黄磷用矿筛下矿浮选试验研究*
2021-06-23王灿霞刘润哲张树洪邓桂菊彭丽群
王灿霞,吕 兰,刘润哲,李 宁,张树洪,邓桂菊,彭丽群
(云南磷化集团有限公司,国家磷资源开发利用工程技术研究中心,云南 昆明 650600)
0 引言
磷矿主要用于制备磷酸。磷酸是重要的矿物酸,按照生产路线分为湿法磷酸和热法磷酸[1]。湿法磷酸是采用强酸溶解磷矿而制取的,在强酸溶解磷矿的过程中大量的金属离子和其他杂质会溶出而残留在磷酸中,因此湿法磷酸因杂质含量较高而主要用于生产磷肥和其他化工产品[2]。热法磷酸是在高温下用碳还原矿石中的化合态磷, 即先制备单质磷(黄磷),再氧化黄磷,然后经过水吸收生成磷酸[3]。在黄磷的制备过程中,金属离子无法还原和挥发,故磷矿中除了氟、砷等易挥发的物质混入黄磷产品外,其他金属离子将随同矿渣一同排除,因此热法磷酸纯度较高[4]。目前国内由于高品位磷矿资源日渐枯竭,用于制备湿法磷酸的矿石主要为浮选精矿(P2O5品位>28%,MgO质量分数<1%),用于制备黄磷的矿石主要为粒度20~50 mm、P2O5品位25% 左右的原矿、擦洗精矿或粉矿的烧结球团矿[5]。
生产黄磷用磷矿石从采矿到加工处理(破碎、烘干、筛分)后入炉,块矿量仅占50%左右;购买擦洗合格块矿制黄磷,也要损失15%~20%的细颗粒磷矿石,造成黄磷用矿或黄磷生产企业的筛下细粒级磷矿石大量堆积[5]。虽然有较多的科研院所和企业期望采用造球技术将该部分筛下细粒级磷矿石用于生产黄磷,并进行了大量的研究,但目前该技术尚未在工业界推广。云南磷化集团有限公司在准备黄磷用矿的过程中,会产生一种筛下低品位细颗粒磷矿石,目前尚未得到有效利用,本研究尝试通过正反浮选的方法富集其中的磷矿物,以期为该类矿石的回收利用提供参考。
1 试验部分
1.1 试样化学多元素分析
试样取自云南磷化集团有限公司晋宁磷矿黄磷用矿筛下堆存矿,其化学多元素分析结果见表1。

表1 试样的化学多元素分析结果 单位:%
由表1可知,若想获得合格的磷精矿,需脱除试样中的含Mg、Si、Fe、Al等的脉石矿物。
1.2 试剂及仪器设备
试剂:Na2CO3(工业品),质量分数为5%;水玻璃(工业品,模数2.3),质量分数为10%;捕收剂(自制品),质量分数为5%。
主要仪器设备:XFD-750挂槽浮选机,Retsch PT200型湿式分样器,XTLZ型盘式真空过滤机,ARL9000型X-射线荧光光谱仪。
2 结果与讨论
2.1 正浮选粗选条件试验
按照图1所示工艺流程进行正浮选粗选单因素试验。

图1 正浮选粗选工艺流程
2.1.1 磨矿细度试验
在Na2CO3用量为2.8 kg/t,水玻璃用量为4.8 kg/t,捕收剂用量为3.0 kg/t的条件下,考查了磨矿细度对浮选指标的影响,试验结果见表2。

表2 磨矿细度对浮选指标的影响 单位:%
由表2可见,当磨矿细度达到-0.074 mm质量分数占97.54%时,精矿P2O5品位有所降低,产率和P2O5回收率随着磨矿细度的增加呈先增加后减少的趋势。这是由于适当提高磨矿细度有利于提高磷矿物的解离度,从而促进磷矿物的上浮;但当磨矿细度过高时,会出现过磨和泥化现象,使得浮选药剂的耗量增大,同时也增加了浮选泡沫对黏土矿物的夹带,进而引起磷矿物上浮量和精矿P2O5品位的下降。综合考虑,选择最佳磨矿细度为-0.074 mm质量分数占95.69%。
2.1.2 Na2CO3用量对浮选指标的影响
Na2CO3是浮选常用pH调整剂,与NaOH相比具有缓冲能力强和对矿泥分散性好的特点,同时CO32-能够与矿浆中的Ca2+、Mg2+反应形成沉淀从而降低浮选体系水的硬度[6]。在水玻璃用量为4.8 kg/t、捕收剂用量为3.0 kg/t、磨矿细度为-0.074 mm质量分数占95.69%的条件下,考查了Na2CO3用量对浮选指标的影响,试验结果见表3。
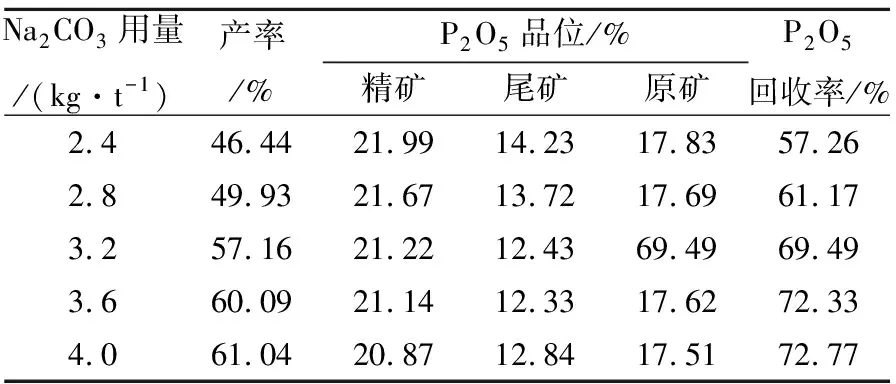
表3 Na2CO3用量对浮选指标的影响
由表3可见,随着Na2CO3用量的增加,精矿产率和P2O5回收率呈逐渐增大的趋势,精矿P2O5品位呈逐渐降低的趋势。这是由于随着Na2CO3用量的增加,浮选体系pH逐渐升高,阻碍了脂肪酸类捕收剂的水解,促进了脂肪酸根离子的分散,进而促进了磷矿物的上浮[7]。同时Na2CO3用量的增加,对浮选体系游离Ca2+、Mg2+的消除作用增强,也是提高磷矿物上浮量的原因之一。综合考虑精矿产率和P2O5品位,选择碳酸钠最佳用量为3.6 kg/t。
2.1.3 水玻璃用量对浮选指标的影响
水玻璃是矿物浮选常用的硅质及硅酸盐矿物抑制剂,具有抑制效果好,来源广泛和价格较低的优点[8]。在Na2CO3用量为3.6 kg/t、捕收剂用量为3.0 kg/t、磨矿细度为-0.074 mm质量分数占95.69%的条件下,考查了水玻璃用量对浮选指标的影响,试验结果见表4。

表4 水玻璃用量对浮选指标的影响
由表4可见,水玻璃用量对磷矿物的上浮具有明显的影响,随着水玻璃用量的增加,精矿产率和P2O5回收率逐渐下降,精矿P2O5品位逐渐升高。当水玻璃用量为4.8 kg/t时,精矿P2O5品位为21.14%,产率和P2O5回收率分别为60.09%和72.08%。继续增加水玻璃用量,精矿产率明显下降,表明此时水玻璃已经过量,在抑制脉石矿物的同时对磷矿物的上浮也产生了明显的抑制作用。综上所述,选择水玻璃最佳用量为4.8 kg/t。
2.1.4 捕收剂用量对浮选指标的影响
在Na2CO3用量为3.6 kg/t、水玻璃用量为4.8 kg/t、磨矿细度为-0.074 mm质量分数占95.69%的条件下,考查了捕收剂用量对浮选指标的影响,试验结果见表5。

表5 捕收剂用量对浮选指标的影响
由表5可见,随着捕收剂用量的增加,精矿产率和P2O5回收率逐渐增大,精矿P2O5品位逐渐降低。当捕收剂用量为4.8 kg/t时,精矿P2O5品位为20.83%,精矿产率和P2O5回收率分别为68.27%和80.27%。进一步增加捕收剂用量,精矿P2O5品位下降明显,且精矿产率和P2O5回收率的增加幅度下降。综合考虑,选择最佳捕收剂用量为4.8 kg/t。
2.2 正浮选开路浮选试验
在粗选单因素试验的基础上,按照图2所示流程进行了开路浮选试验,结果见表6。

图2 开路浮选试验流程

表6 开路浮选试验结果 单位:%
由表6可知,按照图2所示的工艺流程和药剂制度进行正浮选1粗1扫2精的开路浮选试验,所得精矿P2O5品位为27.22%、产率为44.53%、P2O5回收率为67.72%。由于第1次精选所产生尾矿的倍半氧化物含量较高,且P2O5品位仅为9.08%,因此考虑将第1次精选尾矿和扫选尾矿合并作为最终尾矿直接抛尾。由于精矿产率和P2O5回收率较低,中矿量较大且P2O5品位较高,需要通过闭路浮选试验考查中矿返回对浮选指标的影响。
2.3 正浮选闭路浮选试验
根据正浮选开路浮选试验结果,按照图3所示的工艺流程进行了正浮选闭路浮选试验,结果见表7。
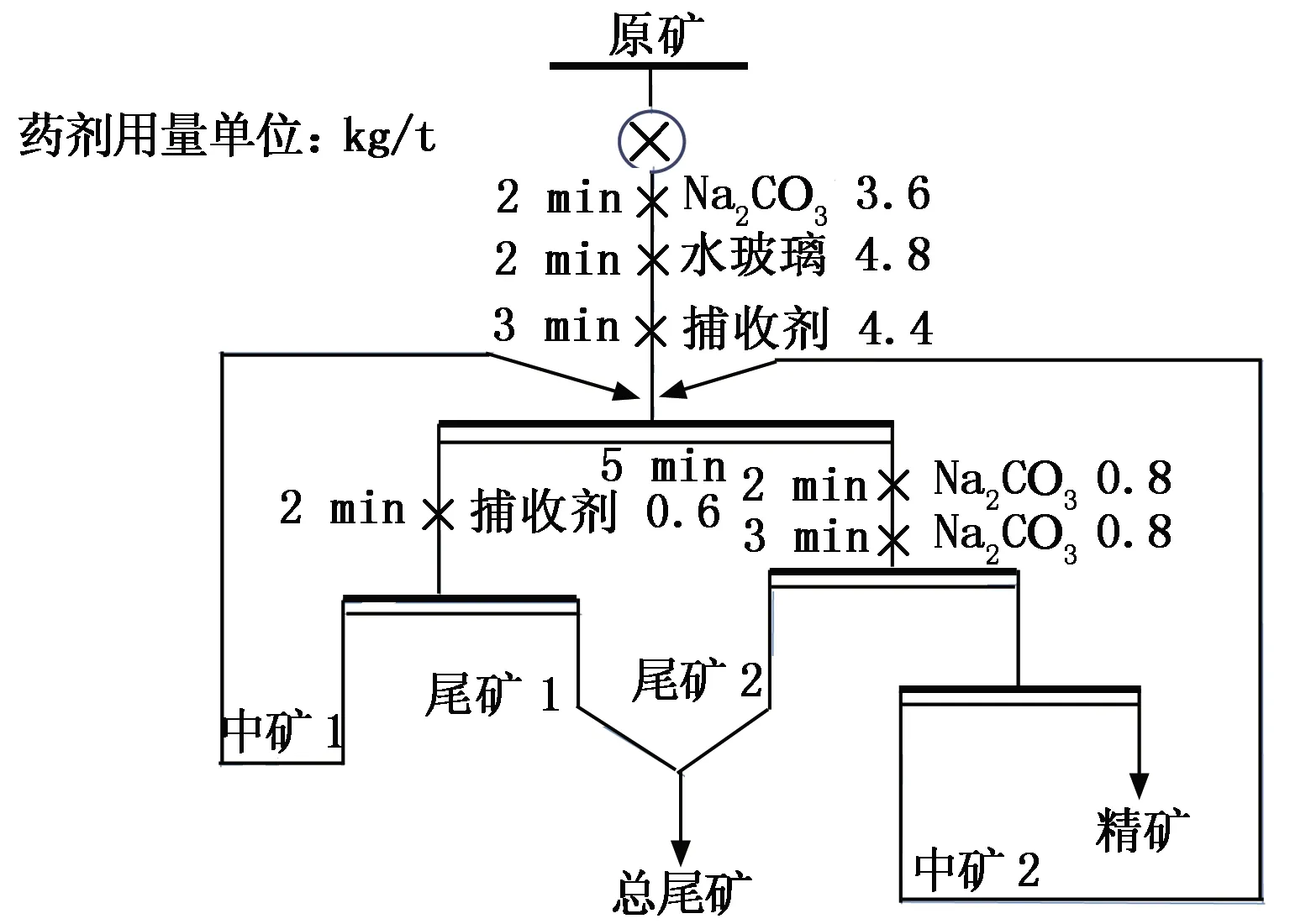
图3 闭路试验流程
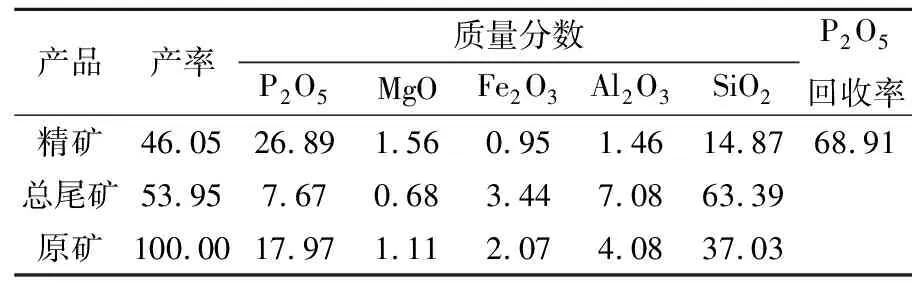
表7 闭路浮选试验结果 单位:%
由表7可见,扫选精矿和二次精选尾矿作为中矿返回原矿后,经过闭路浮选试验,精矿P2O5品位和尾矿P2O5品位较开路试验下降,浮选精矿产率和P2O5回收率升高。但精矿产率和P2O5回收率仅为46.05%和68.91%,这是由于原矿含泥量较高,在浮选过程中泡沫对矿泥的夹带作用较强,需经多次精选才能获得合格精矿,同时造成了中矿量过大且P2O5品位较低。闭路浮选试验得到的精矿P2O5品位为26.89%、MgO质量分数为1.56%,需要进一步脱除MgO才能获得合格精矿[ω(P2O5)>28%,ω(MgO)<1%]。
2.4 反浮选试验
以正浮选闭路试验精矿作为反浮选原矿,在硫酸用量为4.5 kg/t、捕收剂用量为0.4 kg/t的条件下,进行了反浮选脱镁试验,结果见表8。

表8 反浮选试验结果 单位:%
由表8可见,以正浮选闭路试验精矿为原矿进行反浮选试验,所得精矿P2O5品位为28.05%,MgO质量分数为0.91%,产率为93.99%,P2O5回收率为98.15%。可见,通过反浮选能够脱除精矿中的MgO并获得合格精矿。正反浮选试验结果见表9。

表9 正反浮选试验结果 单位:%
由表9可见,由于原矿含磷量较低且倍半氧化物含量较高,需要采用正浮选“1粗1扫2精”加反浮选开路流程才能获得合格精矿,但精矿产率和P2O5回收率较低。
3 结论
a.采用正反浮选工艺处理黄磷用矿筛下矿,获得了P2O5品位为28.05%、MgO质量分数为0.91%的精矿、精矿产率和P2O5回收率分别为43.28%和67.59%、综合尾矿P2O5品位为7.70%的浮选指标。
b.由于原矿倍半氧化物和石英含量较高,正浮选需要两次精选才能获得较高品位的正浮选精矿,且药剂耗量较大。在目前的经济技术条件下,采用正反浮选工艺选别该筛下矿的成本较高,难以实现工业化。
c.鉴于原矿的基本性质,可考虑用该筛下矿制备低浓度磷肥或与其他高品位磷矿配矿使用,以实现该筛下矿的产业化应用。
