露天矿矸石汽运装车自动控制方法研究
2021-07-02卢进南
白 浩,卢进南
(辽宁工程技术大学 电气与控制工程学院,辽宁 阜新 123000)
目前,选煤厂排矸过程采用汽车运输与手动控制相结合的方式,排矸过程如下:操作人员通过对讲机告知排矸车队司机准备在某一料口卸料,排矸车队司机凭经验驶入矸石仓下指定料口,操作人员通过现场摄像头观察运矸车辆相对料口的位置,手动开启料口闸板,并通过对讲机告知车辆司机前移、后退或停止。最终,操作人员通过摄像头观察装车效果,并手动关闭闸板。从手动控制排矸过程可知:矸石仓料口尺寸和位置固定,运矸车辆需多次移车才能装满车辆,导致运矸车辆卸料点存在随机性;如在最后一个卸料点运矸车辆位置出现偏差或闸板关闭不及时,极易出现撒料现场;由于现场采用手动控制方式,闸板的交替频繁启闭,车辆信息的实时记录,增加了操作人员的劳动强度。
窦真兰等[1]以许疃煤矿选煤厂排矸控制系统为研究对象,采用S7-300 系列PLC 和组态软件WinCC,设计了适应选煤厂生产过程和生产环境需要的网络结构和控制系统,实现对选煤厂主要设备起停联锁、流程监控。张永玉[2]研究了煤矿全自动连续出矸系统,分析了控制系统主要实现功能,实现了出矸高度、矿车位置、装置状态等的自动检测,提高了整个出矸系统的自动化水平。韩亮[3]通过对原煤主运输系统的改造,构建了岩巷半连续排矸系统,该系统的应用提高了王家塔煤矿的排矸运输能力,大幅降低井下安全隐患。目前,对于露天矸石仓的自动排矸技术研究较少,且大部分研究是基于井工矿。因此,在不影响现有排矸过程的基础上,通过安装FRID、红外测距仪和超声波测距仪,分别实现对待装车辆识别、车辆相对矸石仓料口位置定位和装车物料相对高度检测,以实现矸石仓汽运排矸自动装车功能。
1 矸石汽运自动排矸组成及原理
矸石汽运自动装车系统主要由自动装车系统、车辆定位系统、装车料位-闸板控制系统3 个子系统构成。通过基于红外激光、超声波测距传感器代替集控室的操作人员的方法,实现车辆的定位以及装车高度的检测。利用车辆位置信息、装车高度信息、卸料闸门控制策略构建矸石汽运自动排矸系统,实现排矸过程自动化、智能化[4-6]。矸石汽运自动装车系统结构组成如图1。
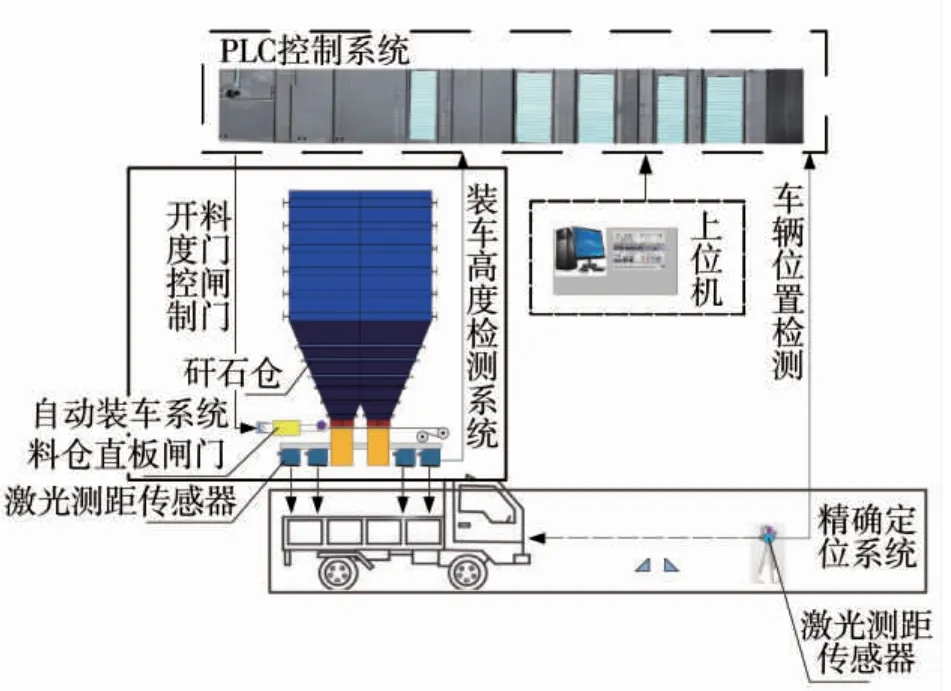
图1 矸石汽运自动装车系统结构组成
1)排矸车辆精确定位系统。定位系统基于红外激光测距传感器的排矸车辆精确定位系统,检测排矸车辆相对料口位置,以避免装车过程中出现欠载、撒料、装车不均甚至砸车等现象。
2)矸石汽运自动装车系统。装车系统基于超声波测距传感器的料位检测系统,获取车厢实时装车高度,结合车辆精确定位和料位-闸板控制系统,实现自动装车。
3)料位-闸板控制系统。控制系统通过对自动装车的工况分析,根据不同车辆类型、停车位置、落料高度,实时调整闸板开度,确保高效、安全装车。
2 自动排矸方式
汽运排矸决定了排矸过程只能采用多点装车方法,即分堆间歇式装车,设车厢长为L,宽为w,高为h,车厢中卸料堆数为n 堆。装车效果的好坏由最大装车高度确定,即1 次装车的装车量越多越好。如果装车高度超过车厢内的最大装车高度,物料将从车厢两端溢出,其关系可用公式表示为:

式中:hmax为车辆最大装车高度,m;ε 为装车高度偏差,m;α 为装车过程中物料形成锥体的堆放角,(°);L、w、h 为待装车辆车厢的长、宽、高,m。
分堆间歇式装车过程中,第1 堆卸料从车厢前端开始,该过程中当卸料口正下方料堆接近最大装车高度时,车辆需要向前移动一定距离后继续装车,往复几次直至车厢装满。装车过程中,卸料口闸板不关闭,且不能倒车,这意味着第1 装车点的确定以及后续几个停车点的位置非常重要[7]。由于理想状态下料堆在车厢内呈锥形堆积,且相对车厢中轴线对称分布,因此第1 堆的体积为:

式中:u、v 为以车厢长、宽为正方向的车辆位置,m;σ 为第1 堆载料的积分区域;h1为矸石落料高度,m;Q1为第1 卸料点的矸石体积,m3。
由文献[8]可知,与第1 卸料点距车厢前端的距离a、h1、w 有关。由控制料位的超声波激光测距传感器确定,车厢宽度w 是车辆的固定尺寸不可更改。因此,第1 卸料点的位置主要由卸料口距车厢前端的距离d 确定。提出2 种第1 点的卸料工况,以2次工况的装车效果作对比,确定一种更符合精准装车的要求的卸料工况。工况1 料堆位置如图2,工况2 料堆位置如图3。图中l 为料堆间隔。
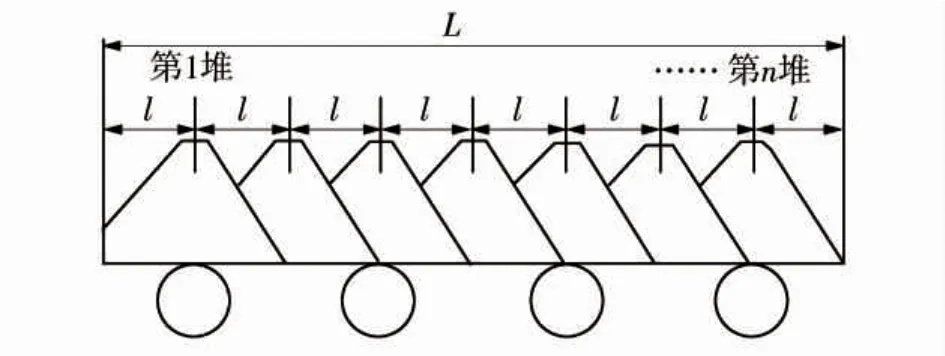
图2 工况1 料堆位置
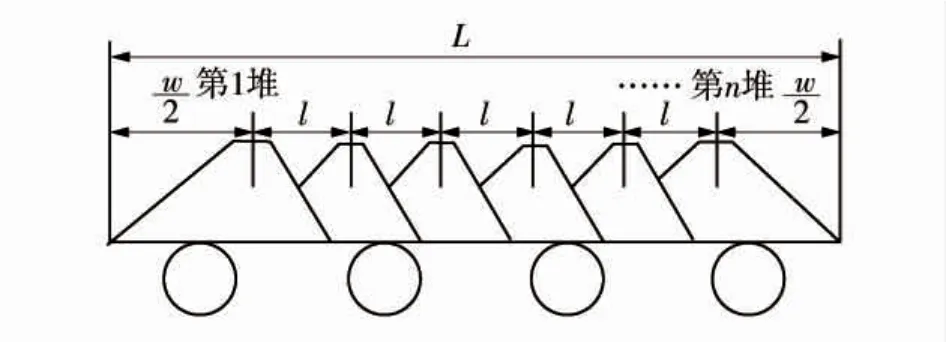
图3 工况2 料堆位置
3 EDEM 仿真
EDEM 作为一款可用于离散元分析的CAE 分析软件,EDEM 的前处理可以简便快速的创建仿真实验中需要的固体颗粒,无论是利用自身设计模块,还是通过第三方软件绘制的CAD 颗粒模型,都可以将真实颗粒准确的描绘出来。EDEM 中前处理建立所需仿真模型后,求解器开始进行实验仿真,仿真过程主要是对颗粒相关动力学参数、质量/热量交换以及各场力进行计算,还可以通过与其它的CAE 模块,如Workbench、Fluent 等耦合使用;EDEM 后处理阶段可以对仿真数据进行筛选,并且利用大量的数据分析技术对仿真数据进行个性化分析,对每个单元颗粒进行如质量、速度以及接触力等相关信息的管理和储存。
为了研究不同装车位置对装车效果的影响,采用EDEM 对车辆的装车效果进行离散元仿真,EDEM 仿真参数设置如下:
1)卸料口与车辆尺寸。①卸料口:长×宽=600 mm×600 mm,仿真参数为300 mm×300 mm;②1 号车:长×宽×高=8 100 mm× 2 600 mm× 2 300 mm,仿真参数为1 500 mm×280 mm×320 mm;③2 号车:长×宽×高=8 100 mm × 2 400 mm× 2 500 mm,仿真参数为1 500 mm×350 mm×320 mm;④3 号车:长×宽×高=8 100 mm×2 600 mm×2 300 mm,仿真参数为1 500 mm×420 mm×320 mm。
2)固体材料。①泊松比:0.3;②固体密度:1 600 kg/m3;③剪切模量:10 MPa。
3)离散材料。①泊松比:0.3;②固体密度:7 800 kg/m3;③剪切模量:700 MPa。
4)粒子对粒子。①恢复系数:0.3;②静摩擦系数:0.5;③滚动摩擦系数:0.01。
5)粒子到几何体。①恢复系数:0.2;②静摩擦系数:0.5;③滚动摩擦系数:0.01。
仿真得到的装车效果如图4~图7。
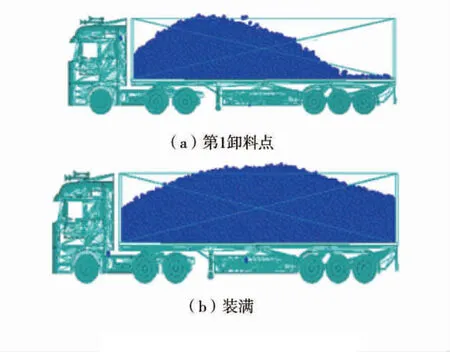
图4 1 号车工况1 装车效果
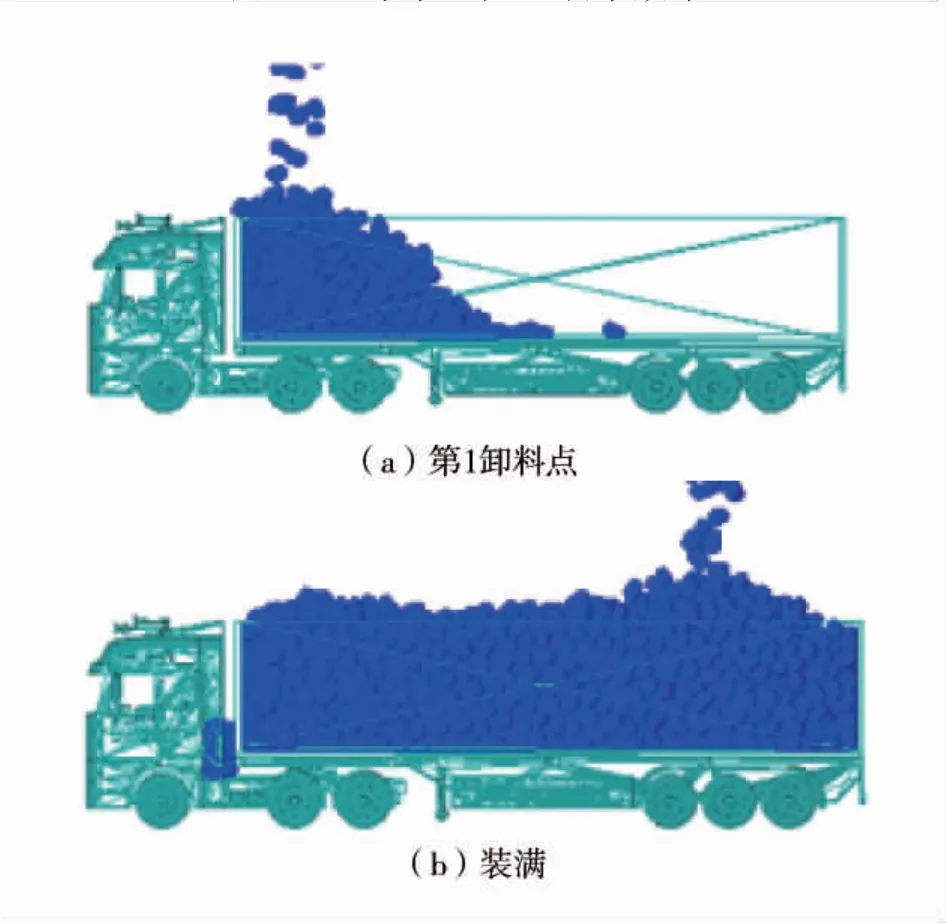
图5 1 号车工况2 装车效果
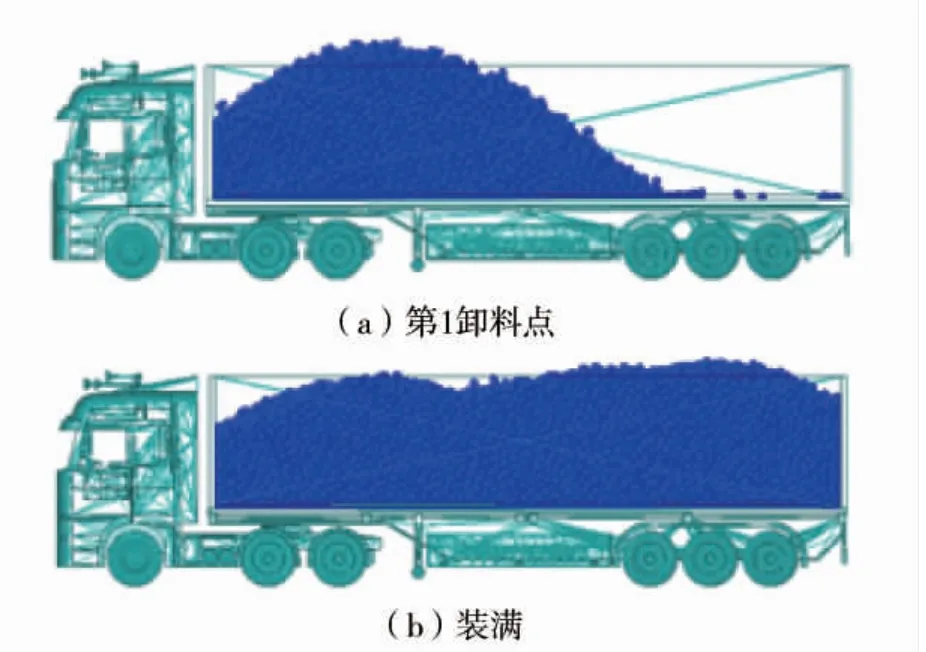
图6 3 号车工况1 装车效果
由图4~图7 可知:①同尺寸大小的车厢在工况2 条件下装车的效果比工况1 在车厢两端的装车缝隙更小,装车更均匀;②由于物料的流动性,车辆移动向前移动时,2 种工况下第1 点卸料高度均会降低,导致车辆出现前后载重不均的情况;③由EDEM后台数据处理得到,工况2 装载量较多于工况1。
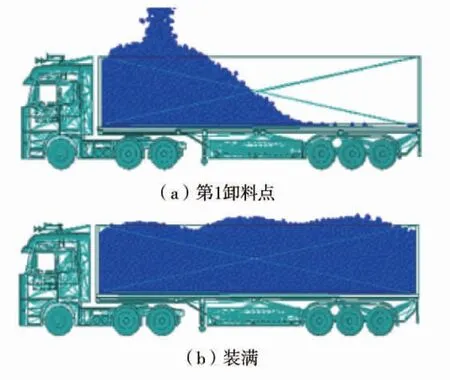
图7 3 号车工况2 装车效果
根据仿真分析结果,确定装车过程采用工况2,即根据不同类型车辆的宽度,确定第1 和最后卸料点相对卸料口的位置。
3 自动排矸控制模型
卸料口闸板选用步进电机驱动齿轮齿条传动的方式,为了简化建模运算过程,忽略电机内部漏磁、磁滞涡流和定子线圈自感的谐波分量等影响。步进电机接收驱动器发出的1 个脉冲控制信号后,就会精确转过1 个步距角,根据电机两相电压平衡方程、小振荡理论和转子力矩平衡方程[9],在单相激励情况下,可以得到步进电机的传递函数:

式中:ia为步进电机的电流,A;Nr为步进电机转子齿数;LG为步进电机定子绕组电感,H;B 为黏滞摩擦系数,(N·s)/m2;J 为卸料口闸板转动惯量,kg·m2;θ1、θ2为步进电机理论、实际转过的步距角,(°);s 为拉普拉斯变换的复参数;G1(s)为步进电机角度传递函数。
齿轮齿条机构将步进电机的主轴旋转运动转化为闸板的开合移动,本质上可以将此运动过程看成一个比例环节,则闸板的开度与步进电机一个脉冲转角关系的传递函数为:

式中:P 为闸板的行程增益;X 为闸板的位移量,m;G(s)为卸料口闸板开度和步进电机角度之间的传递函数。
卸料口形状为矩形,可认为卸料流量与闸板开度成线性关系。当闸板开度变化时,由于卸料惯性的影响,卸料流量与闸板位移是一阶惯性环节,满足如下模型:
式中:KQ为卸料闸板流量增益,1.09;τQ为惯性环节时间常数,0.4~0.9 s;Q 为卸料口的实时流量,kg/s;KQ、τQ的取值与卸料过程中料仓中物料高度有关,为简化模型将二者取为固定值。
料位高度的变化是卸料流量通过一定时间所形成的物料体积使得料堆形态在高度上的变化,为积分环节。一定的物料体积使得料位的变化量是由堆积过程中的料堆形态变化决定,则料位△Hm与卸料流量Q 的关系满足如下模型:

式中:Hm(s)为车厢内料位高度,m;Ti为积分环节时间常数,1.3~2.1 s。
综上所述,理想情况下不考虑物料下落过程的变化以及物料的含水量、块状大小、粘度等物理特性,车厢内料位高度与卸料流量一定情况下是积分累积关系,闸板开度与卸料流量成正比例关系,故料位与闸板开度的关系可以看成容积环节。联合式(5)、式(6)可得理想情况下料位与料门开度大小关系[10-11],再把式(4)代入,最终得到闸板开度和矸石落料高度之间的传递函数如式(7)。

由式(7)可知,卸料闸板的开度和矸石落料高度存在较高的稳定性,并且,由于落料口和车厢顶部的距离限制,使得装车过程中即使出现顶落料口现象,也不会出现撒料情况。因此,采用常规的PID 控制方法即可实现装车过程的自动控制。
4 自动排矸控制方法
由于矸石排矸采用分堆间歇装车,且卸料口相对待装车辆高度有限,使得自动装车过程卸料口闸板可持续开启,而不会发生撒料现象。因此,提出以车厢内物料高度为被控对象,以卸料口闸板为执行单元的分段PID 控制系统。
分段PID 控制是指车辆驶入仓下第1 卸料点后,卸料闸板开启并保持全开状态,由于采用分堆间歇装车,且卸料口和车辆高度之间存在限制,车辆在各卸料点切换过程中,不会出现撒料现象。因此,仅在最后1 个卸料点启动闸板开度-装料高度之间的PID 精确控制[12-13]。自动装车控制流程如图8。
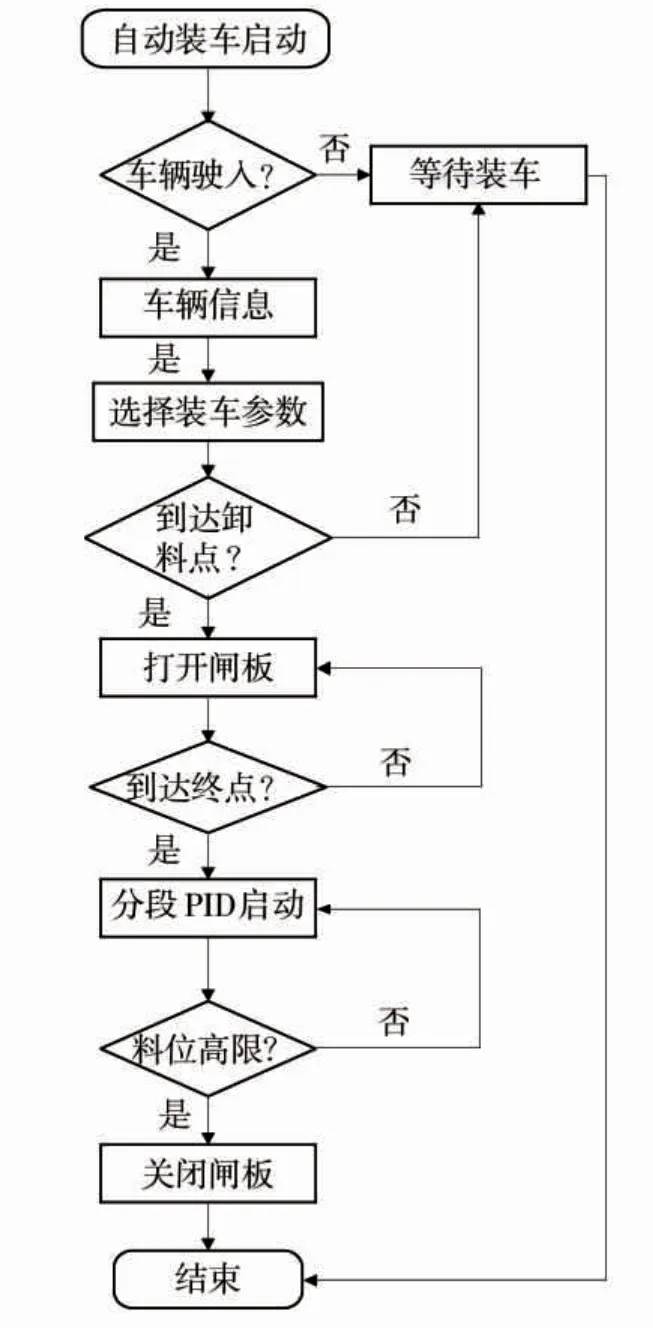
图8 自动装车控制流程图
待装车辆正常驶入矸石仓的仓下,通过FRID射频阅读器识别装在车辆上的识别卡,由识别卡数据具有唯一性,既识别该车辆的长、宽、高信息,既得到该车辆第1 卸料点、最终卸料点的位置和最大卸料高度信息。经红外激光测距获得待装车辆实时位置信息,待车辆到达第1 卸料点后,矸石仓闸板开启,自动装车开始启动。当车辆行驶至最终卸料点时,控制系统将启动PID 控制方法,结合最大卸料高度信息,实现最终卸料点的矸石高度-闸板开度闭环控制。最后,最终卸料点矸石料位达到设计高度值,闸板自动关闭,1 次自动装车任务结束。
5 结语
设计一套矸石汽运自动装车系统。矸石汽运自动装车系统主要包括红外测距传感器、超声波测距传感器、FRID 射频系统、步进驱动闸板、PLC 控制系统组成。红外测距传感器用于判断车辆相对卸料口位置,超声波测距传感器用于获得矸石高度,FRID结合车辆上安装的标签,实现车辆入仓识别。
为提高自动装车效率,提出2 种自动装车工艺。利用离散元分析的方法,模拟2 种工艺的装车效果,最终确定按照车辆宽度的1/2 作为第1 卸料点位置。结合自动装车的工艺和系统传递函数,确定了自动装车系统采用分段PID 控制方法,确保自动装车过程快速、高效进行。
