冗余PLC控制技术在制氢系统中的应用
2021-05-26王云刚
王云刚
(山西汾西重工有限责任公司,山西 太原030027)
现有两套制氢装置,分别是2007年投运的旧制氢系统和2009年投运的新制氢系统。两套装置的控制系统均为西门子S7-300软冗余PLC+ET200M架构,随着时间的推移,控制系统主机性能下降,运行期间暴露出的一些问题,给正常生产带来一定的安全隐患;同时存在问题还包括新制氢系统中控制的4套压缩机、100#设备属两套制氢系统公用部分,存在集中控制风险等问题。新制氢系统如果发生故障、停电或检修,将造成整个制氢控制系统停机,影响生产的有序运行。鉴于此,基于目前运行设备基础和生产工艺,针对控制系统存在的问题,设计一套整体解决方案,以满足生产运行要求。
1 控制系统网络架构及软硬件构成
冗余系统原理及实现的功能:冗余系统采用两套CPU模块,一套为主处理器,另外一套为从处理器。系统运行正常时,由主处理器执行程序,同时对现场设备进行控制,而从处理器监测主处理器状态。当主CPU出现故障时,从CPU立即接管对设备的控制,继续执行程序,如此完美实现对系统的冗余控制。此次选用相同的两套冗余控制器,分别对应新旧制氢两套系统。图1为控制系统网络架构。
硬件部分:新、旧控制系统分别增加一套S7-412H冗余PLC主机,用硬冗余替代原S7-300 PLC软冗余;在旧制氢装置控制系统中新增两套ET200M远程站。
软件部分:在新制氢装置控制系统中删除迁移的2台压缩机控制程序,降低CPU负载率;在旧制氢装置控制系统中增加迁入的2台压缩机控制程序;修改旧制氢装置控制系统硬件配置及软件地址,使之适配新控制程序要求;完善监控软件,在保留原监控系统功能同时,实现对4台压缩机及100#站的运行控制。

图1 控制系统网络架构图
网络部分:增加新、旧装置PROFIBUS-DP网络链路;设计网络切换装置及通讯接口;新增工业以太网业网络交换机,用于4台操作员站与冗余CPU通讯。
计算机部分:4台操作员站保留目前设备操控功能;4台操作站具备压缩机组、100#设备监控功能;4台操作员站间互为备用。
2 设计思想和技术方案
2.1 设计思想
基于目前运行设备基础和生产工艺,新系统设计用硬件冗余替代原系统软件冗余控制总体思路。在设备控制方面,将压缩机设备集中控制分解为新、旧装置分散控制;在运行风险控制方面,新系统的ET200M远程站可通过DP总线切换,连接至旧系统远程子站,在旧系统中实现对4台压缩机及100#设备控制,进一步降低系统运行风险,实现新系统升级改造。
2.2 具体技术方案
在旧控制系统中增加ET200M远程站,将新制氢装置控制系统中的两台压缩机I/O控制信号迁移到新增的ET200M远程站;系统正常运行时,新系统控制2台压缩机及100#设备,旧系统控制另外2台压缩机,新、旧制氢装置独立运行。当新系统检修或故障停机时,通过DP网路中继器进行切换(需人工操作),旧制氢装置作为主机连接新系统中所有ET200M远程站,在旧系统中完成对4台压缩机及100#设备的控制。
新旧制氢装置分别控制2台压缩机,大大降低了因新控制系统故障造成的全线停产风险;新、旧控制系统均可实现对100#设备的控制功能,确保公用系统生产顺行。
3 控制系统主要功能配置
3.1 冗余系统配置
硬件组态:打开STEP7软件,双击“SIMATIC Manager”图标,新建S7-400H单项目,在项目中插入“SIMATIC H Station”,然后双击“Hardware”组态硬件,根据控制系统现场机架、电源、CPU单元、数字量模板、模拟量模板以及同步模板,进行添加组态。同理,以相同的方式进行冗余CPU的硬件组态。需要注意通讯模块CP443的设置,创建并选择“Ethernet(1)”,选中“Set MAC address/use ISO protocol”,并且需要设置该网卡的MAC地址(见图2)。
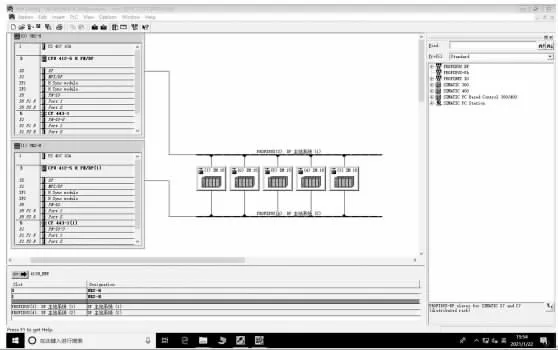
图2 PLC硬件配置图
3.2 设置PG/PC接口参数
双击“SIMATIC Manager”图标,点击“Options”,选择“SET PG/PC Interface”,将PG/PC接口设置成ISO Ind Ethernet方式(见图3)。
4 监控系统通讯配置及实现的功能
4.1 监控系统通讯配置
打开WinCC的ConterCenter,添加S7 Protocol Suite,选择Named Connections,插入一个新的Connection连接,进行设置(见图4)。
4.2 监控系统实现的功能
机组设备运行状态远程监控;关键设备运行预警、故障报警;设备远程启、停操作;机组运行参数设置;工艺参数趋势记录(见图5)。

图3 PG/PC接口参数设置

图4 wincc通讯配置

图5 系统监控画面
5 结语
新的控制系统投运后,现场进行了各种故障环节测试,控制系统均可稳定运行。同时对关键生产工序控制,采用冗余PLC控制设计,提升了控制系统的可靠性和稳定性,从自动化控制技术方面,为公司生产提供了技术保证,消除了因控制故障造成的系统热停时,确保了冶炼生产顺行。