屈服强度620 MPa级汽车边梁用钢的开发
2021-05-26王朋飞张玉文任振远
王朋飞,李 博,张玉文,任振远
(唐山不锈钢有限责任公司,河北 唐山063105)
随着汽车市场对节能、环保、安全、舒适等要求的提高,汽车车身轻量化成为当今汽车技术发展的重要发展方向。由于高强钢和超高强钢在减轻车身质量的同时,还能提高汽车车身的结构强度及能量吸收能力,因此高强钢和超高强钢仍然是最经济、最有效的轻量化途径之一。
随着汽车行业的发展,国内自卸车轻量化发展,越来越多自卸车为了减轻质量,其结构采用屈服强度620 MPa以上,抗拉强度710~880 MPa级1.5~3.0 mm薄壁冷弯型钢结构设计替代热轧厚规格高强钢。以货车边梁为例,采用了高强钢方矩形焊管,在焊管冷弯成型过程中,强度有所升高,而延伸率大幅度下降,为保证高强钢方矩形焊管达到货车用钢延伸率≥10%的要求,高强钢带的延伸率应不低于15%,强塑积不低于12 GPa,屈强比不高于0.90。由于Nb、V微合金强化,或Nb-V-Ti复合强化高强度热轧钢带轧制抗力较大,薄规格轧制比较困难,技术很难满足上述性能要求,同时存在厚度加价,效益较低[1]。
本文所研究低成本单Ti微合金化屈服强度620 MPa级热轧钢带产品在提高车身强度的同时,能降低使用钢板的厚度,减轻整车质量,减少车辆燃油消耗,具有重要的开发价值。
1 基本技术要求
1.1 化学成分
TS700H化学成分范围参照国标GB/T 1591低合金高强度结构钢Q620M的成分要求进行设计限定,如表1。
TS700H产品的微合金采用Nb-Ti复合体系。

表1 TS700化学成分范围 %
1.2 力学性能
TS700H的力学性能范围参照国标GB/T 1591低合金高强度结构钢Q620M的性能要求进行设计限定,由于火车边梁用620 MPa高强钢用材厚度主要在3.0 mm及以下,不要求做冲击功,如表2所示。

表2 TS700H性能要求
2 产品设计
对于屈服强度620 MPa级热轧高强钢,需要充分利用合金析出强化及细晶强化手段(见图1),同时为降低生产成本,目前主要采用低碳微合金成分体系,在C-Mn基础上,添加Nb、V、Ti等合金元素进行设计。通过控轧控冷,在保证产品强度的同时,使产品具备较低成本、较高的使用性能[2]。

图1 不同厚度钢板的屈服强度与w(Ti)的关系
2.1 成分设计
TS700H产品成分设计范围见下页表3。
TS700H产品采用低碳、常规锰成分设计,为降低生产成本,微合金元素采用单Ti强化。通过成本测算,TS700H成本比常规Nb+Ti复合强化同强度产品低约30元/t。

表3 化学成分设计 %
2.2 工艺设计
根据1580产线设备特点及控制能力,基于本产品的目标性能,设计生产工艺流程为:BOF→LF→CC→1580热轧。
炼钢生产采用自动化炼钢,提高成分、温度的命中水平,保证产品成分的精准控制。通过优化生产节奏,从而保证拉速的稳定控制,生产时保持恒拉速控制。连铸采用低过热度控制,减少中心偏析对产品均匀性的影响,采用保护浇注,避免浇注过程产生氧化物夹杂。
为保证产品机械性能及工艺性能,结合产品CCT曲线,热轧采用TMCP控轧控冷技术,优化层流冷却温度制度,采用两段冷却、低温卷曲以获得F+B组织。冷却路径见图1。

图2 CCT曲线及冷却路径
3 实物及性能
3.1 成分控制
TS700H产品物理性能满足目标要求。

表4 化学成分实际控制 %
3.2 组织与析出(见图3和图4)
TS700H组织为多边形铁素体F+珠光体P+粒状贝氏体GB,晶粒度均为12级,带状组织1级,无中心偏析,未发现明显夹杂物。
3.3 折弯性能(见图5)
横纵向D=0a折弯性能良好。

图3 产品组织控制情况
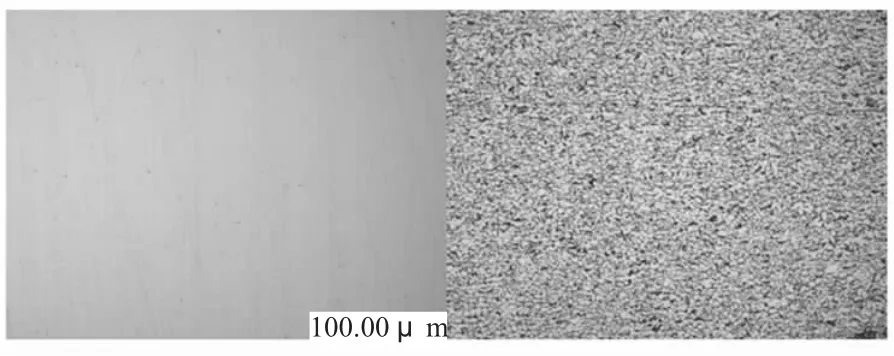
图4 产品夹杂物与带状组织控制情况

图5 180°冷弯实验
4 结论
1)采用单Ti微合金强化成分设计以及合理的控制空冷技术,获得屈服强度620 MPa级热卷产品,延伸率A≥18%的高强汽车边梁用钢,满足设计目标要求。
2)TS700H显微组织为多边形铁素体F+珠光体P+粒状贝氏体GB复合组织,平均晶粒度12级。
3)对TS700H进行冷弯实验,成型性能良好,满足客户端加工要求。