瓷砖抛光磨头磨削参数优化
2021-05-23徐斌

摘 要:在本文中,设计一个综合性试验用于观察不同转速、压力、磨块粒度号下磨头的磨削效率和能耗,试验结果清晰的显示磨头的磨削效率与磨头的转速不成正比。同时调查了陶瓷厂抛光磨头的能耗,调查结果得出抛光线抛光线抛光磨头效率和能耗的分布规律,并对每个工序的抛光磨头磨削参数和能耗进行优化。
关键词:磨头;转速; 能耗;磨削效率
1 前 言
瓷质砖是一种非常紧密的陶瓷材料,在瓷砖加工中抛光可获得高质量的瓷砖表面。随着人们对高质量瓷砖需求的增加,对瓷砖高光滑磨削技术和高生产能力产生强烈的要求。瓷砖抛光过程是由排成一个序列的切线抛光磨头完成,磨头上配置粒度逐步降低的磨料。通常超过60抛光头和多达20种不同的磨料尺寸用于瓷砖生产,满足市场所需的光泽水平[1~3]。
抛光线已经发展到大型化,瓷砖抛光设备发展极大的增加了水和电的能源消耗。磨头的磨削参数对瓷砖表面质量,成本,以及生产效率有重要影响[4~6]。磨头能耗随磨头磨削参数而变化。如果砂轮磨削参数是不合适的,抛光线就容易产生能耗不平衡。为了适应瓷砖加工,磨削参数(压力,进给速度等),必须进行优化。
在本文中,设计一个综合性试验用于观察不同转速、压力、磨块下磨头的磨削效率和能耗。同时我们调查了陶瓷厂抛光磨头的能耗。试验结果清晰的显示磨头的磨削效率与磨头的转速不成正比。基于陶瓷厂调查结果,我们得出抛光线抛光线抛光磨头和能耗的分布规律,并对每个工序的抛光磨头磨削参数和能耗進行优化。
2试验
2.1试验设计
本试验对磨头转速、气缸气压、磨块粒度号这3个因素进行试验。各参数选取如下:
1)转速选取:现磨头标配转速为520 rpm, 根据磨头小皮带轮轴心尺寸和传动比,试验转速取值540rpm,560rpm,590rpm,610rpm。为了便于对比,也选取470rpm,520rpm进行试验。所以试验磨头砖转速有6个值。
(2)气缸压力选取:0.2MPa,0.3MPa,0.4MPa。
(3)磨块粒度号选取:试验磨块按照粗中精抛三道工序来分类进行,a)粗抛:金刚46#;b)中抛:碳化硅240#;c)精抛:碳化硅800#。
试验瓷砖选用刮平过的瓷砖,瓷砖的规格是600mm×600mm×10mm,试验瓷砖一共120块。
2.2试验过程
试验前先将所有的试验瓷砖编号,并进行一一称重记录。将瓷砖放置在传动带上,在加工过程中传送带固定不动。按照表1参数配置进行试验。其他参数不变,更换磨块再按照表1进行试验。直至所有的磨块都试验后,将磨头转速利用变频器调整为520,再按照上述步骤进行试验,直至将所有的转速都试验完。
每个试验结束后,将试验瓷砖取下风干后称重并记录。每个试验过程中都要记录磨头电流表数值。
试验结果如表2-表4所示。
3试验结果与分析
3.1粗抛工序
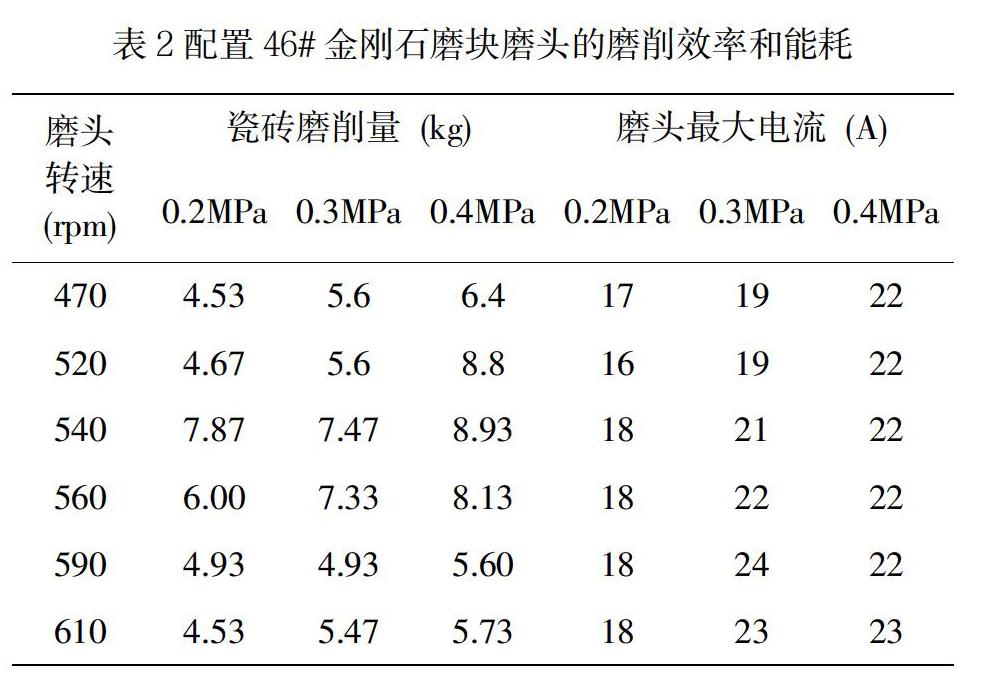
表2的试验数据显示,磨头转速与瓷砖磨削量不成正比。以转速540为转折点,转速越高磨削效率越低。而磨头驱动电机的能耗却越来越高。现在标配磨头的转速为520转,驱动电机为11kW,额定电流21.5A。工作时的工作压力为0.4MPa,将磨头转速提升到540,而磨削量仅提升了0.13kg。但是电机电流是22A,达到了超负荷运转的状态。电机的功率需要提升至15kW,显然不合适。
综上分析可知,在粗抛阶段,不能盲目的通过提高转速来提高磨削效率。转速功率的增加与磨削量不成比例。造成了能源的浪费。
3.2中抛工序
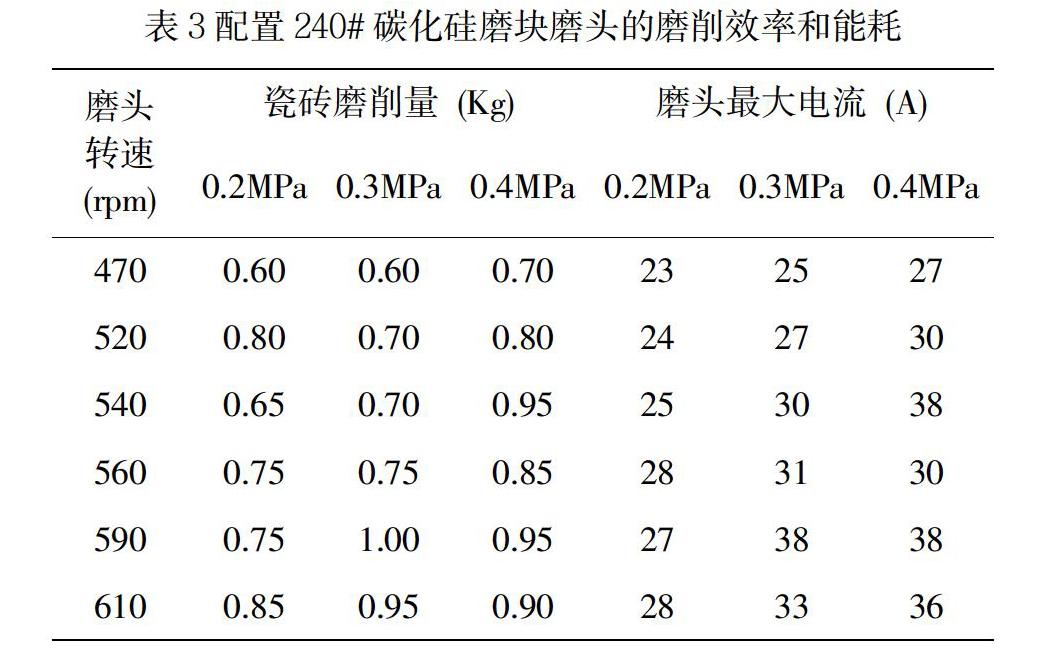
表3的试验数据显示:磨头转速与瓷砖去除量不成比例,磨削量仅仅是0.05-0.1之间的差别。而电流却达到38A。
因此,在中抛阶段,不易提速。520是最佳转速。
对比表2、3看出,碳化硅磨块消耗的电流比金刚石磨块消耗的电流多。同样是520的转速,0.4MPa的压力,金刚石的电流是22A,而碳化硅的电流是30A。显然,中抛阶段在超负荷运转。
3.3 精抛工序
表4试验数据显示,随着磨头转速的提升,磨削量几乎没有什么变化,而能耗也变化甚微。
数据显示,在这个阶段可以将转速提升到590-610。但是电流能耗达到24A,需要将电机的功率从11kW提升到15kW。
4陶瓷厂一线数据调查结果与分析
4.1试验设计
本文对佛山多家陶瓷厂的同类型瓷砖生产线进行调查,该生产线的概况如表5所示。
本次调查的对象是生产线中的抛光工序,该工序由分为粗、中、精抛,一共3台抛光机,第一抛光机15个磨头,第二、三抛光机各16个磨头。本文调查记录每道工序中每个磨头的转速、磨头电流、磨头压力、磨块粒度号、磨块类型。并做记录。
4.2粗抛工序调查结果与分析
表6数据显示,粗抛工序配置的都是金刚石磨块,磨头压力在0.3-0.4MPa之间,转速是520。但是磨头工作电流的能耗最低仅为11.1A。而配置的电机是11kW,额定电流是21.5A。电机仅发挥出一半的功率。
4.3中抛工序调查结果与分析
表7调查数据显示,中抛阶段一半的电机采用金刚石磨块,另外一半的电机采用碳化硅磨块。金刚石磨头的电机能耗低。而碳化硅磨块磨头的能耗高,在同样的转速和磨头压力下,碳化硅磨块磨头消耗的电流达到30.2A,而金刚石才11.4A。他们所配置的都是11kW的电机。碳化硅磨块磨头在超负荷运转。
4.4精抛工序调查结果与分析
表8调查数据显示,精抛阶段全部采用碳化硅磨块,磨头的电流能耗在16A到31A之间。磨头都是在超负荷运转,但是磨头的转速却很低。这与高转速来提高光泽度的实际相矛盾。
5讨论
通过实验我们得出磨头的转速与瓷砖的磨削量不成正比,随着磨头转速提高,磨削效率会下降。但是能耗却在上升。这也打破工程们认为磨头转速越高,磨削效率越高的观点。在粗、中抛阶段520转速的磨削效率是最高。精抛阶段还有足够的转速提升空间。
调查结果显示,金刚石磨块磨头消耗的电流很小,是碳化硅的一半左右。陶瓷厂实地调查研究结果显示,在瓷砖生产线中粗抛全部都配置的是金刚石磨块,中抛部分配置金刚石、另外一部分配置的是碳化硅磨块。精抛配置的全部是碳化硅磨块。粗抛阶段的磨头电机电流只是额定电流的一半,没有发挥出应有的效率。而中抛碳化硅磨头却在超负荷运转。精抛阶段由于磨头能耗的限制,提速也受限制。
综合上述调查结果分析我们得出:现行的瓷砖抛光线中的抛光工序中,采用了相同的配置的电机和转速,11kW电机,转速都是520,致使粗抛阶段没有发挥出电机的潜力,在浪费能耗。中、精抛抛在超负荷运转。精抛提速受限。會造成能耗利用的不平衡。降低抛光线的加工效率。
根据研究结论,对现有的瓷砖抛光线中抛光工序中磨头电机转速和能耗配置进行优化。
将粗抛和中抛中闲置的能耗重新分配给碳化硅磨头,同时提升和优化每个工序的转速。
在配置金刚石磨块的粗抛、和部分配置金刚石磨块的中抛中,将电机更换为7.5kW额定电流15A。磨头转速还是520转。试验结果显示,在粗、中抛阶段,520转转速的磨削效率是最高。所消耗的能耗是最少的。电流也不超负荷。在使用碳化硅磨块的中抛阶段将11kW电机更换为15kW,额定电流为30A。但是磨头转速还是520。试验结果显示,在中抛光阶段转速提升,效率反而下降,只会增加能耗。调整后的电机不会出现超负荷运转而造成烧电机的现象。
在精抛阶段,将磨头的电机也更换为15kW,30A电流。但是转速提升为590-610。试验结果显示,磨头转速的提升,对磨头能耗的影响不是很大。电流也在15kW电机的额定电流允许的范围内。因为磨头转速的提高,会大幅度的提升瓷砖磨削效率,提高瓷砖光泽度。
这样优化可以打破能耗不平衡的现象,达到使用效率最高的、加工效率最高的状态。
6结论
(1)本文通过实验和调查研究结果得出如下结论。磨头转速与磨削效率不成正比,盲目提高转速会造成能耗的浪费。粗、中抛最佳转速为520到540之间。而精抛可以达到590-610。
(2)现行抛光工序最佳优化配置是:粗抛阶段和部分中抛阶段电机功率7.5kW,转速520,配置金刚石磨块。中抛阶段配置碳化硅磨块的电机功率15kW,转速520。精抛阶段电机功率15kW,磨头转速590-610。
由于技术的限制,金刚石磨块最大能够制造240#的,随着科学技术的进步,1000#金刚石磨块将可制造出来,磨头就可全部配置7.5kW电机。整个抛光线的能耗可下降。
参考文献:
[1] 许学锋. HQ大规格通体花岗岩瓷砖:当之无愧的国内领先[J].佛山陶瓷.2017,(4):C03-04.
[2] 陈彩如,谭建平.大规格陶瓷砖抛光过程仿真与试验研究[J].中国陶瓷,2008,(2)44:45-47.
[3] 朱为扬.大板平度的形成和控制[J].石材,1994,(5):35-38.
[4] 邵俊鹏,徐斌. 冲击-切削联合破碎瓷砖机理与建模[J]. 振动与冲击. 2012,(1):32-37.
[5] 邵俊鹏,徐斌. 多转速抛光机创新设计及振动实验研究[J]. 振动与冲击. 2012,(4):110-114.
[6] 邵俊鹏,徐斌. 磨粒的“后部效应”对瓷砖破碎及振动的影响[J]. 中国陶瓷. 2012,(6):36-42.
