关于智能化选煤厂的建设架构设计研究
2021-07-13杨丽娜
杨丽娜
(潞安化工集团 余吾煤业公司,山西 屯留 046100)
煤炭资源在我国能源结构体系中占据非常重要的地位,为我国社会经济发展做出了非常重要的贡献。选煤是煤矿生产中重要的环节,直接决定了煤炭产品的质量[1]。随着工业领域技术水平的不断发展和提升,对选煤技术提出了更高的要求。当前很多选煤厂在生产时存在不足,比如:设备的工艺参数主要依靠人工经验进行设定;检测仪器仪表精度无法达到实际使用需要;整体智能化水平较低;控制系统主要针对某个设备或环节进行控制,实现全流程控制的情况相对较少[2-3]。因此有必要建设智能化选煤厂,实现选煤全流程的智能化控制[4]。本文主要结合笔者实践经验,阐述了智能化选煤厂的建设框架,以期能够促进选煤厂的智能化发展。
1 智能化选煤厂的目标和内涵
1.1 智能化选煤厂目标
从选煤厂企业的层面而言,建设智能化选煤厂的根本目标是为了提升企业的经济效益,在现有基础上实现经济效益的最大化。企业经济效益等于产品销售金额减去加工成本和原材料成本。通过建设智能化选煤厂能够对人力资源、财务、设备、生产、销售、物质消耗等实现精细化管理,从而提高分选的精确度、设备运行的智能化程度,优化分选条件、工艺参数和产品结构[5]。
1.2 智能化选煤厂内涵
由于煤矿领域的智能化发展仍然处在起步阶段,很多概念和技术仍然不成熟,有待进一步发展。针对智能化选煤厂的基本内涵,不同学者和技术人员有各自的见解[6]。笔者在综合专家学者意见的基础上,认为选煤智能化的基本内涵主要表现在以下几个方面:第一,必须以当前先进的人工智能技术和现代信息技术为手段;第二,可以实现选煤全流程的信息收集及其自动化控制,实现选煤全流程工艺优化,保障煤炭产品的质量;第三,可以依靠智能控制实现全生产链精准分离,依靠智能管理实现精细管理,依靠智能装备保障与提升生产系统的可靠性和智能程度。
2 智能化选煤厂的建设框架
在明确智能化选煤厂的基本目标和内涵后,可以搭建其整体的框架。在建设智能化选煤厂时必须以工业大数据为基础,以当前先进的大数据挖掘技术、现代信息技术作为技术手段。图1为智能化选煤厂的整体设计框架。整个框架共包含三大部分:基础平台、智能化核心建设内容、分析与决策支持系统。
2.1 基础平台
基础平台的作用是为智能化选煤厂提供数据库和知识库支撑。需要利用大量的传感器对设备运行时的数据信息进行采集,同时还要采集煤炭半成品、成品的质量信息,并建立工艺、设备状态及产品质量之间的关联关系。所有数据分类存储到数据库中,基础平台中还包含有专家知识库。建设基础平台的难点在于数据的标准化,因为当前选煤厂中使用的设备和系统来自于不同的厂家,产生的数据格式存在一定的差异。如何实现生产全流程数据的标准化,实现数据的互通共享是亟需解决的瓶颈问题。
2.2 智能化核心建设内容
由图可知,智能化建设的主要内容包括智能控制、智能管理、智能装备和智能设计。智能控制主要是对生产过程中的工艺和装备进行智能化控制;智能管理主要是对生产调度、销售计划、设备故障诊断、设备运行和维护等进行智能化管理;智能装备主要是对选煤过程中使用的设备、仪器仪表及其它附属设施进行智能化建设;智能设计主要是对选煤厂建设以及新工艺、新产品开发进行的设计。

图1 智能化选煤厂的整体框架设计
2.3 分析与决策支持系统
该部分主要包含三方面内容:①生产工艺过程质量和效果分析;②煤炭产品的经济效益分析;③设备的运行维护情况分析。通过上述分析,可以及时发现选煤厂运行过程中存在的产品质量和设备故障问题,并及时采取措施对存在的问题进行优化改进,保障产品质量、经济效益及设备的健康状态。
3 智能化选煤厂关键技术
3.1 跳汰机智能分选及远程决策技术
我国当前阶段使用的跳汰机控制系统普遍采用简单的PID控制策略,很多时候需要通过人工方式进行调节,人为影响因素比较严重。在设定工艺参数时,过分依赖产品灰分这一指标,忽略了其他指标的影响。另外,整个生产过程中缺乏在线检测装置。针对上述问题,结合当前阶段先进的技术手段,设计了跳汰机智能分选及远程决策系统,其整体框架如图2所示。系统可以进行机器学习,根据原材料的基本属性,实时预测产品质量,对工艺过程参数进行智能化设定。对分选效果及排料产品质量数据进行分析,通过数据挖掘对各项指标和工艺参数进行深入优化。
3.2 重介分选工艺的智能化控制技术
重介分选设备传统控制系统工作时存在的问题与跳汰机基本类似。设计的重介分选工艺的智能化控制系统基本原理如图3所示。智能化控制系统的实际应用效果可以主要从以下两个方面进行阐述:第一,操作灵活度高。受洗煤工艺过程及原料性质影响。重介质的质量会出现不同程度的波动,这对控制系统提出了更高的要求,质量波动必然会在一定程度上影响系统的工作质量。智能化控制系统可以基于原材料属性和工艺参数波动对重介分选过程进行智能控制,提升分选效果。第二,通过使用智能化控制系统可以减少重介设备操作人员的数量,降低人工成本。
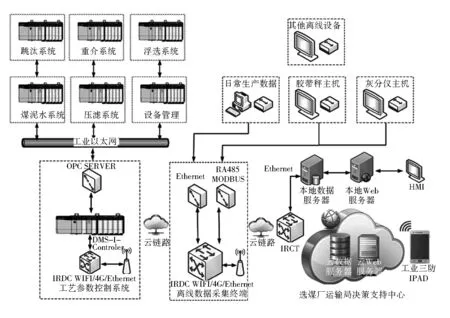
图2 跳汰机智能分选及远程决策系统框图

图3 重介分选工艺的智能化控制系统框图
3.3 煤泥水处理过程智能控制技术
煤泥水系统中配置絮凝剂以及控制絮凝剂的添加量是非常重要的环节,会对煤泥水处理的质量和效果产生重要影响。絮凝剂的主要作用是加速煤泥沉降,促进煤泥与水的分离。设计的煤泥水处理过程智能控制系统基本原理如图4所示。与传统的煤泥水处理控制系统相比较,智能控制系统的优势有:第一,选煤过程中,受其他工艺环节的影响,煤泥水流量会出现很大的波动。该系统可以自动识别流量大小,进而对絮凝剂的添加量进行调整;第二,当入选原煤属性出现较大波动,比如泥化含量、细粒砂含量波动等,系统可以考虑原煤属性智能化配置絮凝剂,保障煤泥水的处理效果。
4 结 语
近年来我国正在大力推进智能制造建设工程,如何实现选煤过程的智能化控制是选煤领域比较热门的话题。选煤厂的智能化建设正处于起步阶段,很多技术不成熟。在建设智能化选煤厂时比较关键的问题是要打通设备、数据以及系统软件之间的“信息孤岛”,实现数据信息的互通共享。只有这样才能够真正基于工业大数据,实现选煤生产全流程智能化控制。
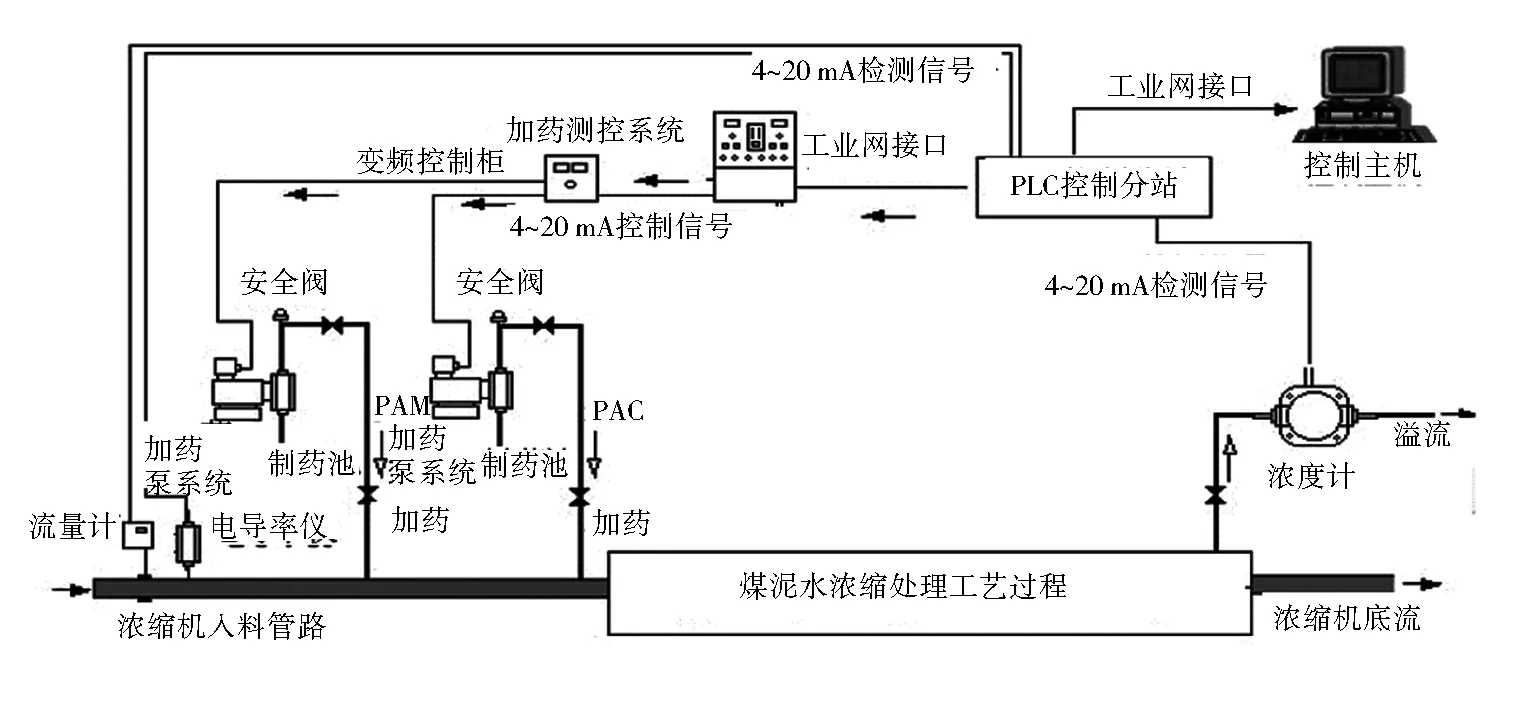
图4 煤泥水处理过程智能控制的原理框图