机械装配装置电气控制系统的优化及数控参数的调整
2021-05-19白益文
白益文
(山西省轻工建设有限责任公司, 山西 太原 030012)
引言
近年来,随着现代制造技术的不断发展和进步,社会生产力得到明显提升。对于零件而言,在机械设备自动化水平和智能化水平的支撑下,其制造业已经逐步进入自动化时代。但是,对于一个完整的机械设备或者大部件而言,其生产效率和质量在很大程度上受制于其组成零部件的装配效率和质量[1]。也就是说,机械制造水平和装配水平差距较大,制约了整个机械制造行业的发展。因此,实现机械制造行业的全自动化对降低行业的制造水平,降低生产成本,并保证最终制造并组装产品的质量具有重要意义。本文着重对机械装配电气控制系统进行优化,并对其装配系统的数控参数进行调整,以提高机械制造行业的装配效率。
1 机械装配装置概述
机械装配装置的主要组成部分包括有机械本体、控制系统、测量系统、传感器系统以及启动系统等。机械装配装置控制系统对应的结构框图如图1 所示。

图1 机械装配控制系统结构框图
机械装配控制系统根据所装配零部件的不同均按照如下顺序完成装配。具体顺序如下:吸具退出—吸取待装配的零件—根据待装配零部件的位置关系对其姿态进行测量,根据测量结果移动装配零件至指定位置,释放待装配零件。根据机械装配系统的动作先后次序及原理为其配置相应的数控系统,为保证后期各个模块维护便捷性和成本,采用模块化设计理念对数控系统进行设计,主要包括有人机界面系统、840D 数控系统和FM-NC 数控系统。其中,840D 为机械装配系统的主控制系统,其主要完成系统各个轴的运动控制与上位机、FM-NC 系统和相关传感器的通信外,还对整个装配过程进行实时监测和控制。
当前机械装配装置控制系统在实际装配过程中存在安全隐患,而且装配所得产品存在一定的误差[2]。因此,本文将从电气系统改进着手提高机械装配装置的可靠性和装配精度。
2 电气控制系统的优化及改进
本节拟通过对机械装配装置电气控制系统进行优化改进,以提升装配装置的可靠性和安全性,使其对应的硬件结构更加紧凑,控制更加便捷。总体优化改进思路如下:
1)针对提高电气控制系统的可靠性,拟采用冗余设计技术实现;
2)针对提高电气控制系统的安全性,拟通过增加相应的检测系统保证,并为其配置相应的软件系统,丰富故障诊断和报警功能;
3)为实现对装配装置的便捷控制,对原先两套控制系统进行简化,在降低软件开发难度的同时,提高控制程序的灵活性;同时,对控制系统进行简化还可避免两套控制系统通讯时出现错误。
本节将从电气系统和控制系统两方面详细阐述具体优化改进方案。
2.1 电气系统的优化改进
针对电气系统的优化改进着重对提升装配装置气动手爪和真空吸具的可靠性和安全性对其电气系统进行改进。为解决真空吸具和气动手爪的误动作,采用双模块输出对真空吸具和气动手爪进行控制,以提高其可靠性;为进一步提升真空吸具和气动手爪的安全性,对两部件采用混合并联冗余设计对其进行控制[3]。
针对真空吸具和气动手爪电气系统可靠性和安全性的优化改进如图2 所示。
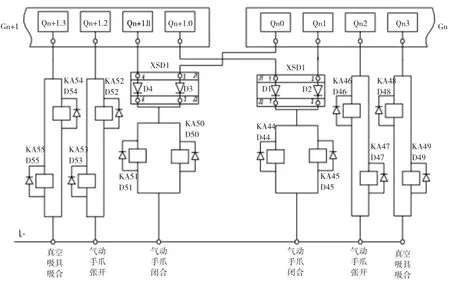
图2 基于双模块输出和冗余设计改进电气系统
此外,对于机械装配装置而言其中涉及了高电压、大电流的电力电气设备,在实际工作时由于线路中大电流以及电磁等均会对电气系统的控制精度造成干扰。为此,对原机械装配装置电气系统采用常规的屏蔽技术、接地技术以及滤波技术提升系统内部的抗干扰能力。具体操作如下:
1)系统内部的电缆均对其进行屏蔽处理,在阻隔其他线路干扰的同时,也避免其对其他线路的干扰;
2)为装配装置设置虚拟地并形成一个电流回路实现接地,包括保护地线、工作地线和屏蔽接地。其中,针对屏蔽接地与电缆的屏蔽层联合应用,即将电缆的屏蔽层汇聚为一条线与接地铜排连接;
3)基于滤波技术主要对电气系统中的电磁噪声问题进行解决;除此之外,为电气系统配置抑制器对元器件之间的浪涌问题进行解决。
2.2 控制系统的优化改进
针对机械装配装置采用两套控制系统分别对数字伺服轴和模拟伺服轴控制时存在的两套控制系统通讯容易出现错误,且对应软硬件结构均相对复杂的问题,对其控制系统进行简化改造[4]。总体优化改进思路为将原来840D 和FM-NC 的两套数控系统简化为基于ANA 模块的840D 控制系统。控制系统优化改进后的结构如图3 所示。

图3 基于ANA 模块对840D 控制系统改进后结构图
如图3 所示,基于ANA 模块840D 数控模块对机械装配装置进行改进后主要特点在于采用ANA模块替代原FM-NC 数控模块对模拟伺服轴进行控制。经实践表明,基于ANA 模块对控制系统进行改进后对应控制系统的结构更加简单,更加紧凑;经优化改进后的一套控制系统解决原两套控制系统信号处理以及信号传输所导致的控制延时问题,特别需要注意的是由于避免了两套控制系统的通讯问题,从而消除了由于通讯所导致的故障。
因此,基于ANA 模块对控制系统进行改进后大大提升了系统的可靠性和安全性。
3 机械装配装置数控参数的调整
对机械装配装置数控系统对应的电气系统和控制系统分别进行改进优化后,为保证改进后控制系统能够按照预定要求对装配过程进行控制,还需对其数控参数进行调整,主要对PLC 控制器中的参数进行调整,具体调整步骤如下:
1)将原PLC 控制器及对应标准机中的数据擦除;
2)根据机械装配装置控制要求对PLC 控制器中的参数进行重新设置,对改进后控制系统的特殊功能进行添加,重新对装配装置的定位精度检测进行设置[5]。
3.1 数据的清除
对于PLC 控制器中参数的重设需经历如下步骤:将控制系统的PLC 控制器电源关闭,即将开关打至“STOP”的挡位;将PLC 控制器电源打开,将开关打至“MRES”的挡位,待“STOP”灯重新亮起后,松开“MRES”档位,反复操作完成PLC 控制器参数的清除工作。
对于标准机床中参数的重设需经历如下步骤:将标准机床关闭,同时将标准机床硬件开关打至“1”的位置;将标准机床开机,待装配装置数控系统正常启动后,将标准机床硬件开关打至“0”的位置,至此完成标准机床参数的清除工作。
3.2 数控系统精度检测的调整
对于机械装配装置在实际操作过程中的误差检测主要通过双频激光干涉仪完成。在实际装配过程中由于不同设备及部件的装配允许误差不同,故需根据实际装配对象对精度进行调整。对于改进后装配装置数控系统的精度而言,采用螺距的补偿功能对其可达到的精度进行调整。具体精度检测调整步骤如下:
1)启动数控系统中的螺距误差补偿测试程序,并采用双频激光干涉仪对当前数控系统螺距误差的具体值进行检测;
2)根据所测定的具体误差数值写入螺距误差补偿程序中,启动螺距误差补偿程序,从而完成对机械装配装置数控系统误差的检测和调整。
4 结语
随着我国制造业水平的不断发展与进步,目前针对多种特种零件的加工技术已经取得了关键突破;同时,制造设备自动化水平的不断提升也大大提高了零件的加工效率。但是,对于一个设备而言,还需对加工好的零件进行装配,也就是说零件装配的质量和效率在很大程度上决定了设备的质量和加工速度。针对当前机械装配装置可靠性低、装配误差大以及安全性低的问题,基于双模块输出和冗余设计改进电气系统,基于ANA 模块对数控系统进行简化改造;此外,还对改进后数控系统的参数进行重设,对改进后装配装置误差进行重新调整设定。
总的来说,为机械装配装置电气控制系统增加相应的冗余设计、屏蔽设计等理念,并将原有的两个独立的控制系统简化为一个控制系统,大大简化了控制系统结构,解决了原来两个控制系统通讯故障的问题,从根本上提升了机械装配装置的可靠性和安全性。