预变形状态对双相钢成形极限能力影响分析
2021-05-26刘洋
刘 洋
(河钢集团唐钢公司,河北 唐山063000)
随着社会的发展,科学的进步,人民物质需求的不断提高,钢铁作为国民经济支柱产业也在与时俱进。根据市场需求,钢铁产品向着更“轻便、安全、美观”方向前进。尤其是汽车产业的变化日新月异,催生出了大量优质的钢材,20世纪70年代,性能优异的双相钢应运而生。双相钢是一种高强度高延性低合金钢,被广泛应用在汽车车轮、保险杠、B柱等零件上。而板材被制作成各式各样的零件需要经过复杂的加工成形过程,这就需要需要其拥有良好的成形性能并且能够稳定生产以满足工业化需要。
通常使用扩孔率来衡量材料的成形极限能力,相关学者已针对双相钢开展了一些成形极限方面的研究,然而材料成形过程中往往掺杂着各种复杂的横纵向变形,这就使得未变形状态下的扩孔率无法准确适用于工业化生产,使得材料在加工过程中出现开裂、起皱等问题,影响材料使用。
本文针对影响双相钢预变形状态下的成形极限能力的因素开展试验分析和研究,以此来对应材料实际生产过程中的成形极限,为双相钢冲压工艺优化提供有效的支撑,保障工业化生产正常。
1 双相钢的成分分析
研究材料成分见表1。
高铝成分的双相钢,合金元素Cr、Mo、Nb、Ti含量较高造成成本较高。在相对较低的C成分上,添加Mo大大提高亚稳态组织稳定性,确保了双相组织的获得,且对生产时冷却要求较低。Nb、Ti起到细化晶粒作用,对于保证组织均匀稳定也起到了一定的作用。

表1 W780QX材料成分 %
2 双相钢的金相组织(见图1)
研究材料组织见图1。
高铝成分体系DP780未见明显的带状组织,晶粒细小弥散,马氏体呈条状,弥散分布在铁素体中。晶粒均匀性良好,均匀变形能力和成形性能应该较为良好。
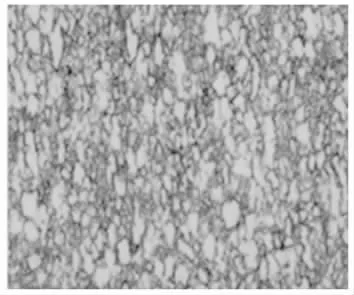
图1 高铝成分体系DP780组织
3 扩孔试验分析
分别取厚度为1.35mm、1.50mm、1.65mm、2.00mm,400 mm×100 mmCR420/780DP横纵向试样,对其进行预拉伸,控制实现不同预变形量,然后截取变形中心区域100 mm×100 mm试样。通过板材成形性试验机进行冲孔扩孔试验。将试样采用冲孔形式加工出Φ10 mm的中心孔,然后按照GB/T 15825.4—2008BI标准进行扩孔试验。采用游标卡尺测量试样破裂前、后的圆孔内径D0、Df,用它们计算扩孔率作为金属薄板得扩孔性能指标,同时在试验过程中观察裂纹起始点及裂纹扩展方向。
式中:λ为扩孔率,Df为扩孔后直径,D0为初始孔径。
图2 为试验所用试验机,图3为扩孔试样及模具图。

图2 试验机
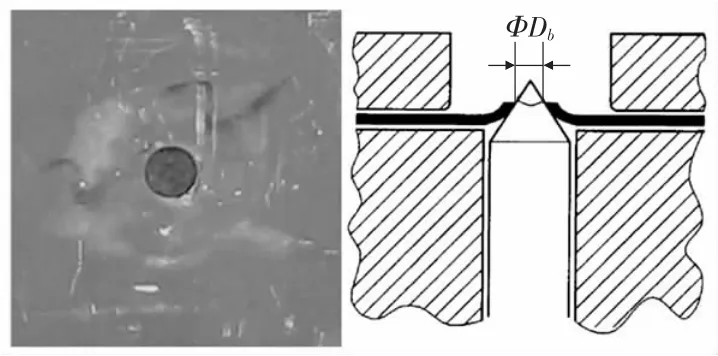
图3 扩孔试样及模具图
试验材料性能见表2。
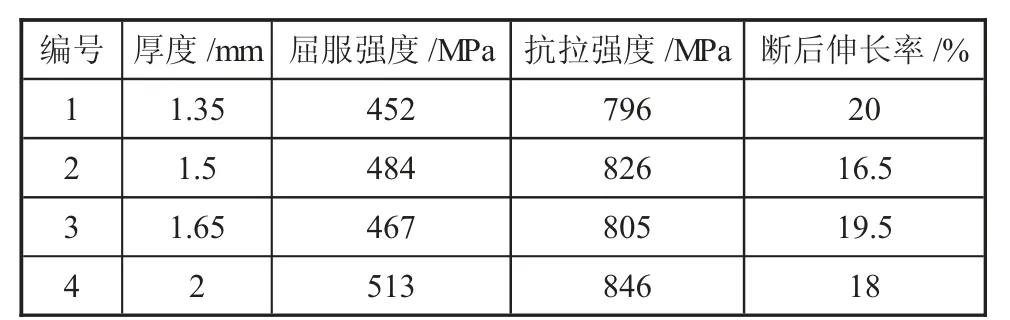
表2 材料性能
对所有试样进行扩孔试验,得到试验数据如表3。
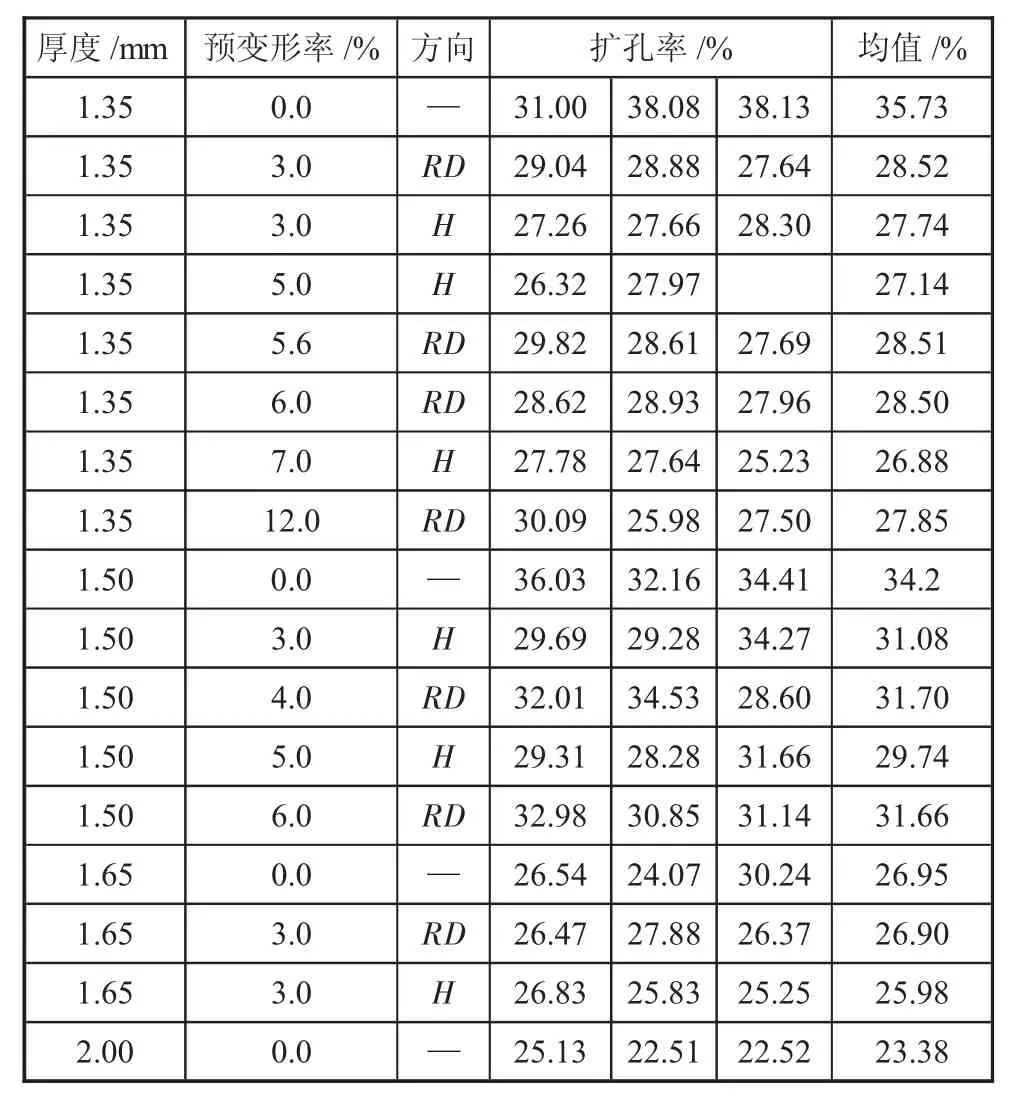
表3 试样扩孔率
图4 为1.35 mm厚度材料扩孔率随预变形量变化趋势,图5为0.15 mm厚度材料扩孔随预变形量变化趋势。

图4 1.35 mm厚度各预变形量下扩孔率
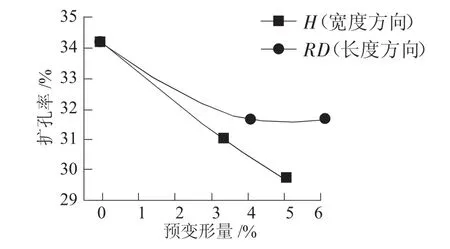
图5 1.5 mm厚度各预变形量下扩孔率
总结实验数据并分析原因可以得出CR420/780DP扩孔率变化规律:
1)总体上来说,预变形量越大,材料的扩孔率则越低,也就是材料受到预变形的影响后,其边部变形能力下降。换言之,预变形占据了材料变形空间一部分,使得材料后续变形空间缩小,变形能力下降。
2)可以看出扩孔率的降低并不是随着预变形量的增加呈线性降低的趋势,预变形量从0增大到3%扩孔率急剧减小,随着预变形量继续增大扩孔率基本维持稳定起伏不大。
3)横纵向预变形对于扩孔率下降影响差别不大,纵向预变形下扩孔率减小幅度较横向预变形略小。
4)在较小预变形量的相同预变形条件下,材料越厚,扩孔率减小幅度越小。
4 结论
1)预变形量大小与方向都会影响双相钢成形极限能力;随着预拉伸变形量的增加,由于应变集中造成马氏体/铁素体界面或马氏体的破坏,降低了铁素体区域塑性变形,板料的整体变形协调能力下降,导致不同厚度的DP780在轧制方向和横向上的扩孔率均减小,板材厚度对扩孔率也有很大影响。
2)双相钢在冲压变形过程中扩孔率会发生减小,并且在小变形量下扩孔率减小幅度较大,所以在工业生产中选材时需要考虑留出更多的安全裕度,来保证材料成形顺利,避免开裂等问题发生;相同冲压条件下,应该尽量控制材料厚度偏高以抵抗冲压开裂情况。
3)纵向预变形下材料成形极限能力减小幅度较小,所以当材料成形过程不顺利及发生开裂等问题时,可以尝试旋转料片方向,使材料旋转90度后进行冲压。