔在350℃温度下全部都完成了再结晶,立方织构占有率此时达到最高并趋于稳定。根据蚀坑法实验趋势判定偏析材和三层材各占50%生产的铝箔的再结晶温度在300~350℃之间,大概在325℃左右完成再结晶。
表3为3种产品在不同温度下保温1 h后自然冷却的试样进行抗拉强度试验的结果,而图3是根据表3的数据绘出的铝箔抗拉强度随退火温度不同而发生变化的关系曲线。从图3可知,随着退火温度的增加铝箔抗拉强度不断减小,当退火温度达到一定时抗拉强度几乎不变,如产品A在退火温度达300℃以后其抗拉强度变化很小,而产品B和产品C在退火温度达350℃以后其抗拉强度趋于稳定。由此说明,产品A在300℃保温1 h后在其轧制过程中所积累的应力已完全消除,而且铝箔几乎完成了再结晶;产品B、C在350℃时已经完成再结晶,这个结论与图1和图2的结果相互印证。

图3 抗拉强度与退火温度关系

表3 不同退火温度下铝箔的抗拉强度/MPa
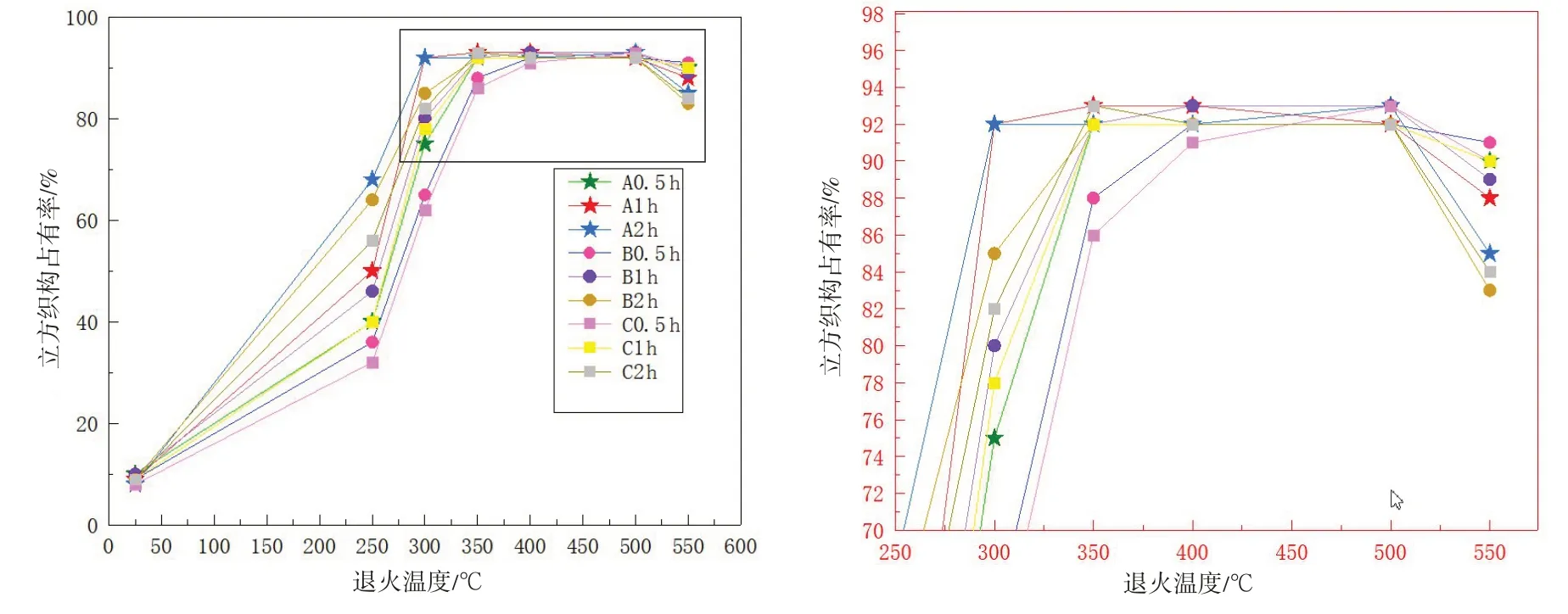
图2 立方织构占有率与退火工艺关系(右图为左图局部放大图)
从以下几方面分析以三层材和偏析材为原料生产的高压阳极箔再结晶温度的不同:
(1)两种提纯方法生产的精铝微量元素含量存在差异,三层液法对Si、Fe、Ga、Ce等的提纯效果比偏析法好,使其在铝箔中的含量低,而偏析法则对Cu、Mg等元素提纯效果更佳,几乎可以完全去除。但在三层液提纯过程中会使精铝混入一定量的非金属添加物,这些微量金属元素及非金属添加物在铝箔基体中作为溶质原子与晶界发生交互作用,在晶界及位错附近聚集。在铝箔再结晶形核过程中,这些偏聚的溶质原子阻碍晶界的移动和位错的滑移和攀移,从而阻碍再结晶核心的形成和长大,因此推迟了再结晶过程,使再结晶温度提高。但每种微量元素、金属元素含量多少等因素对阳极箔再结晶过程的影响程度还存在许多未研究透彻的地方。
(2)曹建刚[8]等人研究发现,稀土元素Ce不仅可以提高铝箔再结晶温度,而且具有细化晶粒作用。从表1可知,偏析材的稀土元素Ce含量较高,其生产的铝箔在完成热轧后,基体晶粒尺寸比相同工艺参数下三层材的晶粒细小,晶界比较多。而晶界是再结晶形核的有利位置,因此,偏析材铝箔原始晶粒越细小越有利于再结晶,再结晶温度也越低。
除此之外,原料纯度、析出相、金属间化合物的种类与多少以及变形织构的不同都对再结晶温度产生影响。生产过程中这些因素共同作用导致两种提纯方法生产的铝箔再结晶温度存在很大的差异。
2.2 偏析材铝箔最终退火工艺讨论
从图2中可以看出,无论是300℃保温1 h还是增加到2 h,还是退火温度从室温直接升到500℃退火1 h,铝箔立方织构占有率没有明显变化。在较低温度下增加保温时间,阳极箔立方取向晶粒长大的优势也不能把其他取向的晶粒吞噬。而直接升温到500℃退火,铝箔再结晶过程和晶粒长大同时发生,在立方织构晶粒长大的同时,也会创造其他非立方取向晶粒获得快速长大的热力学条件,从而长大到不会被立方取向晶粒吞噬的尺寸,因此,立方织构占有率无法得到增长。从曲线图2的整体趋势来看,经300℃×1 h或400℃×0.5 h退火后产品A再结晶已经完成,铝箔的立方织构占有率达92%左右,继续增加保温时间只能使晶粒长大,但织构占有率没有发生根本性的变化,结果和徐进等人[9]研究的结果相近,提高再结晶加热温度的主要效果是缩短再结晶的时间。为了尽量限制非立方取向晶粒的长大,进一步增加高压阳极箔的立方织构的占有率,可以采取再结晶加热与晶粒长大加热两级退火温度适当组合的方式,如本文退火方案2的两级退火方式。
表4为经退火方案2得到的立方织构占有率统计表。与退火方案1相比,此方案增加第二段退火,第一段都是在300℃保温1 h。结果显示,立方织构占有率从92%增到96%(见图2)。高压阳极箔在完成再结晶后应立刻提高到510℃左右的高温,以促进立方取向晶粒快速长大、遏制其他织构晶粒生成,这样才能保证阳极箔高的立方织构占有率。从表4可看出,在510℃下随着保温时间加长,立方织构占有率降低,当延长到600 min时下降到80%。

表4 偏析材铝箔退火后立方织构占有率
图4为产品A在经退火方案2后的铝箔晶粒尺寸图。图4(a)的平均晶粒尺寸为0.135 mm,(b)图的晶粒大小为0.136 mm,(c)图的平均晶粒尺寸为0.225 mm。图4(c)晶粒尺寸金相照片对应立方织构占有率为80%的铝箔试样,该样品平均晶粒大小明显高于铝箔厚度(0.125 mm)。在这种情形下,晶粒界面中作为铝箔表面的面积比晶粒之间的界面积大(如图5中A和B所占面积),因而表面能的高低变化有可能引发晶粒的继续长大。因此,在510℃下长时间保温过程中,某些可以造成低表面能的晶粒长大并接触表面后就可能诱发晶粒长大现象,并且不断吞噬表面能较高的立方取向晶粒,从而大幅度降低立方织构占有率,如试验方案2中510℃保温600 min后的立方织构占有率仅为80%。

图4 偏析材铝箔不同工艺退火后的晶粒尺寸金相照片

图5 0.125 mm厚铝箔退火后的截面晶粒组织示意图
3 结论
(1)高压阳极铝箔再结晶织构主要由立方织构组成,同时参杂有少量其他非立方织构。铝箔立方织构占有率随着退火温度的升高而增大,当温度升高到某个值后立方织构趋于稳定。
(2)全偏析材生产的阳极箔在300℃保温1 h后完成再结晶,立方织构占有率稳定在92%左右,全三层材生产的阳极箔在350℃保温1 h后完成再结晶,立方织构占有率达到最大值,约为93%;偏析材和三层材各50%为原料生产的铝箔大约在325℃保温1 h完成再结晶,立方织构占有率约为93%。
(3)全偏材铝箔的最佳退火工艺为300℃×1 h+510℃×10 min;根据方案1和方案2中3种铝箔的再结晶温度测试和实验结果,可以推断出全三层材铝箔的最佳退火工艺为:350℃×1 h+510℃×10 min,偏析材和三层材各一半为原料的铝箔最佳退火工艺为325℃×1 h+510℃×10 min。510℃下退火时间过长会引发晶粒粗大,减少立方织构的含量。