十字槽圆盘螺钉冷镦头部开裂原因及预防
2021-05-26张卫新王鑫元章娟娟刘金洪
张卫新,王鑫元,李 娜,章娟娟,杨 锋,刘金洪
(浙江华远汽车零部件有限公司,浙江 温州325000)
十字槽圆盘螺钉是浙江华远汽车零部件有限公司为某汽车厂家生产的标准件产品,在冷镦过程中,机台操作人员反馈该产品的开裂比例较大,影响产品的正常生产。圆盘头部表面开裂,是在冷镦加工过程中,由于剪切和挤压应力的作用,产生的裂缝。2018年,作者接到反馈信息后,对此种开裂原因全程进行了参与。
1 开裂现状
2018年9月27日,使用国菱机械有限公司的冷镦机台型号FA-20C-02冷镦产品09122-06001-S234 M6*1*16,冷镦成品开裂比例达到12.9%,开裂位置存在于圆盘头部,裂纹与圆周呈现出45°角度,并指向凹槽位置,产品开裂外观如图1所示。盘条使用的是邢钢SWRCH35K材质,毛料尺寸Φ6.5 mm,材料炉号311801242,改制批号18-0244936。
2 开裂原因分析
2.1 材料化学成分
使用德国斯派克光谱分析仪检测,型号为MAXX05-F,检测结果材料成分在正常范围内,化学成分如表1所示。
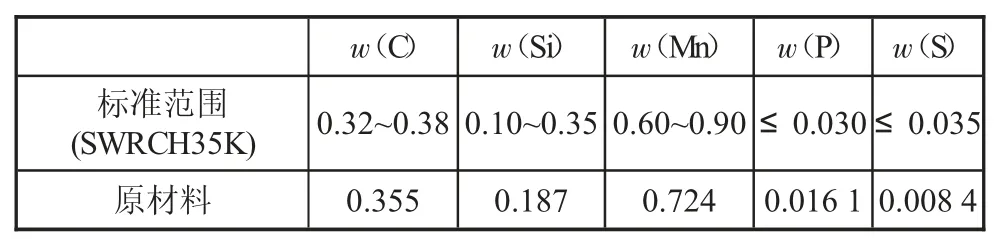
表1 化学成分
2.2 冷顶锻
成品丝直径d=5.23 mm,截取式样高度为2 d,使用万能试验机做冷顶锻1/4试验,材料并未发生开裂,冷顶锻试样如图2所示。
2.3 硬度
取螺钉光杆及圆盘处的开裂试样,通过洛氏硬度计测出,光杆芯部硬度85HRB,圆盘芯部硬度25HRC。

图1 产品开裂外观

图2 冷顶锻试验
2.4 材料组织
金相观察有裂纹和无裂纹圆盘的横切面,其中,裂纹呈现V型,且呈现位错现象。20X显微镜下观察,两者都有魏氏组织遗传,球化组织为5级。材料组织如图3所示。
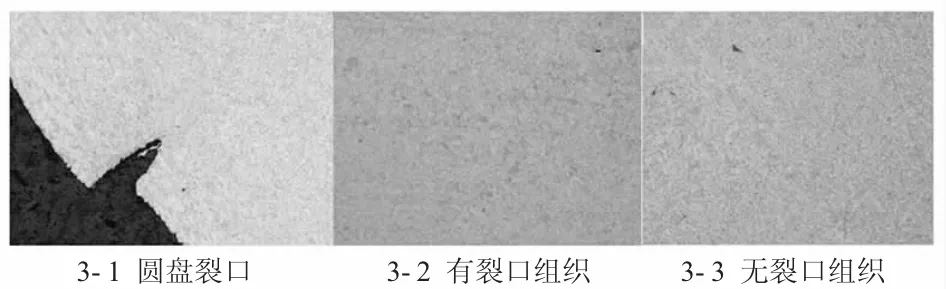
图3 材料组织
2.5 裂口分析
观察所有开裂产品的圆盘处,开裂位置都是在圆盘头部表面,角度约45°。使用两种炉号同样材质的盘条,在同一机床及模具下冷镦相同产品,顶针使用圆锥形,随机抽取100颗,统计开裂比例,炉号311801242,改制批号18-0244936开裂比例5%,炉号311802605,改制批号18-0247724开裂比例4%,顶针使用圆柱形,311801242,改制批号18-0244936开裂比例12.9%。圆盘开裂表面一侧较另一侧厚,对比圆周最厚处尺寸,开裂平均1.96 mm,未开裂平均1.79 mm,对比圆盘直径,开裂平均13.63 mm,未开裂平均13.73 mm。冷镦成型后产品高度尺寸都为20.07 mm。尺寸测量数据如表2所示,产品特征形貌如图4所示。

图4 不同顶针冷镦后的产品
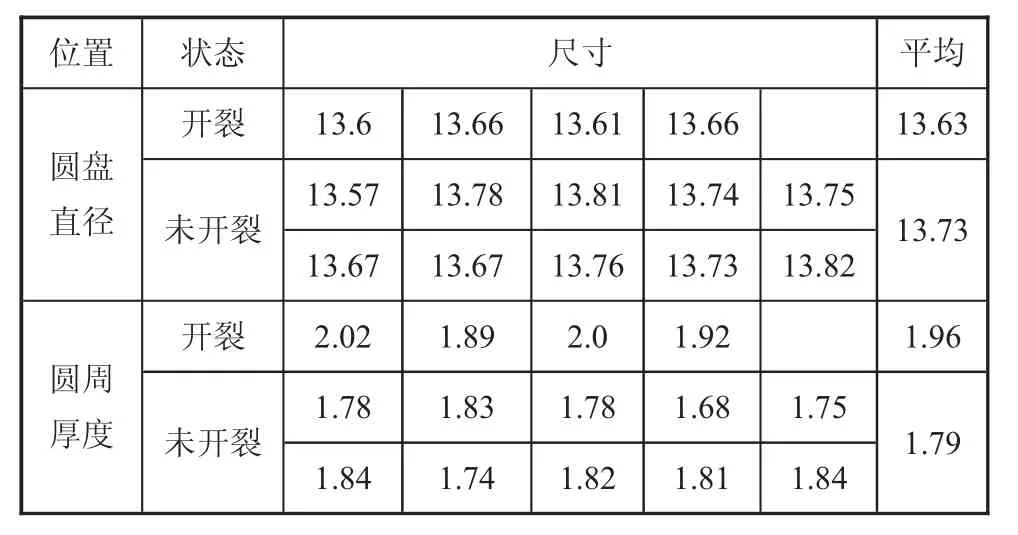
表2 螺钉圆盘直径及圆周尺寸 mm
3 原理分析
3.1 受力分析
以圆柱体镦粗为例研究冷镦时的受力状态,试样在镦粗时在外力的作用下受到压缩,高度减小、截面积增加,金属内部的质点流动遵循最小阻力定律。接触面上存在摩擦力,阻碍金属正常流动,产生不均匀变形。
将变形区按变形程度分为三个区:Ⅰ区为难变形区,受外力摩擦力影响最大;Ⅱ区为易变形区,与作用力约成45°角,变形程度最大,同时也承受较大的主剪切应力;Ⅲ区为自由变形区,变形程度居中,是外侧的鼓形区域。Ⅰ区和Ⅱ区受力状态为三向压应力,Ⅲ区外侧为自由表面,近似为单向压应力,由于Ⅱ区金属向外流动时,对Ⅲ区有径向压应力,使得该区金属收到切向拉应力,越靠近坯料表面切向拉应力越大[1]。切向拉应力促进晶间变形,加速晶界破坏,当切向变形超过材料允许的变形程度时,便引起冷镦表面开裂。冷镦受力分析如图5所示。
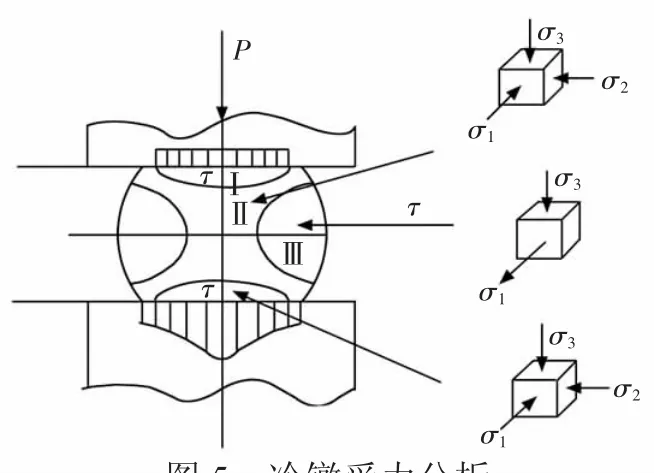
图5 冷镦受力分析
3.2 冷镦工序
材料使用邢钢SWRCH35KΦ5.23 mm的成品丝进行生产,经过两道工序成型。冷镦成型工序及尺寸如图6所示。
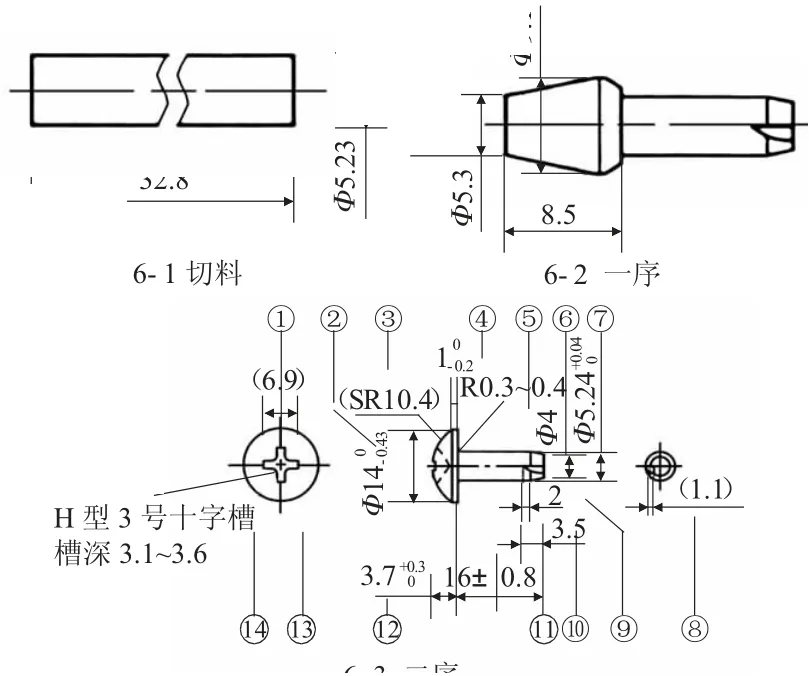
图6 冷镦成型工序及尺寸(mm)
4 试验验证
对开裂原因分析后,材料组织硬度都在正常范围内,通过受力分析,十字圆盘螺钉开裂发生在头部表面,且裂纹起始于头部圆周,从减少径向切应力入手,对冷镦产品一序直径变更。使用冷镦机台型号FA-20C-02冷镦产品09122-06001-S234 M6*1*16,使用盘条改制批号18-0247724,进行单因素对比试验。试验结果发现,Φ9.1mm开裂比例41.7%,Φ11.0 mm开裂比例0。初冲芯直径变化如图7所示。
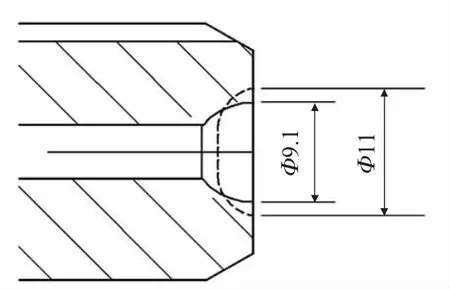
图7 初冲芯(mm)
5 预防措施
在材料成分、冷顶锻、组织、硬度正常的情况下,产品在头部45°方向开裂,主要是受到压应力过大,产生较大的径向切应力,使晶界破坏,超出材料的强度后,产生的裂纹。可以将初冲直径由Φ9.1 mm改为Φ11.0 mm,可以明显改变螺钉头部开裂的程度。
6 结语
在材料正常的情况下,冷镦内十字槽或内梅花的产品时,产生的头部裂纹,主要是在头部成型时,会作用过大压应力和径向切应力,使头部表面切向应力大于材料本身可承受的应力,造成晶界破坏。可以通过降低最后头部成型高度和凹坑深度,进而减少开裂程度。