铝锰铁合金连续浇铸机的设计与应用
2021-05-17李明波
李明波
(济南鲍德炉料有限公司,山东 济南250011)
1 前 言
随着我国钢铁工业的迅速发展,市场对深冲钢、超深冲钢的数量需求越来越多,质量要求越来越高,因此对钢铁冶炼过程中脱氧工序提出更高的要求。传统工艺采用金属铝或铝铁重熔形成的合金进行成分调整及脱氧,存在脱氧效果明显降低、铝的收得率低的问题。为既不影响铝的收得率,又能保证脱氧效果,铝锰铁合金脱氧剂便在生产中被广泛应用。铝锰铁的浇铸工艺通常是将合金铸铁模平放在支架上,吊装钢包,内盛铝锰铁钢液,将铝锰铁钢液倾倒入合金铸模中,使用专用工具刮平,待合金冷凝后反转模具脱模,合金块落到地面上,人工收集脱模后的铝锰铁合金并吊装到冷却区进行冷却,合金温度降到室温后,人工破碎、包装。此工艺操作人员劳动强度大,生产效率低,生产成本高。为解决此问题,在铝锰铁合金生产线上制作安装合金连续浇铸机。
2 铝锰铁合金浇铸机的结构设计
在铝锰铁合金生产线上,设计配备连续浇铸装置,铝锰铁合金钢液经中频炉冶炼后,倾倒入钢包中并吊运至浇铸机的浇铸位置,摇转钢包,钢液经溜槽流入铸模内。随着铸模前移,铸模内的钢液在旋转刮平布料装置作用下平铺在铸模内腔,钢水填满模腔的凹槽,铸模在链板带动下继续前移,钢液逐渐冷却凝固成合金块,当移动到脱模区经气动锤击脱模后脱离模具落入收集料斗中。
铝锰铁连续浇铸机包括浇铸机支架、链传动装置、浇铸装置(包括浇铸溜槽和旋转刮平布料装置)、冷却装置、涂料喷涂装置、气动锤击脱模装置,如图1、2所示。在支架上安装链传动装置,链传动装置包括主电机、减速机、链板传动机构。主电动机通过减速机驱动链板传动机构转动,两侧链传动之间对应的链板上安装铸模,铸模与链板、承重轮通过底座连接在一起,铸模两侧的承重轮支撑安装在支架两侧的道轨上,由道轨承担模具和链板的重力,传动链板仅起到带动铸模前移的作用,不再承受铸模的重量,可提高链板的使用寿命,并可采用较小的动力来驱动链传动装置。浇铸时,钢液经溜槽流入到铸模中,经旋转布料装置布料后,随铸模继续前移,在脱模区经气动锤击脱模的齿板敲击后脱离铸模,落入收集料斗中,实现连续浇铸、破碎、收集,提高了工作效率。
2.1 链传动装置
链传动装置包括设置在支架上的主电机、减速机、链板传动机构。主电动机通过联轴器与减速机联接,驱动链板传动机构转动,并带动链条及模具运转。链传动机构运行时,需克服链板、模具等的重量,以及运行中的阻力。由于铝锰铁连续浇铸机铸模是通过承重轮支撑在道轨上,由道轨承担模具和链板的重力,传动链板仅起到带动铸模前移的作用,因此可采用较小的动力来驱动链传动装置。主电机采用电磁调速电机,配合四轴硬齿面减速机使用。
动力装置的主要参数:铝锰铁浇铸机设计浇铸能力为3~8 t/h;浇铸机中心距12 m;主电机采用电磁调速电机,额定功率11 kW;减速机采用圆柱硬齿面减速机,每分钟运行速度0~7 模;链板节距330 mm,头尾轮直径700 mm;冷却水压力0.25 MPa,冷却水用量50 m3/h。
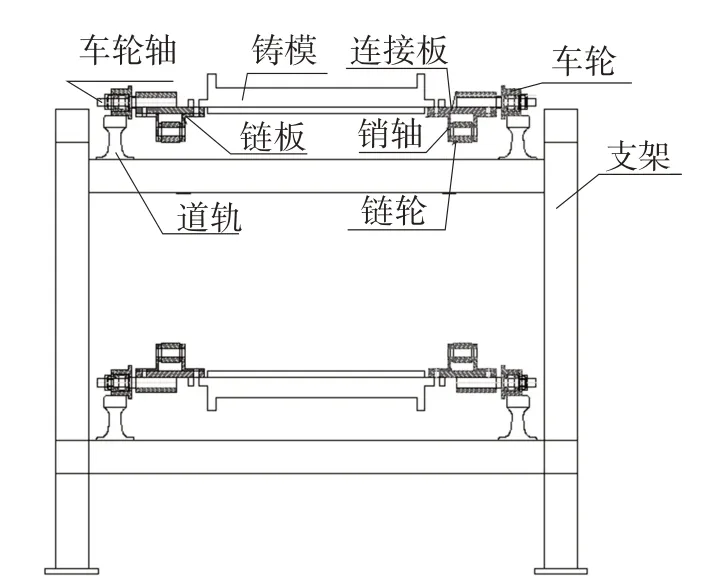
图2 铝锰铁合金连续浇铸机结构
2.2 浇铸装置
浇铸装置包括浇铸溜槽、浇口及旋转刮平装置。铝锰铁钢液通过钢包吊装到浇铸位置,倾转钢包,钢液经溜槽、浇口流入铸模内腔。为实现浇铸均匀,旋转刮平布料装置靠自身重力压紧在锭模内腔的底面,并随锭模的前移而转动,从而使钢液均布在锭模内腔。转筒两端安装方形轴承座,轴承座在支架中可上下移动,根据转筒的受力大小可实现浇铸厚度的调整。转轴及转筒内部为空腔,两端通过旋转接头连接高压冷却水,用于降低刮平转筒表面的温度,防止因温度过高而变形损坏。
2.3 铸模的设计
为防止铝锰铁浇铸过程中发生偏析,要求浇铸温度为1 350~1 420 ℃,为此铸模材料选用球墨铸铁。为保证钢液浇铸到模腔内,而不从相邻两铸模之间的缝隙流到模具外,根据钢液的流动性,相邻两模具的间隙为1 mm,因此铸模的设计宽度为329 mm,宽度方向的两端面进行车削加工,保证模具结合面的平整。
为使合金的脱模和铝锰铁合金落到收集料斗中时破碎到合格块,在模腔底面设置锥形凹槽,浇铸时合金液在旋转刮平装置作用下先注满锥形凹腔。铸模结构如图3所示。
2.4 冷却与涂料喷涂机构
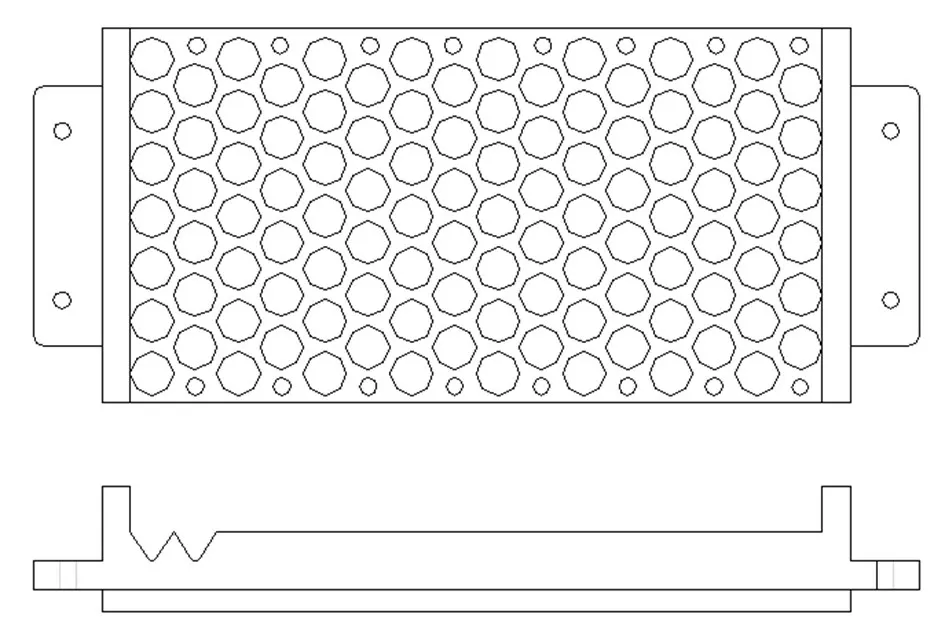
图3 铸模结构
合金浇铸的冷却分为两部分:一是用于冷却旋转刮平的转筒,冷却水压力0.25 MPa,流量50 m3/h;二是为加快铸模的冷却和合金的固化的速度,防止合金浇铸过程的成分偏析,在铸模的背面采用冷却水冷却,冷却水不与钢液和铸模内腔接触。冷却水的喷头采用单孔式,模具宽度方向并排3 组,使冷却水均匀喷洒在锭模的背面,用于降低锭模的温度。冷却水采用温度自动控制,采用红外线检测模具背面的温度,当温度超过180 ℃时,打开冷却水开关,冷却水经过喷头均匀喷洒到锭模背面,进行锭模降温。喷水量的大小以锭模前移到浇铸机头部前,冷却水全部蒸发完为宜,以免多余的冷却水落到模腔内从而造成浇铸时钢液的喷溅。
为延长锭模的使用寿命,减轻浇铸时钢液对锭模内腔的冲刷,同时提高铝锰铁合金的脱模效果,需要在铸模内腔表面喷涂脱模剂。在浇铸一炉铝锰铁钢液后,浇铸机在空转冷却降温过程中,在锭模的下方安装脱模喷浆管道,管道上安装喷头。脱模喷浆管道对返空的锭模内腔喷涂脱模剂,脱模剂在模具温度下快速被烘干,便于脱模和提高产品质量。
2.5 脱 模
为保证铝锰铁合金到达脱模区顺利脱模,在脱模区安装气动锤击破碎脱模装置。脱模装置利用压缩空气驱动气缸带动齿板对铸模的敲击,产生振动和冲击力,使铝锰铁顺利地实现脱模。同时齿板上安装多个锥形齿,齿板在敲击铸模时,锥形齿同时敲击在模腔内的铝锰铁合金表面,将合金破碎成合格块,避免合金二次破碎。
3 结 语
铝锰铁连续浇铸机自2019年3月投运以来,工作状况良好,铝锰铁合金块浇铸均匀,脱模率高,实现了自动浇铸。该装置的投入使用,解决了铝锰铁合金浇铸效率低、劳动强度大、成本高的问题,创造了较好的经济效益。
