焊缝位置识别及图像处理算法的研究
2021-06-16李篪
李篪
(沈阳理工大学现代教育与信息技术中心 辽宁省沈阳市 110159)
焊缝自动跟踪是实现焊接自动化的关键,近年来受到了越来越多的关注。目前,应用于焊缝跟踪系统的传感器最常见的有电弧传感器和视觉传感器。电弧传感器结构简单,但只有电弧形成后才能工作,精度通常不高。视觉传感器灵敏度和精度更高、不受电磁干扰,适合于各种不同布置形态的焊缝,是一种更有发展前景的方法[1]。在焊缝位置获取和图像识别算法的研究方面,国内外都开展过一些研究,例如横尾尚志等提出了模糊控制和模糊专家系统[2]。Yoshito Sameda 等以激光扫描法,通过焊缝图像处理,实现了焊缝跟踪[3]。N.SHIBATA 等采用激光束与CCD 传感器配合,实现了焊接过程的跟踪控制[4]。在国内,崔元彪等通过改进传感器的结构设计,实现了对焊缝的跟踪[5]。在焊缝图像处理技术中,对图像的预处理及后处理是实现位置检测的关键技术。预处理阶段的主要目的是采用滤波方法除噪,排除弧光、烟雾等干扰因素,常用的有频域滤波以及空域滤波[6]。空域滤波比较常用,有邻域平均法以及中值滤波法等,其中,中值滤波法在滤除噪音的同时又能够保留原有图像的主要特征,应用得最为普遍。对于焊缝图像后处理一般常采取的算法为二值化处理,其中关键技术是阈值的确定[7],其中,Otsu 法是确定最佳阈值常用的一种有效方法[8]。
本文采用CCD 作为传感器采集焊缝位置图像,通过预处理后,在上位机上完成了图像后处理,并根据图像信息来指挥下位机工作,有效地完成了焊缝的跟踪。
1 试验方法及装置
本文实验中采用的试验布置如图1,图中焊接设备部分包括焊机、焊枪和焊枪移动执行机构。图像采集及处理系统包括CCD 摄像头,图像采集卡和上位机系统。
本课题试验中所采用的焊机为YC-400TX TIG 焊机,焊枪移动执行机构为自行设计,为十字滑板型结构,采用步进电机驱动,可以满足系统的精度要求。所采用的上位机为工控机;下位机采用的是西门子S7-200 系列PLC。
2 实验结果及分析
2.1 图像的预处理
图像预处理目的主要是去除图像采集过程中产生的干扰信号,以及弧光和烟雾造成的干扰信号。本文的研究中,采用了空域滤波结合模板进行邻域操作来达到去除噪音的目的。
针对本文所获得的焊缝图像(见图2),噪音在傅立叶空间中属于高频分量,首先采用了低通滤波器,把它的高频部分率掉,而不影响低频分量。首先采用了最常用的线性滤波器,其理论基础是对于一个图像F(x,y),对其中点S0(X,Y)做运算。现设一个n×n 的模板,模板内为模板系数。将kn 所在的位置和sn 所在的位置重合,则模板的响应输出如式(1):
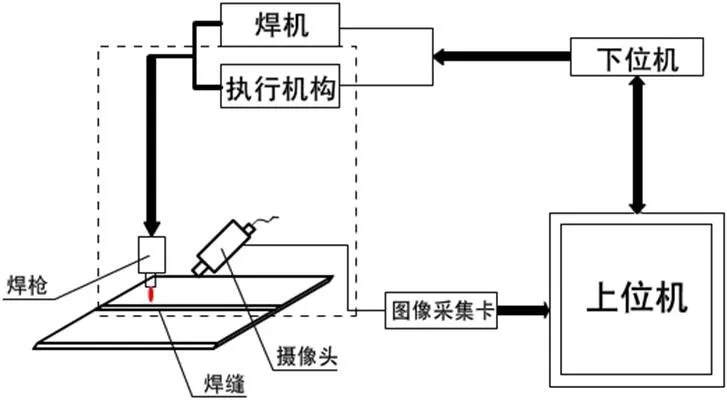
图1:试验布置图
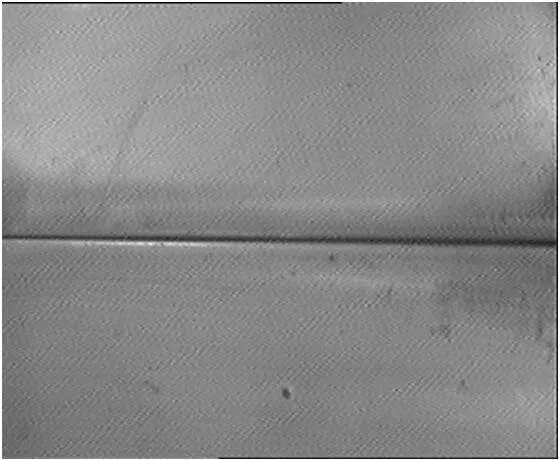
图2:原始焊缝图像
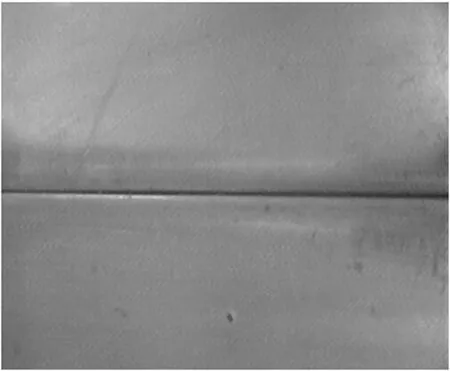
图4:中值滤波图像
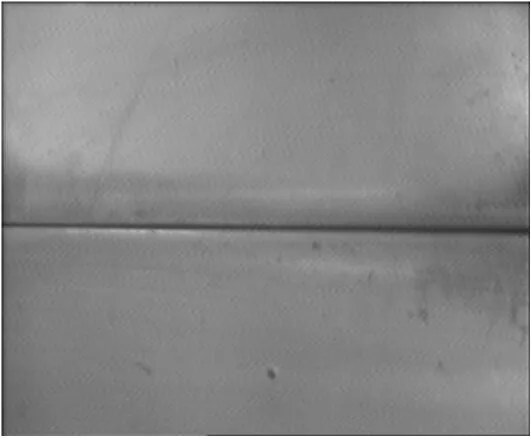
图3:领域平均法处理效果

图5:Otsu 法的分割结果
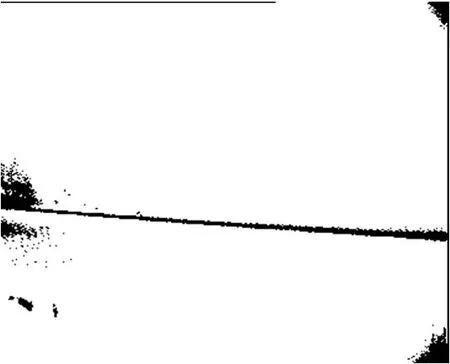
图6:改进算法分割结果

图7:焊缝的细化图像

本文运算中,采用领域平均法,k系数为1,在计算响应输出R后,将其除以n 再进行赋值。对图2 的处理效果如图3,可以看出,噪音已经被明显消除,但在焊缝边缘,还存在一些模糊部位。
本文又尝试使用了中值滤波方法,首先采用一个奇数像素点的窗口,将各像素按灰度排列后,用其中间位置的灰度值代替原值。对于图2,采用中值滤波处理后的效果如图4,可以看出噪音信号被很好的去除了,而图中焊缝的边缘却依然清晰。
2.2 图像的后处理
图像的后处理在上位机上完成,其中主要内容包括阈值的确定和二值化处理。
本文的阈值确定采用了Otsu 法,它基于以下的假设:背景和前景的直方图分布是符合正态分布的,它利用组内方差和组件方差来求解。
对于每一幅图像,设其阈值为T,假设图像具有L 级灰度值,通过阈值可以把它们分为两组(t1>T 和t2 则组内方差为式(2): 组间方差为式(3): 为了减小计算量,本文对Otsu 法还做了一些改进。利用了式(4): 只要求得式(4)有最大值,就可以获得适当的阈值,并使计算量大幅度下降。 文中图5 为原算法处理的结果,图6 为改进后算法的处理效果,可见改进后的算法使焊缝信息获得到很好的保留。 本文又在上述处理后,又对图像进行了细化处理。在尽量不丢失有效信息的条件下,来抽取骨架。文中图7 是采用细化方法处理后的图像,与原来二值化图像图5 和图6 相比,噪音信号基本被去除,焊缝位置信息也基本上被保持。 本文采用西门子S7-200 PLC 作为下位机,接收上位机传输的焊缝位置信息,并通过下位机编程来控制步进电机运行,适时调节焊枪来跟踪到焊缝中心的位置。在焊接小车沿焊缝纵轴移动的同时,使焊枪持续地跟踪到焊缝的中心,实现焊缝位置的自动跟踪。 (1)本文采用CCD 摄像头采集到焊缝的图像,通过中值滤波对图像进行了预处理;并在Otsu 法基础上将算法做了改进,确定了图像的阈值,获得了包括焊缝位置信息的二值化图像,经细化处理后确定了焊缝位置的有效信息。 (2)将焊缝位置信息传递给下位机,使之驱动执行机构运动,保证了焊缝对中,并实现了焊缝的自动跟踪。


2.3 下位机及执行机构
3 结论
