焊后时效热处理对6063铝合金CMT焊接接头组织性能的影响
2021-05-13秦坤伦陈夏明王晓南董其鹏张庆宇张海涛长海博文
秦 克,秦坤伦,陈夏明,王晓南,董其鹏,张庆宇,张海涛,长海博文
(1.东北大学 材料电磁过程研究教育部重点实验室,辽宁 沈阳 110004;2.苏州大学 沙钢钢铁学院,江苏 苏州 215021)
铝合金是一种典型的轻质金属,已逐步应用于汽车车身制造,从而达到降低汽车车身重量的目的[1-2]。车身的各个部件的连接不可避免会涉及焊接问题,由于铝合金高的热导率、高导电性、高的凝固速率、表面易形成氧化层、高的热膨胀系数及较大的凝固温度范围,导致其在焊接过程中容易发生一些焊接缺陷,例如气孔、热裂纹以及焊接接头出现软化等[3]。对于铝合金焊接,通过降低热输入可降低焊接接头软化程度,提高接头的力学性能。21世纪初发明的冷金属过渡焊接(Cold metal transfer, CMT),采用短路过渡的方式,相比于传统的熔化极惰性气体保护焊(Melt inert-gas welding, MIG)和钨极惰性气体保护焊(Tungsten inert gas welding, TIG)焊,CMT焊接热输入明显降低,为提高焊接接头的力学性能提供了新的方向[4-5]。
虽然CMT焊接技术进一步降低了焊接热输入,降低热影响区的软化程度,但是热影响区软化问题仍制约着焊接接头力学性能的进一步提高,因此如何进一步提高焊接接头的力学性能是目前的研究重点。焊后热处理方式是解决焊接接头软化问题,提高焊接接头力学性能的有效措施之一。因此,国内外科技人员研究了焊后热处理工艺对焊接接头显微组织及力学性能的影响。Elangovan[6]等人研究了时效工艺(180 ℃18 h)对6061-T6铝合金搅拌摩擦焊接接头组织、性能的影响,研究表明,经时效热处理,热影响区中析出针棒状β″相,热影响区硬度明显提高,焊接接头的抗拉强度由180 N/mm2提升至210 N/mm2。Pérez[7]等人研究了焊后固溶+时效热处理(530 ℃1 h+170 ℃19 h)对6061-T6铝合金改进间接电弧焊接接头组织、性能的影响,研究表明,经固溶+时效热处理,热影响区的硬度基本达到母材的水平,软化区消除,焊接接头抗拉强度由260 N/mm2提升至310 N/mm2。赵福城[8]和谢业东[9]等人研究了焊后热处理对6061-T4铝合金熔化极惰性气体保护焊焊接接头组织、性能的影响,研究表明,经固溶+时效热处理,焊接接头处析出更多的Mg2Si,其组织不均匀性和强化相分布得到改善,热影响区软化现象消失,焊接接头抗拉强度明显提高,拉伸断裂位置均由热影响区移至焊缝。Ahmad[2]等人研究了焊后固溶+时效热处理(530 ℃1 h+160 ℃20 h)对6061-T6铝合金CMT焊焊接接头组织、性能的影响,研究表明,热处理后焊接接头硬度和伸长率分别提高25.6%和21.5%,但其抗拉强度只提高3.8%,且拉伸断裂位置仍为热影响区,并没有解决焊接接头软化的问题。
综上所述,目前的研究主要集中于6061铝合金搅拌摩擦焊、MIG焊和TIG焊等焊接技术,而焊后热处理工艺对6063铝合金CMT焊接接头组织、性能影响的研究则鲜有报道。因此本课题研究焊后时效时间对6063-T6铝合金板焊接接头组织、性能的影响,以期得到合适的热处理制度,消除热影响区软化现象,提高焊接接头的力学性能,为该合金材料工业化焊接生产提供基础数据。
1 试验材料与方法
1.1 试验材料
试验材料为3 mm厚的6063-T6铝合金板料,选用直径为1.2 mm的ER5183铝合金焊丝作为填充材料,它们的化学成分如表1所示。

表1 6063和ER5183铝合金化学成分(质量分数/%)Table 1 Compositions of 6063 and ER5183 aluminum alloys(wt/%)
1.2 试验方法
母材用浓度5%NaOH的水溶液浸泡30 min,随后在浓度50%HNO3的水溶液中浸泡5 min,去除表面氧化膜。采用Fronius TPS500i焊机进行焊接,焊接模式选用CMT MIX+Synchropulse。焊接接头形式采取对接,焊枪倾角θ为60°。焊接过程中,保护气为纯度大于99.99%的氩气,氩体流量30 L/min。焊丝伸长10 mm,焊接速度7.2 cm/min,送丝速度5.6 m/min。对焊接后的试样分别采取表2所示的不同热处理工艺制度处理。采用Keller试剂(体积分数为1%HF+1.5%HCl+2.5%HNO3+95%H2O)对焊接接头进行金相腐蚀,在日立SU5000热场场发射扫描电子显微镜(Scanning Electron Microscope,SEM)观察分析显微组织,用牛津EDS X-Max20能谱仪分析焊接接头的元素分布。采用HXD-1000TMC全自动维氏硬度计测量焊接接头各区域的显微硬度(间隔200 μm),载荷压力为1.96 N,加载时间为10.0 s。拉伸试验在DNS-300万能试验机上完成,拉伸速度3 mm/min,焊接接头的拉伸试样尺寸如图1所示。

图1 焊接接头拉伸试样尺寸(mm)Fig.1 Tensile specimen size of welded joint (mm)

表2 焊后热处理制度Table 2 System of post-weld heat treatment
2 试验结果及讨论
2.1 时效时间对焊缝区及热影响区显微组织的影响
图2给出热处理前、后焊缝区的显微组织。由图2a可见,热处理前,焊缝中存在大量点状或细长条状的白色析出相以及长条状黑色析出相;经元素分析后发现,白色相为富铁相Al3Fe,黑色相为β-Mg2Si相[10]。而经固溶处理后(图2b),焊缝中的β-Mg2Si发生了部分回溶,由长条状转变为短棒状。但是由于焊缝成分与5×××铝合金成分相似,存在不可热处理强化的特点[11],因此经固溶+时效处理后以及随着时效时间增加,焊缝组织未明显改变,仍由富铁相Al3Fe+β-Mg2Si组成(图2c~e)。

图2 各编号试样焊缝区的显微组织Fig.2 Microstructures of the weld seam of different specimens
图3给出热处理前、后热影响区显微组织。可见热处理前、后热影响区中均存在大量白色析出相。图3a为热处理前热影响区的显微组织,经元素分析后发现,白色析出相为富铁相AlFeSi[10],元素含量分析结果如表3所示。经固溶以及固溶+时效热处理后,热影响区显微组织类型无明显变化(图b~e)。但在Zhang[12]和Sato[13]等人的研究中证实,热影响区中除存在AlFeSi相外,其由于焊接热循环的作用,在高温区(靠近焊缝一侧)、低温区(靠近母材一侧)和中温区中,母材内的强化相β″相有不同程度的粗化及发生相转变析出了U2相、β′相、β相,但其仍为纳米尺寸,因此未在图中观察到。而经固溶+时效热处理后,热影响区中较粗的纳米尺寸β″相、β′和U2相回溶,析出细小的纳米尺寸β″相。且随着时效时间适当增加,热影响区中细小的β″相析出逐渐增加。
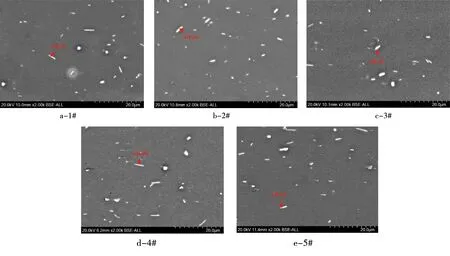
图3 各编号试样热影响区的显微组织Fig.3 Microstructures of the heat affected zone of different specimens

表3 图2和图3中黑色相和白色相化学成分(原子百分比/%)Table 3 Compositions of black phases and white phases in Figure 2 and Figure 3(at/%)
2.2 焊接接头硬度分布
图4给出热处理前、后的焊接接头硬度分布曲线。由图4可知,热处理前,焊接接头在距离焊缝中心线约6 mm~13 mm区域内热影响区存在明显的软化,接头硬度最小值(39 HV)在距焊缝中心约7 mm处。固溶+时效热处理后,焊接接头热影响区硬度均有所提高,硬度增幅为40 HV~50 HV。当时效处理时间为8 h和12 h时,热影响区软化现象得到改善,硬度达到母材的水平。
在热处理前,由于焊接热循环作用,母材中纳米级的β″相有不同程度的粗化和发生相转变,β″相的强化作用消除,因此热影响区发生了明显软化。经固溶热处理迅速水冷,热影响区中的粗化的β″相、U2相、β′相及β相发生回溶,形成过饱和固溶体。在人工时效过程中,时效初期,单独存在的Mg、Si原子团簇聚集在铝基体的晶面上,形成溶质原子富集区,即球状GP区,并迅速长大,变为针状或棒状,称为β″相,而β″相与α-Al保持共格关系,可有效阻止位错移动,并有大量空位,对基体产生压应力,使合金强度提高[9-14]。因此,随着时效时间增加,热影响区中析出更多细小的β″相,热影响区软化现象消除,其硬度达到母材的水平。而对于焊缝而言,5×××铝合金经固溶+时效处理后,虽然有析出过程,但由于Mg原子尺寸大,GP区周围有密集空位云与母相不发生共格效应,无明显时效硬化效应[15]。因此热处理后焊缝处的硬度并无明显变化,焊缝成为了焊接接头的软化区。

图4 焊接接头显微硬度分布曲线Fig.4 Distribution of micro-hardness of welded joints
2.3 拉伸性能
表4给出热处理前、后的焊接接头力学性能测试结果。由表4可知,未热处理焊件的抗拉强度为146 N/mm2,且断裂位置为热影响区。而焊接接头经固溶+时效热处理后,当时效热处理时间为4 h、8 h和12 h时焊接接头的抗拉强度分别为198 N/mm2、220 N/mm2、211 N/mm2,且断裂位置均为焊缝处。一般而言,显微硬度与材料的抗拉强度密切相关[16-17]。随着时效时间的增加,热影响区硬度逐渐升高恢复达到母材的水平,而焊缝的硬度无明显变化,因此焊缝就成为焊接接头的软化区。故经过固溶+时效热处理后,焊接接头断裂位置从热影响区移至焊缝处。由此可见,经固溶+时效热处理,焊接接头的抗拉强度明显升高,较热处理前焊接接头抗拉强度提高约了51%。

表4 焊接接头力学性能Table 4 Mechanical properties of welded joints
图5给出热处理前、后的拉伸试样断口的形貌。由图5可见,热处理前断口由大小不一的韧窝组成,为典型的韧性断裂;而经热处理后,断口中除韧窝外,存在明显的气孔,但其断裂方式仍为韧性断裂。因此,经焊后热处理之后,热影响区软化现象消除,而焊缝由于气孔及软化现象的存在,焊接接头在焊缝处发生韧性断裂。由此可见,为进一步提高焊接接头的力学性能,消除焊缝气孔的存在将是后续的研究方向之一。

图5 热处理前、后的拉伸试样断口形貌Fig.5 SEM fractography of the tensile test specimens before and after heat treatment
3 结 论
对6063铝合金CMT焊接接头进行焊后热处理试验。重点对比分析了焊后固溶+时效处理过程中的时效时间对焊接接头显微组织、显微硬度及力学性能的影响。其结论如下:
1)焊后时效热处理时间对焊缝显微组织和显微硬度无明显影响。经固溶+时效热处理后,焊缝中细长条状β-Mg2Si相转变为短棒状β-Mg2Si相。因为焊缝与5×××铝合金成分相似,有不可热处理强化的特点,其显微硬度无明显改变。
2)焊后时效热处理时间对热影响区显微组织和显微硬度影响明显。经固溶+时效热处理后,热影响区中粗的β″相、U2相、β′相及β相回溶,析出细小尺寸的β″相。其显微硬度明显升高、达到70 HV~95 HV,时效时间为8 h时,热影响区的软化现象基本消除,显微硬度达到母材的水平。
3)焊后时效热处理时间对焊接接头抗拉强度影响明显。经固溶+时效热处理后,随着时效时间的增加,拉伸断裂位置由热影响区移至焊缝,焊接接头的抗拉强度明显提高,较热处理前提高了约51%、达到220 N/mm2。
