高炉炉底水冷用不锈钢无缝钢管的开发
2021-05-10郑文杰
郑文杰
(山西太钢不锈钢钢管有限公司,山西 太原 030008)
21 世纪以来,随着炼铁技术的发展以及环保生产的高要求,炼铁高炉日益大型化。随着冶炼强度提高,高炉炉缸直径逐渐变大,炉底是高炉工作环境最恶劣的区域[1]。由于炉缸、炉底的设备设施不易修补,所以炉缸、炉底的寿命是高炉寿命主要影响因素之一。国内某4 350 m3高炉炉底冷却水管建设提出一次成型超长不锈钢无缝钢管的要求,其无缝钢管各项性能要求高于相关标准,使用年限长,使用环境存在水中氯离子腐蚀、温度波动以及交变应力的影响等。目前国内不锈钢无缝钢管的生产普遍采用热穿孔成型+多道次冷轧(拔),生产周期长、成本高,钢管长度普遍较短。若使用常规钢管焊接成超长管,焊瘤的处理、焊缝热处理、焊缝组织性能等均会对产品质量造成一定风险。为满足该类大型高炉对超长不锈钢无缝钢管的需求,山西太钢不锈钢钢管有限公司采用挤压工艺研发了一种超长不锈钢无缝钢管。现主要介绍该超长不锈钢无缝钢管的研发情况。
1 研制目标和技术难点
为满足某4 350 m3高炉炉底炉缸用技术要求,按照高炉炉缸长寿命制定了Φ89 mm×6 mm 规格12Cr18Ni9 水冷管的主要性能指标:常温屈服强度≥245 MPa,常温抗拉强度≥550 MPa,伸长率≥40%;材料内非金属夹杂物少,夹杂物形态得到控制,晶粒度控制在4~7 级;外径允许偏差控制在±0.9%公称外径,壁厚允许偏差控制在±10%公称壁厚;钢管交货长度范围16.2~23.0 m,长管整根供货,不允许焊接,且逐支进行涡流检测、超声波检查和水压试验。
该超长不锈钢无缝钢管的主要特点有:①产品常温力学性能高于国家标准,对夹杂物、晶粒度有控制要求;②变形工艺一次成型,对产品尺寸、表面质量等要求高,检测、检验项目较多;③与焊接钢管相比,可以承受更高的压力,并保持长久的稳定性,解决了焊缝及其组织性能可能带来的质量风险;④长度较长,单根质量较大,吊装、制造、检验和转运等过程需要超出常规的13 m 限制。
2 化学成分的设计和管坯的选择
2.1 化学成分
为满足高炉炉底超长水冷管的质量要求,对管坯的化学成分和钢的纯净度提出了要求。通过降低有害元素P、S、Cu 的含量,适当提高C、Mn 等含量,合理设计钢种化学成分。采用“转炉冶炼+AOD(Argon Oxygen Decarburization,氩氧脱碳法)精炼+钢包炉外精炼”的冶炼工艺,提高钢的纯净度,保证产品的力学性能、金相组织及夹杂物的要求。选取3 个炉号的试验坯料,其化学成分见表1。

表1 12Cr18Ni9 管坯的化学成分(质量分数)最大值 %
2.2 管坯的生产及选取
管坯选取热锻圆钢,表面黑皮车削完后的直径为222 mm,晶粒度4~5 级,然后进行表面检查和挤压前的车床加工。加工后的钢棒端面切斜度≤3 mm,表面粗糙度Ra≤3.2 μm。
3 制管工艺研究
挤压生产时,金属在三向压应力状态下变形[2],挤压管组织均匀致密、成品性能优异,且可以使用包芯挤压法生产细长的特殊钢管材[3]。挤压生产是长管质量控制的关键环节。
3.1 挤压应力、应变速率和挤压速度分析
考虑到同一材料在不同的温度和应变速率条件下,其真应力-真应变曲线会发生变化。因此,建立12Cr18Ni9 材料的模型,分析不同应变速率和不同温度时12Cr18Ni9 的真应力-真应变曲线,以及不同挤压速度时12Cr18Ni9 的应变速率。
图1 所示是12Cr18Ni9 在应变速率分别为0.1,0.5,1.0,2.5,5.0,10 s-1,挤压温度为1 200 ℃时的真应力-真应变曲线。图2 所示是12Cr18Ni9 分别在950,1 000,1 100,1 200,1 250 ℃,应变速率为10.0 s-1的真应力-真应变曲线。模拟结果表明,随着变形温度的提高,12Cr18Ni9 的流变应力逐渐下降。因为温度升高,热启动作用逐步增强,原子动能增大,原子间的结合力逐渐减弱,位错滑移的临界切应力随之下降,合金的变形抗力也同步降低。
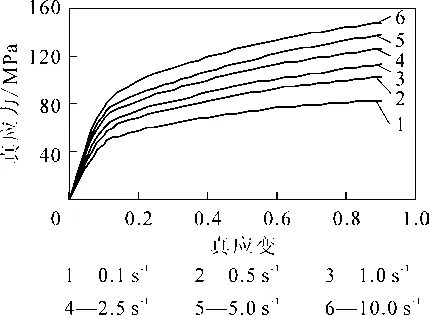
图1 不同应变速率时12Cr18Ni9 真应力-真应变曲线
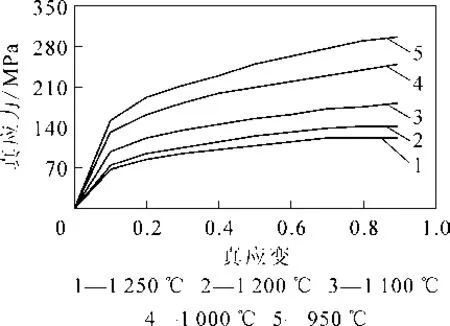
图2 不同温度时12Cr18Ni9 真应力-真应变曲线
不同挤压速度时12Cr18Ni9 锭坯的应变速率如图3 所示。模拟结果表明,挤压模入口处是锭坯应变速率最大的区域,且应变速率随挤压速度的增大而增大。图3(c)中,挤压速度为200 mm/s 时,最大应变速率在130 mm/s 左右,金属流动均匀,挤压力比较稳定。生产试验证明,挤压速度在200 mm/s 左右时,挤压过程比较平稳,制品表面光滑,可满足性能要求。
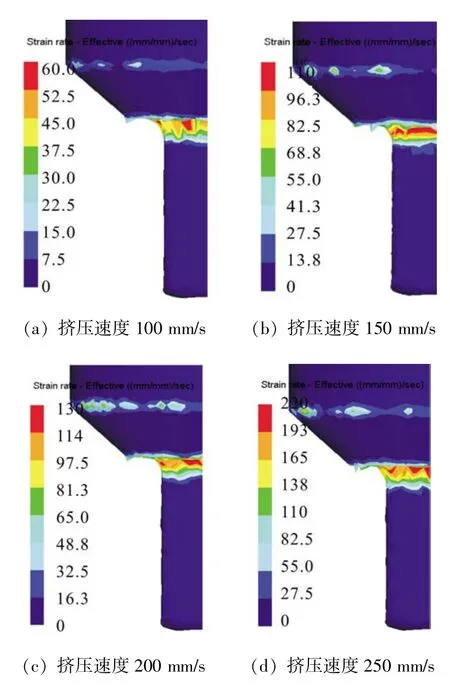
图3 不同挤压速度时12Cr18Ni9 锭坯的应变速率
3.2 挤压力理论计算
在挤压过程中,挤压力主要受变形抗力、挤压温度、挤压速率、变形比、模角、坯料长度、摩擦条件等因素影响[4-5]。目前挤压力的确定方法主要有主应力法、上限原理法、有限元法、滑移线场法、图算法和经验公式法等计算法[6]。笔者采用平均主应力理论推导出了挤压力计算公式(1),由于该公式考虑了各种挤压条件,因此比较实用[7-11]。
事业单位的经费主要来自国家预算拨付。这部分费用用于维持事业单位完成工作任务和事业计划所需的业务支出。事业单位经费按类别/用途可分为人员经费和公用经费,或者分为维持经费和发展经费。但无论哪种经费,如何管控、提高经费的使用效率和效益,是目前我国事业单位普遍面临的一项热点问题。倘若经费管控不力,不仅可能会置事业单位于运营困难、资金链断裂的境地,还容易造成国有资产流失,给事业单位造成不可估量的损失。因此,加强事业单位经费管控具有显著的现实意义。对此,笔者建议我国事业单位应从如下几个角度入手,希望能够对事业单位经费管控的完善有所帮助。

式中 F—— 挤压力,N;
F0—— 不考虑外摩擦的影响,为实现变形所需的力,即克服金属变形阻力的作用力,N;
F1—— 克服挤压筒表面摩擦的作用力,N;
F2—— 克服压缩变形区摩擦的作用力,N;
F3—— 克服模具定径区摩擦力的作用力,N。
挤压力理论计算参数见表2。根据圆管挤压力经验公式[4],将表2 参数通过理论计算,可得理论最大挤压力约为40 MN。
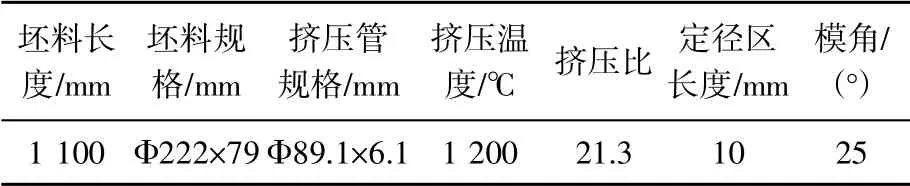
表2 挤压力理论计算参数
3.3 挤压温度分析
用ANSYS 有限元软件对挤压过程中的工模具进行热模拟仿真,得到12Cr18Ni9 在热挤压过程中的温度及热流量分布规律,并结合实际生产情况对挤压过程中不同阶段的温度进行控制。
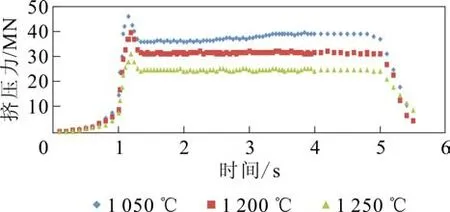
图4 不同挤压温度时12Cr18Ni9 的挤压力曲线
挤压过程中管坯被加热到1 200 ℃左右,不锈钢析出的碳化物溶解于固溶体内,同时由于高温下的扩散作用,减小了各处Cr 浓度的差异,减弱了奥氏体钢的晶间腐蚀倾向。由于挤压过程的温升,挤压后管材的温度在1 150~1 250 ℃。为了避免冷却时碳化物从固溶体中析出,产品需立即入水冷却(或者迅速喷淋),以得到单一的奥氏体组织,达到固溶处理的效果,提高产品抗腐蚀性能和塑性。
3.4 长管工艺设计
根据上述变形工艺研究,经多次试验,最终设计了“60 MN 卧式挤压机挤压+在线水冷+精整处理”的制造工艺,其主要工艺步骤为:管坯加工→环形炉加热→感应加热→润滑→热挤压→在线水冷(固溶)→矫直→酸洗→修磨及检查→平头锯切→喷丸→试验和检验→包装入库。
热挤压后的管子头尾必须切除,管子酸洗后内外表面会脱落一层氧化皮,外径和壁厚会减小0.1 mm 左右,同时投料设计上至少保留制品500 mm 的头尾切除余量。热挤压毛管尺寸按Φ89.1 mm×6.1 mm 控制,最终经矫直、平头、修磨、酸洗等处理后按Φ89 mm×6 mm 交付。
为满足长管的生产、转运、装卸、检测,制作了长度20 m 的大型专用吊梁,改造并加长了酸洗槽的工作长度;对无损检测台架前后各增加一组8 m 的固定托辊进行支撑,以满足钢管逐支自动探伤的要求。
4 性能测试及检验分析
按照相关技术协议和国家标准规定,对生产的炉底超长水冷管的拉伸性能、夹杂物等级、晶粒度、腐蚀性能等进行检测。
4.1 非金属夹杂物及金相组织
委托某国家重点实验室对12Cr18Ni9 钢管的非金属夹杂物及金相组织进行检测。检测发现各类夹杂物(A、B、C、D)的细系级别和粗系级别分别不大于2.0 级,DS 类夹杂物不大于0.5 级,夹杂物控制良好;晶粒度在6.0~6.5 级。12Cr18Ni9 钢管的晶粒度检测结果如图5 所示。

图5 12Cr18Ni9 钢管的晶粒度检测结果
4.2 力学性能测试及腐蚀试验
委托某国家重点实验室检测12Cr18Ni9 钢管的力学性能和腐蚀性能。12Cr18Ni9 钢管的力学性能检测结果见表3,扩口和压扁试验结果合格;按照GB/T 4334—2008《金属和合金的腐蚀 不锈钢晶间腐蚀试验方法》E 法检测12Cr18Ni9 钢管的晶间腐蚀性能,皆通过了内弯、外弯试验。
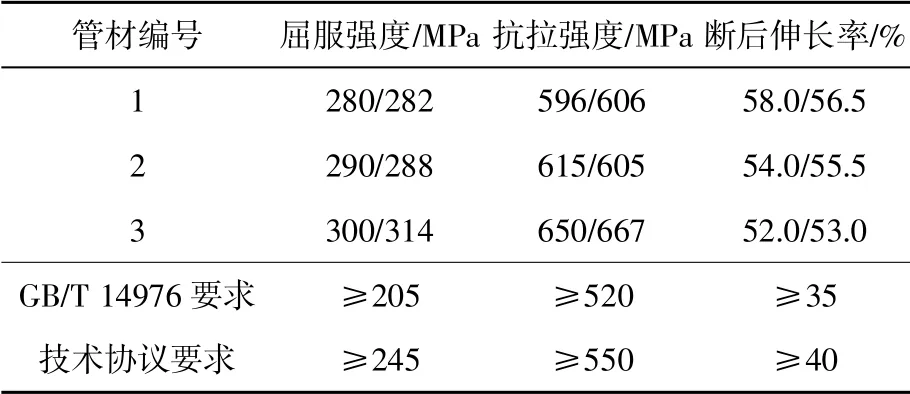
表3 12Cr18Ni9 钢管的力学性能检测结果
通过严格控制钢质纯净度,降低有害元素P、S、Cu 的含量,适当提高C、Mn 含量,以及采取热挤压后在线快速固溶等控制措施,12Cr18Ni9 钢管的屈服强度、抗拉强度、断后伸长率高于GB/T 14976—2012《流体输送用不锈钢无缝钢管》要求值20%,也优于技术协议要求10%以上。
4.3 无损检测和水压测试
按GB/T 7735—2016《无缝和焊接(埋弧焊除外)钢管缺欠的自动涡流检测》E2H 等级要求和GB/T 5777—2008《无缝钢管超声波探伤检验方法》U2 级要求进行涡流检测和超声波检测,标准样管验收合格。水压试验压力按GB/T 14976—2012 规定的上限19 MPa 进行逐支试验,稳压后保压10 s,无泄漏。
4.4 实物质量水平
经测量,酸洗后12Cr18Ni9 钢管的外径在88.38~89.64 mm(即±0.8%公称外径),外径平均值为89.05 mm;壁厚在5.55~6.50 mm(即±9%公称壁厚),壁厚平均值为6.05 mm。可见,生产的12Cr18Ni9钢管的外径和壁厚均优于技术协议,并高于GB/T 14976—2012 中有关高等级不锈钢管的规定。不锈钢管热挤压并经精整酸洗等处理后,表面光洁,粗糙度Ra6.3 μm,成品管表面质量满足要求。
5 使用分析
水冷炉底较风冷炉底冷却强度大,能耗低[12]。12Cr18Ni9 不锈钢无缝钢管内壁光洁,长期导热性能良好。炉底水冷管布置处,由于水冷管道热交换作用,大量热量被冷却水带走[13-14]。某4 350 m3高炉自投产以来,炉底水冷管出水温度保持在(36.5±5)℃,炉缸温度保持在较低的范围。通过多年的生产实践表明,该4 350 m3高炉生产情况状况良好,炉底、炉基温度稳定。
12Cr18Ni9 挤压不锈钢无缝钢管成本低,性能优良,不仅很好解决了炉底、炉缸长寿命问题,还降低了因焊接可能导致的焊缝质量风险。此类超长无缝钢管制品已成功应用于建设山西、广西和安微等省其他3 000~4 350 m3大型高炉炉底水冷管。
6 结 语
(1) 通过理论研究,成功开发了挤压一次成型超长不锈钢无缝钢管的工艺,其成本低、工艺稳定、质量可靠。
(2) 12Cr18Ni9 超长不锈钢无缝钢管的各项性能满足技术要求,理化性能高于相关标准20%以上,可以作为焊接钢管、合金结构管、复合管等替代品。
(3) 改造了吊装工具、无损检测和酸洗设施,为超长无缝钢管生产、检测、转运等积累经验。
(4) 12Cr18Ni9 超长不锈钢无缝钢管的成功开发和生产保证了大型高炉炉底、炉缸的温度稳定在较低的范围,为高炉和炉底长寿命奠定良好的基础,具有良好的可推广性。
