纺织品服装折卷边车缝工艺研究与应用
2021-06-06陈娟李莉朱芳
陈 娟 李 莉 朱 芳
江西服装学院 服装工程学院(中国)
“中国制造2025”强调,在重点领域试点建设智能工厂/数字化车间,加快人机智能交互、工业机器人、智能物流管理、增材制造等技术和装备在生产过程中的应用,促进制造工艺的仿真优化、数字化控制、状态信息实时监测和自适应控制。生产设备数字化控制、状态信息实时监测和自适应控制是智能工厂、数字化车间的重要组成部分[1]。在实现数字化、智能化生产方面,服装行业较其他行业相对落后,虽有少部分服装企业在发展智能化生产运用方面取得了一定的成效,但大部分服装企业还停留在较传统的生产模式中。无论采用何种方法治理企业,都应该立足于企业自身实际,从改进加工工艺着手,努力提升竞争力,保持企业生命力[2-3]。本文以纺织品服装折卷边工艺为例,通过实时监测,对企业生产中折卷边工艺标准不统一、质量不稳定、工艺操作欠规范等现实问题加以研究和分析。改进后的折卷边工艺有利于建立标准工序,同时对优化流水线起着重要作用。
1 折卷边车缝工艺的介绍
折卷边是一种常见的防止面料边沿纱线松散的车缝工艺。在纺织品中常见的折卷边车缝工艺部位有床单的四周缝边、窗帘的两侧与下摆缝边、枕套荷叶边与枕芯的入口处等,服装中常见的部位有下摆、袖口等。
——折卷边车缝工艺步骤。操作之前要熟知工艺单,并掌握卷边量与折边量,面料反面朝上将布边卷入折边内,扣在面料上,车缝的一般卷边量要小于折边量,将折卷好的一端伸入缝纫机压脚,边车缝,边两手配合折卷,直至车缝完成。图1所示为折卷边展开图。
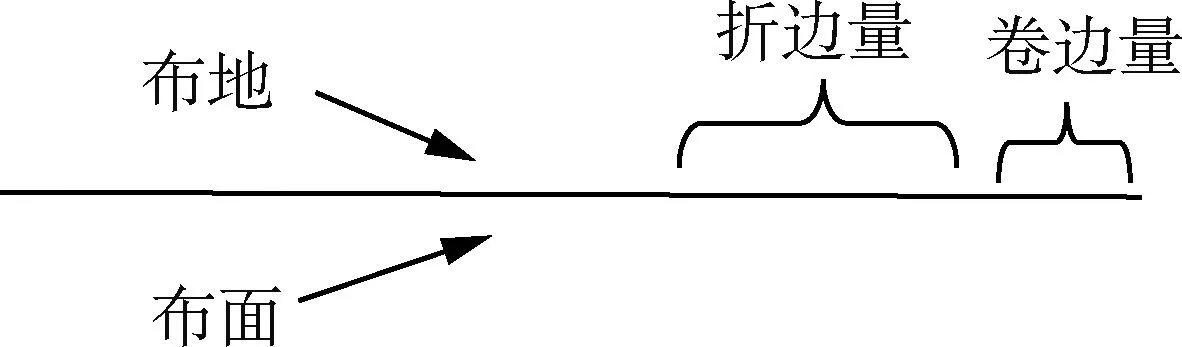
图1 折卷边展开图
——折卷边工艺要求。折卷边工艺要求卷边与折边宽度保持一致,车缝缉线顺直自然,折卷边沿平顺无起浪、起皱的现象出现。如图2所示为折卷边截面图。
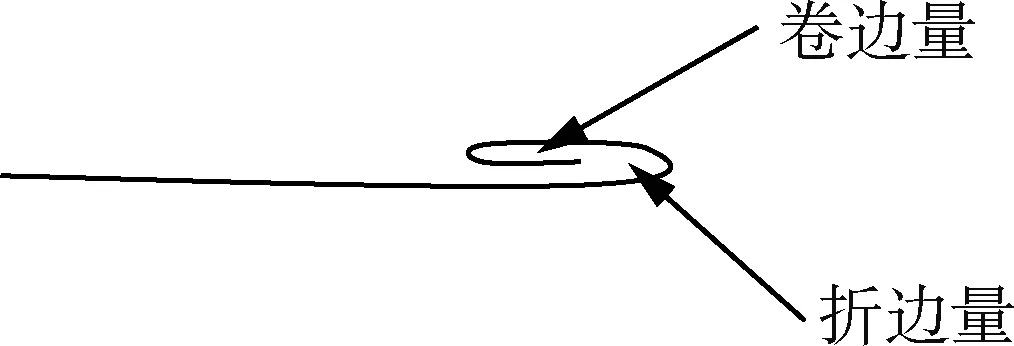
图2 折卷边截面图
——折卷边工艺难度。在折卷边距离长的情况下,车速控制得好的操作者可以边调整手势边控制卷边量和折边量。同时在手势管辖范围内对裁片进行调整以保障车缝连贯性,操作者通常要车缝一段后停顿下来调整手势再进行车缝。与此同时,操作者还要处理好因布边的弧度而造成的吃势或张力,否则会出现布边起皱、起浪的现象[4]。图3所示为正面折卷边成品图。
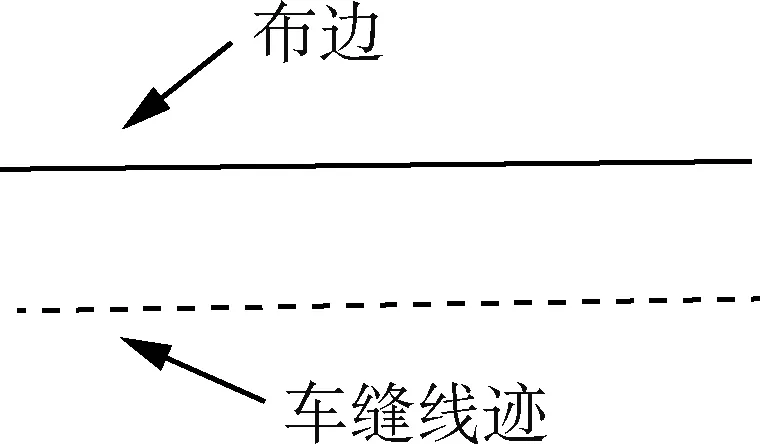
图3 正面折卷边成品图
2 折卷边车缝工艺在服装生产流水线中存在的主要问题
折卷边车缝工艺在服装生产中是一道较基础又常见的车缝工艺,在企业生产流水线中通常分配给C级工艺技术水平的员工。C级的员工在级别上为车缝初级工,一般承担合缝、包边缝、折卷边缝、三线码边等简单的车缝工艺。虽然折卷边车缝是基础工艺,但对于初级车缝操作者而言,批量生产流水线上难免也会出现因技术水平不达标而造成质量不良的现象,主要问题如下所述。
——折卷边工艺标准不一。由于批量生产流水线中,并非是由一位技术工单独完成所有的折卷边工艺的,加之操作方法也没有经过统一培训,员工们做法各异,造成制作工艺时间不同,工艺标准不一。
——质量不稳定。受员工技能水平良莠不齐的影响,在折卷边加工工艺过程中,由于操作手势不同、制作标准不同,产品的质量也会出现有好有劣、时好时坏等不稳定情况。
——生产流水线中易产生瓶颈工序。生产流水线中任何一个环节不顺畅,都必然会影响标准工时的制定,降低生产效率,成为生产流水线上的瓶颈工序,制约生产流水线的产能[5-6]。
3 常规折卷边车缝工艺试验测试与分析
3.1 常规折卷边车缝方法
由于折卷边车缝工艺简单易上手,在企业中稍加培训就可以上手操作,因此没有被特别关注,但是从成品返工率来看,折卷边的漏针、毛边、蛇行、宽窄不一等工艺质量问题屡见不鲜。为了提高产品质量和生产效率,本文收集了常见的几种不同折卷边操作方式并进行分析,归纳其中较常见又突出的两种折卷边操作方式并进行测试,结合缝制工艺生产的特点分析操作时间、动作瓶颈、易产生的质量问题等,重点分析折卷边车缝工艺,并制定工艺标准[7]。
3.2 常见折卷边车缝工艺操作步骤
3.2.1 手势A操作步骤
手势A操作步骤如下:右手先折卷成型起针,左手中指与食指控制按压折卷好的位置,防止折卷量变形,右手在左手下方保持卷折动作,大拇指负责折卷量,食指在上保持着轻微按压折边的手势。通过左、右手的配合保持匀速车缝。手势A操作示例如图4所示。
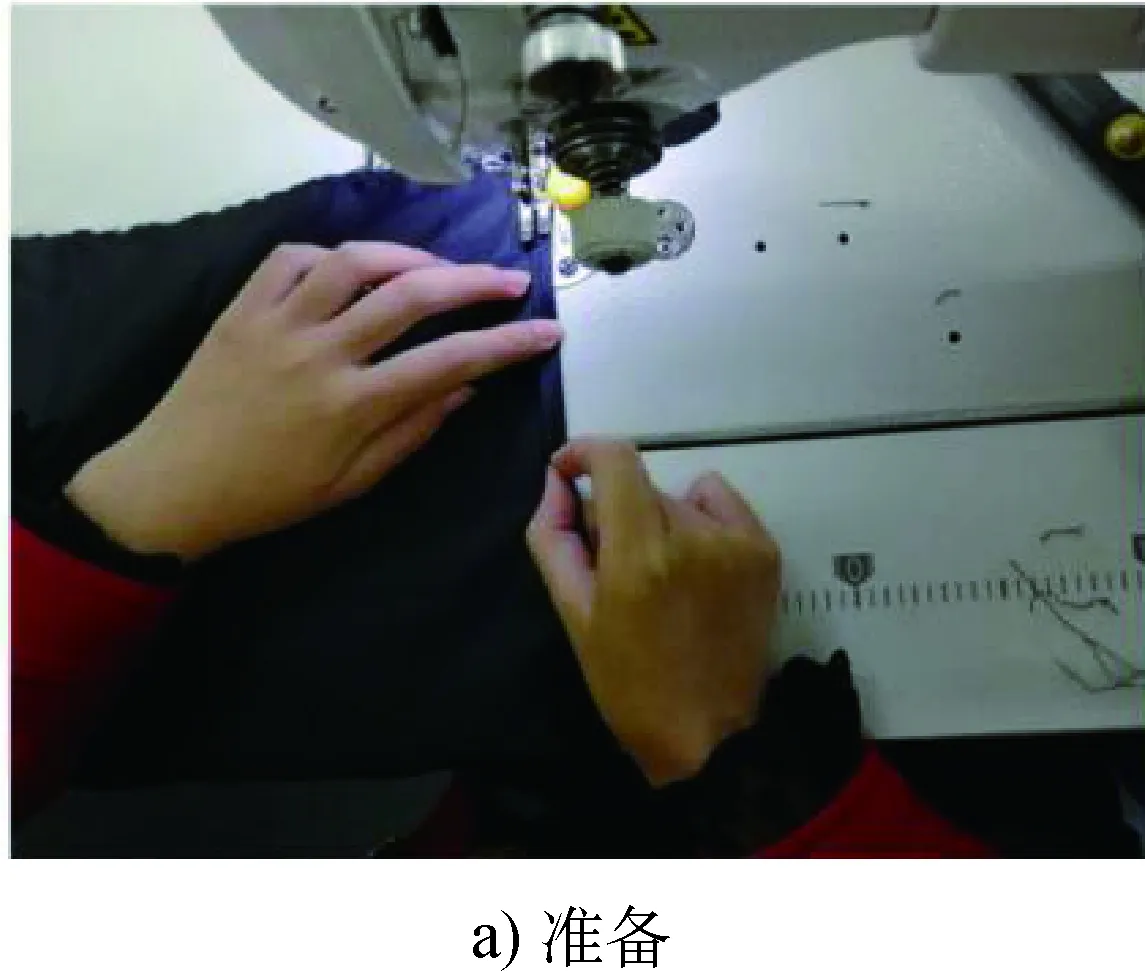

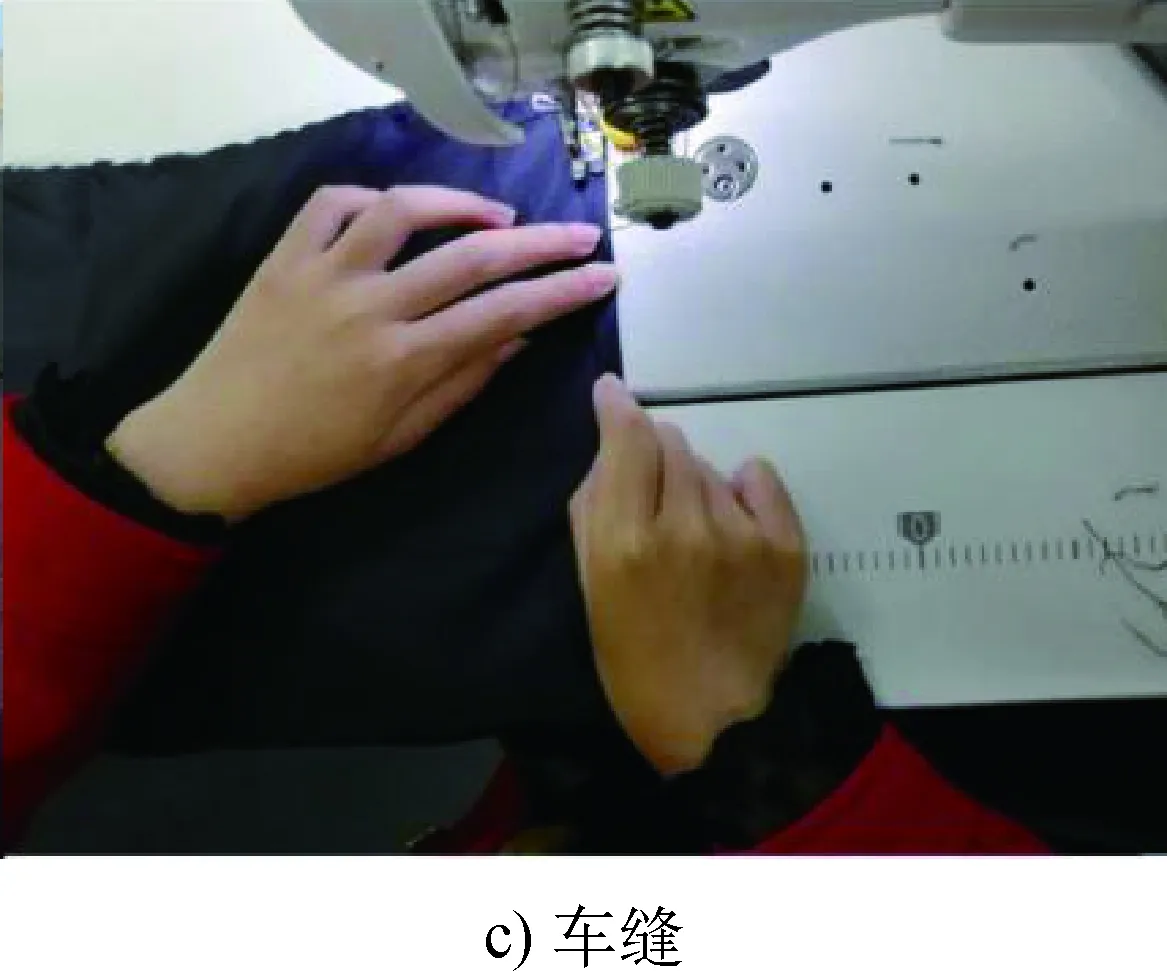
图4 手势A操作示例
3.2.2 手势B操作步骤
手势B操作步骤如下:左、右手配合先将衣片折卷成型,左手食指在前端按压,右手在下负责将布边折卷成型。起针时,左手食指按压折卷位,右手将后面的布边调整折卷成型。车缝时,左手抚平裁片,右手按压好折卷位车缝。此手势车缝一段后要停下来折卷一段,再车缝,再折卷一段。为了能较顺畅地进行车缝,左手需要转换为抚平并推动衣片向前车缝。手势B操作示例如图5所示。




图5 手势B操作示例
3.2.3 手势A、B的操作难点及瓶颈工序分析
手势A和手势B的操作难点及瓶颈工序分析详见表1。
由表1可知,从人体工程来考虑,无论是手势A还是手势B,长时间机械化的手势操作都必然会引起身体疲劳,这也是造成产品质量难以达标、产量低下的关键因素[8]。
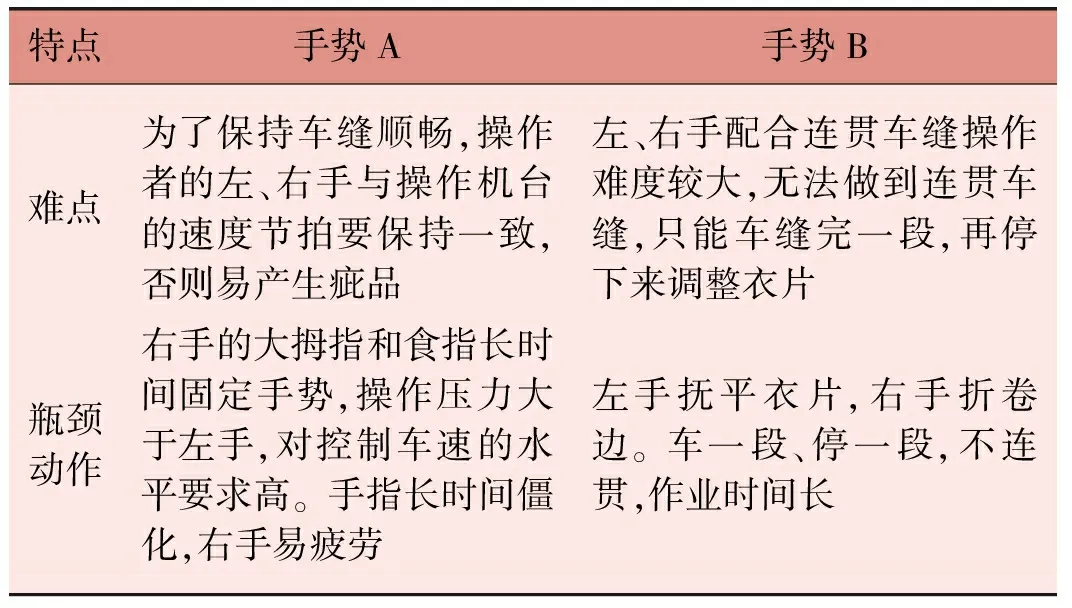
表1 手势A、B的操作难点及瓶颈工序分析表
4 折卷边车缝工艺的创新
根据对上述两种折卷边车缝方式的分析,针对手势A方式下右手的压力和手势B下缝制车速的不连贯等问题,通过寻求合理改善的方法,创新设计了手势C:以右手为主,左手指及左肘部为辅,配合车缝速度,达到左、右手车速平衡的连贯操作。
手势C操作方法如图6所示,首先两手将布边起始端折卷成型,送入压脚下车缝4~5 cm,接着左手通过食指在下控制卷边量、中指在上扣压折边量,折卷一步成型,大拇指外侧轻抚衣片保持左手车缝手势。衣片较宽大时,为了防止衣片产生的下坠感,此时左手肘可以按压衣片配合车缝速度推动向前以减轻衣片下坠感。右手在保持与机台高度基本一致的前提下,虎口控制布边适时调整、展开、拉直衣片,确保衣片在机台上能够平顺地进入折卷。

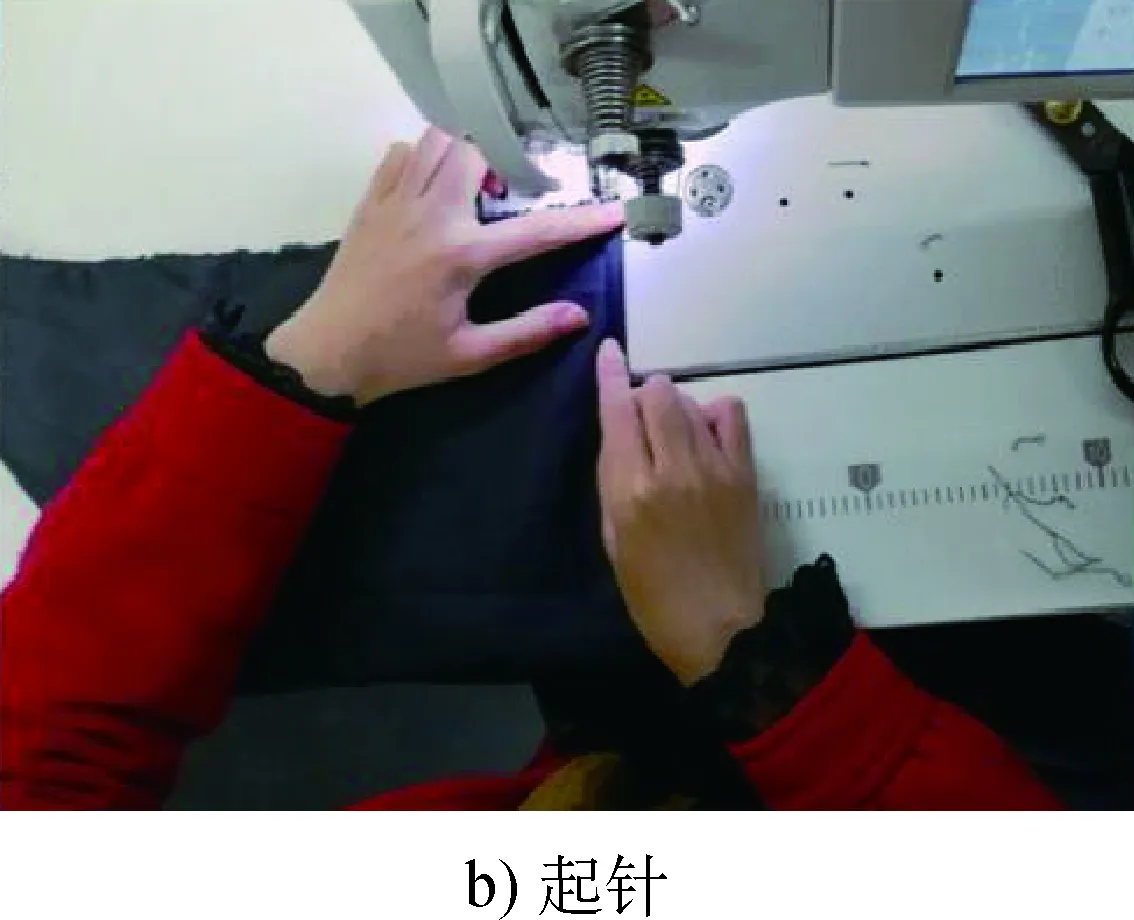
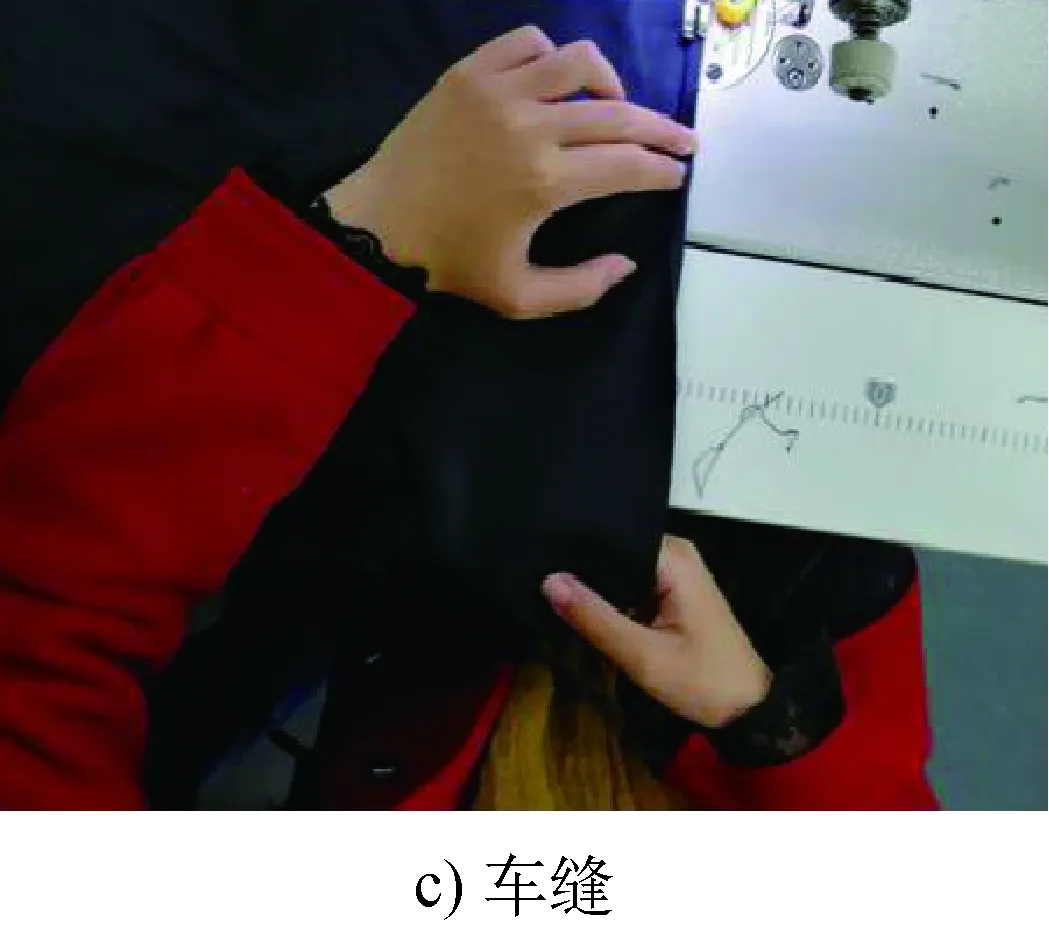
图6 手势C操作方法
操作C手势难点在于左、右手的配合,短期的培训将可以使手势配合熟练,操作难度就会有所降低。手势C的优点是车缝人员的左、右手以及身体可以保持在合理、舒适的状态,保持坐姿的状态下左、右手在控制范围内可以适当有节拍地调整动作,能够较连贯地完成折卷车缝工艺。从人体工程学来看,相对于手势A、手势B,手势C更科学合理、实用[9]。
5 折卷边车缝工艺数据测定与分析
5.1 试验准备
5.1.1 测试人员
甲、乙、丙3位参与测试人员,且3位参与测试人员在试验前均未接触、使用过试验要求的操作手势。
3位参与测试人员分别以3种不同的方法制作折卷边,且只把关注点放在不同手势的制作工时上。
5.1.2 测试工具
准备好长105 cm、宽10 cm的纱向相同的正品丝光棉。缝制设备为每人一台普通平车缝纫机,其中缝纫线、压脚、辅助定位标、针距、转速等均固定不变。
5.2 数据测定
3种手势(手势A、 B和C)分别采集数据并记录,时间衡量单位(time measurement unit, TMU)为多个工作测量系统的度量单位,100 000个单位等于1 h)。3位测试人员(甲、乙、丙)的各手势工时如表2所示。
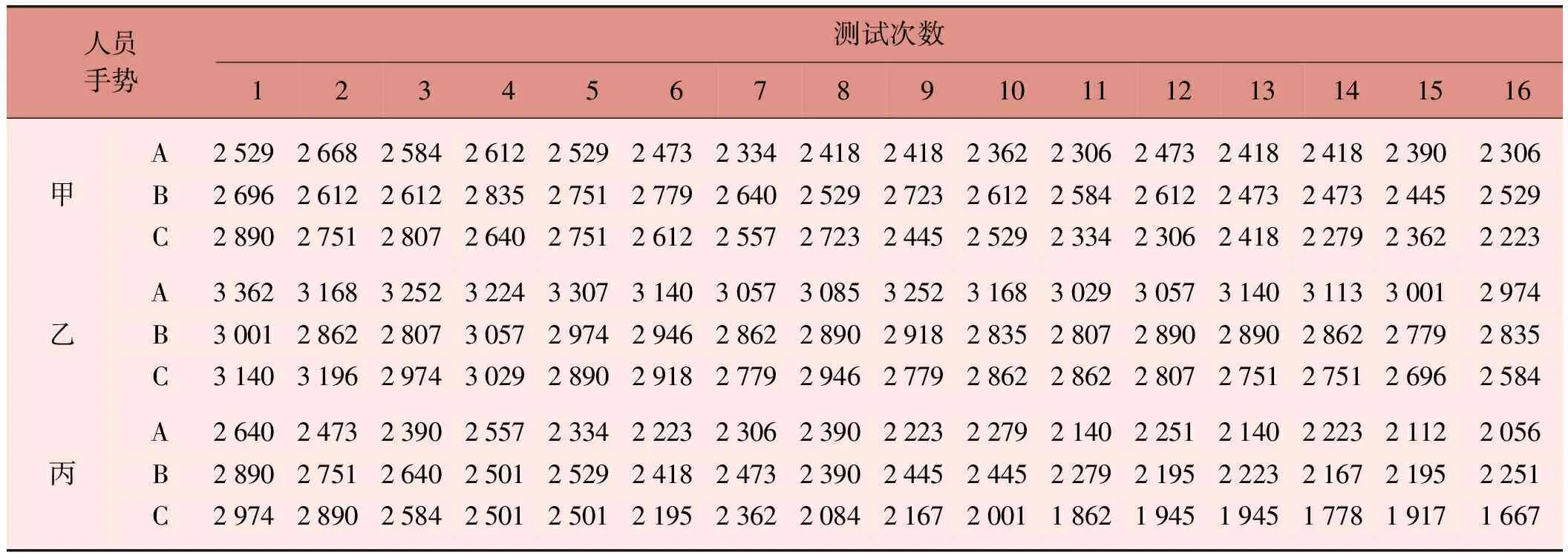
表2 手势工时记录表 单位:100 TMU
5.3 数据整理
试验所得数据如果存在异常值,会影响分析整理,因此采用格鲁布斯(Grubbs)检验法来剔除异常值。格鲁布斯法通过计算标准差,将数据与标准差对比,大于2倍均差则为测定值,大于3倍均差则为高度异常值[10]。
(1)
(2)

5.4 数据分析
计算各手势的提升率,计算式如式(3)所示。
(3)
式中:E为提升率,Xi为操作者某一种手势中的某一数据,Xi+1为Xi后一个数据。
通过计算各手势提升率,求得甲的A、B、C 3种手势平均提升率为1.03%,0.41%,1.52%;乙的分别为0.82%,0.52%,1.10%;丙的分别为1.87%,1.36%,3.83%。由整理后的数据可以直观看出在A、B、C 3种手势中,C手势提升率明显高于A和B两种手势,即理论上手势C具有明显的优化效果。手势提升率如表4所示。
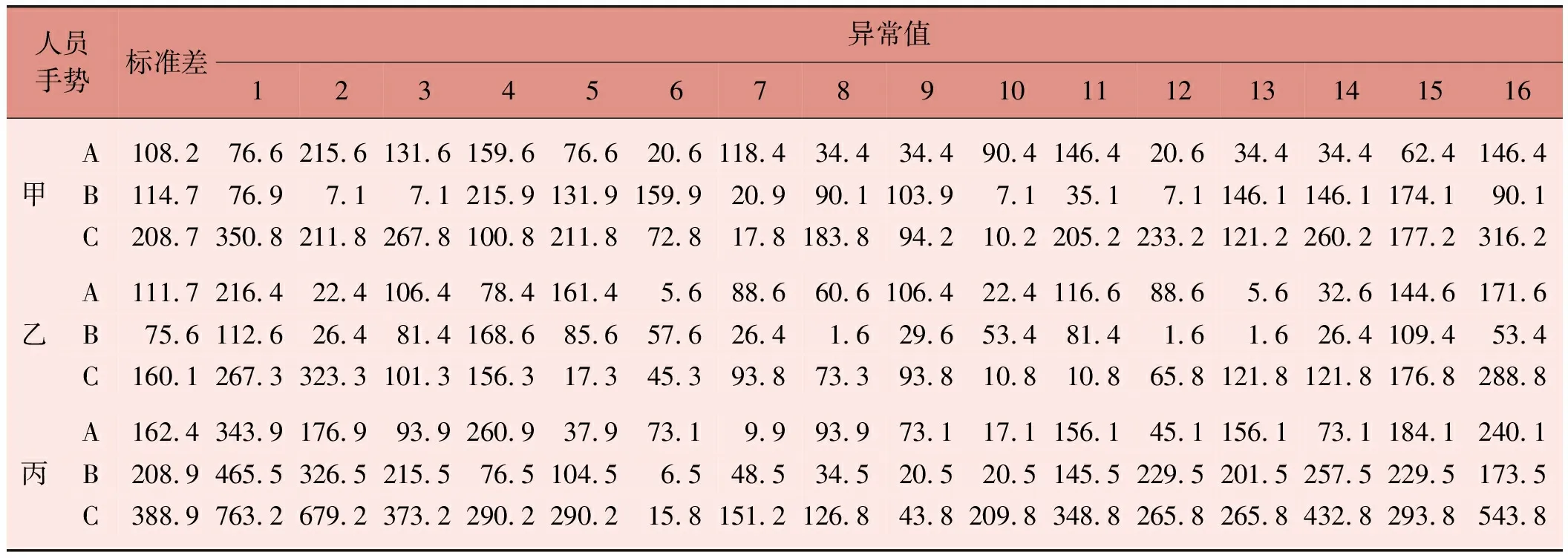
表3 手势工时异常值计量表
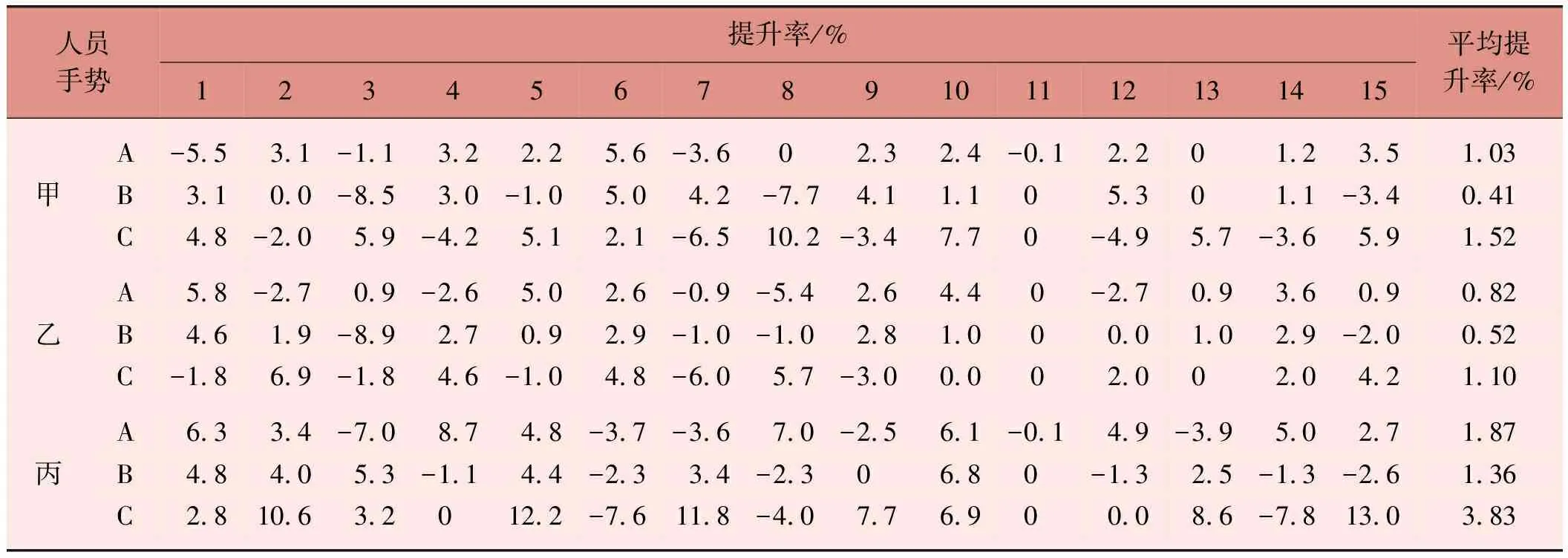
表4 手势提升率计量表
6 实际运用效果
在某生产车间中,缝制一款毛呢连衣裙,裙摆里布下摆围为152 cm。在车缝折卷里布底摆这一缝制工序,车间熟练师傅用手势A所用时间均值为2 834.6 TMU,而用手势C所用时间均值为2 334.2 TMU,效率提升17.7%。用手势A工作半天(4 h)单人均产量为19件,而用手势C为25件,提升率为31.6%。此外,采用手势C不仅时间效率有明显的提升,还规范统一了折卷边车缝的工艺制作标准。根据工艺制作标准的工艺要求,在编辑流水线时,不会因为不可知的因素,导致无法预测和计算折卷边工序的制作时间,从而造成不必要的人力与物力资源浪费[11]。
7 结语
本文针对折卷边车缝工艺特点,在分析手势A、B两种车缝方式基础上,创新设计手势C,通过试验对3种手势进行工时测定,并将其运用到实际服装批量流水线中。结果证明手势C能有效地改善常见折卷边工艺的瓶颈工序,实现提速增效。当然,由于面料材质和设备等客观因素,生产提升率会有所不同。
基金项目:1. 江西服装学院校级课题:基于服装产业升级背景下的IE工业工程创新研究与运用(JF-LX-XSZX-201919);2. 江西省教改课题:基于应用型本科院校“服装ERP”课程改革研究(JXJG-20-26-2);3. 江西省省级科技厅课题:灭火消防服多层织物系统透气性能及热湿舒适性研究(GJJ212411)