ZCJ-1800型轴承模压淬火机床
2021-05-10李翔
李 翔
(宁夏机械研究院股份有限公司,宁夏 银川 750021)
ZCJ-1800型轴承模压淬火机床适用于直径范围φ1000 ~1800 mm,高度≤500 mm,内孔结构为圆柱、单锥、双锥的渗碳钢轴承套圈的淬火[1]。该机床包括主机、工件淬火冷却系统、液压系统、气动系统、模具、淬火油温度控制系统、电气系统等。对于不同的工件,可更换相应的模具、设定相应的工艺参数,实现对不同工件的全自动模压淬火。
1 全自动循环过程
机床待料→加热炉出料→机械手转移料(装料)→工作台接料、移进→油冷、模压淬火→机床工作台移出→机械手转移料(卸料)→机床待料进入下一工作循环。
2 淬火机床的组成
淬火机床包括:主机、工件淬火冷却系统、液压系统、气动系统、模具、淬火油温度控制系统和电气系统等。整体结构如图1所示。
2.1 主机动作过程、结构及特点
2.1.1 机床动作过程
工作时,防护门处于上升位,机床工作台移出到固定位并处于待料状态(工作台的淬火盘上装有与下拉油缸连接好的涨胎模具),下拉油缸处在上升至高位的状态,涨胎模具处于收缩的状态,升降横梁处于上升至高位的状态(升降横梁上安装有油罩及上压模)。机械手将红热工件放在淬火盘上,并套装在涨胎模具上。工作台移动进入工作位的同时下拉油缸下行加压,涨胎模具涨开,工件定位。到位后,升降横梁下降,上压模压住工件上端面,升降油缸加压,油罩处于浮动状态。工件冷却淬火泵启动,按设定好的喷油流量和喷油时间经设计好的管路向油罩内注油,油液流经工件内、外表面循环,使工件在模压状态下急速冷却淬火[1]。淬火过程结束后,淬火泵运转停止,工件冷却淬火系统停止,升降横梁上升,同时带动上压模和油罩上升到位;随后,工作台移出到位;下拉油缸上升,模具收缩,工件脱模;最后,机械手转移料。一个工作循环结束,机床待机进入下一工作循环。

图1 整体结构示意图Fig.1 Schematic diagram of the overall structure
2.1.2 机床的结构和特点
1)该机床可满足直径范围φ1000 ~1800 mm,高度≤500 mm,内孔结构为圆柱、单锥、双锥的渗碳钢轴承套圈的淬火。不同工件更换相应尺寸模具即可实现不同工件的限形淬火。
2)移动工作台设计成液压滑台结构,选用矩形导轨,油缸前后端有缓冲,移动工作台后退到位后有重复定位装置,满足设备的运行精度要求。定位结构如图2所示。
3)下拉油缸安装在移动工作台下方,油缸对模具加载时,箱体不受油缸力值的影响;油缸通过模具对工件内孔加压,控制工件内孔变形,压力闭环控制,压力在触摸屏上数字设置和显示。
4)升降横梁升降是依靠直线光轴导向,实现上压模的重复定位;上压模具对工件端面加压,控制工件端面变形,压力闭环控制,压力在触摸屏上数字设置和显示。

图2 定位结构示意图Fig.2 Schematic diagram of positioning structure
5)定位环的设计可以保证上下移动的上压模和安装在移动工作台上的涨胎模具同轴[2],设备安装好后,调整定位环,保证上下模具同轴度在设计要求范围内,定位环结构如图3所示。

图3 定位环结构示意图Fig.3 Schematic diagram of positioning ring structure
6)模具采用快换结构,方便模具更换;模具安装座的接口可以保证不同模具的互换安装和重复定位,模具连接方式安全可靠。
7)工作台进油口和进油管路采用尺寸配合对接,工作台移出接料时脱开,工作台移进时连接,油泵启动后,管路对接处油液流动形成负压,保证接口处在淬火过程中油液不泄露,结构如图4所示。

图4 管口对接示意图Fig.4 Schematic diagram of nozzle connection
8)工件淬火冷却系统和箱体自成一体,管路短,系统可在短时间内对工件进行喷油冷却淬火[2],淬火后油液直接溢流回到油箱,同时设备配备有淬火盘,防止淬火油漏出导致地面污染;设备结构紧凑,占地面积小。
9)该淬火机床设计有安全防护门,并进行有效密封,确保无淬火油漏泄。安全防护门采用气动驱动,自动开关,并与生产线连锁控制,即防护门关闭时对工件进行淬火,防护门升起时可进行进出料。
10)机床采用独立的手动调整及自动控制,设有手动/自动模式转换开关。在手动模式下,设有对各运动部件的操作按钮,方便设备的调整和模具的装卸;在自动模式下,只要按下淬火启动按钮,机床便按照设定的程序自动循环工作;遇紧急或异常情况需要中途停止机床运行时,按下急停按钮,一切运行将停止。
2.2 工件淬火冷却系统
根据工件尺寸和结构的不同,在触摸屏上设定工件相对应的流量、淬火时间等参数或调取相对应的工艺配方序号。工作时,由PLC可编程控制器按设计编写好的程序对过程和动作进行控制,变频器根据设定的流量调节油泵电机转速来输出对应的流量,淬火油经管道向工件喷油,使工件急速冷却,满足工件淬火需求[4]。冷却管路安装有流量开关作为流量信号传输,对淬火过程中缺油或无油提供报警信号。
2.3 液压系统
根据工件尺寸和结构的不同,在触摸屏上设定工件相对应的压力值或调取相对应的工艺配方序号。工作时,由PLC可编程控制器按设计编写好的程序对过程和动作进行控制,采集力值传感器信号作反馈,对模具施压的油缸力值进行闭环控制,满足工件模压淬火要求。
2.4 气动系统
工作时,气源提供稳定的压力,满足系统的正常工作,管路装有压力控制器对系统进行安全防护。
2.5 模具
一套模具有上压模和下拉式涨胎模具组成,可应用于一段范围尺寸的工件,根据工件的大小,更换相应尺寸段模具即可实现工件的模压淬火。模具采用快换和模块化结构,减少零件切换时更换模具的工作量。根据工件结构,涨胎模具可分为单锥、双锥、圆柱模具[2]。 模具结构如图5所示。
2.6 模具快换
对于大外径的工件,其对应的模具一般在体积和质量方面也是比较大的,这就提高了模具的装配和吊装的难度,采用以往的在工作位或待料位直接进行模具的装配和吊装是不现实的,因此特意设计快换装置。模具在其他的车间和工位进行装配,然后吊至压床的合适位置,操作快换的按钮,进行模具与压机之间的安装,快换机构的结构如图6所示。
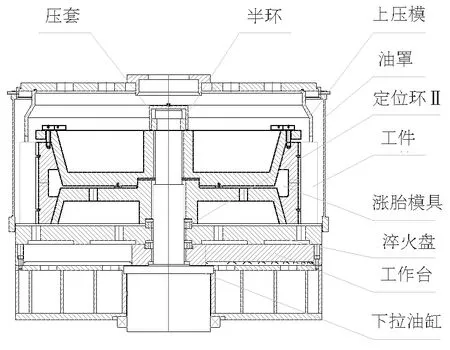
图5 模具结构示意图Fig.5 Schematic diagram of mould structure

图6 快换机构的结构示意图Fig.6 Schematic diagram of quick-change mechanism
2.7 淬火温度控制系统
淬火油温度控制系统由油箱、油加热装置、油冷却装置、液位装置等组成,系统为一个独立的内循环回路。机床的下床身做系统油箱,油箱备有足够空间来满足总油量的容积要求,确保工作时淬火喷油的油量充足和稳定油温的要求。工作前,根据工件淬火工艺要求在触摸屏上设定相应的淬火油温,如果系统检测到淬火油温太低,油加热装置自动开启对淬火油进行加热,当达到要求的温度时,加热自动停止。工作过程中如果检测到油温过高,自动切换气动三通阀连通冷却油路将淬火油泵入冷却器冷却后,再返回油箱。当油箱内淬火油温度超出设定的上限温度值时系统会发出声光报警,且触摸屏上会有文本提示,从而确保淬火油温控制在设定的温度范围内。为保证在连续生产中油温保持在工艺要求范围内,油温控制精度为±5 ℃,并具有超高、低温报警功能。液位装置显示油箱淬火油液位,程序上设有上、下限液位报警,触摸屏文本显示。
2.8 电气系统
电气系统包括主回路和PLC控制回路两部分:主回路主要用于加热器以及各个电机泵组等的启动和停止,在设计中采用了各种保护措施以确保电机长期、可靠运行;控制回路采用PLC程序控制器控制,并通过小型中间继电器去控制执行机构的动作。在软件设计中采用了各种有效措施,确保压床严格按工件淬火工艺要求执行程序。系统通过触摸屏对淬火工艺参数进行设置并能显示淬火工艺的实时数据和机床的实时工作状态。工作时,按工艺要求设置好参数或调用工件相对应的工艺配方序号,设备接受到启动信号后,将完成进料-淬火-出料的全自动循环过程。
可编辑的工艺参数如:工件冷却系统的流量,喷油淬火时间,上、下模压力值,淬火油油温等在触摸屏上进行设定,并能实时显示工作状态[5],系统最少可存储30套工艺。
系统有故障诊断功能,发生故障时触摸屏上会显示故障的文本信息。故障发生的同时机床停止工作,以保证产品质量。
预留网络接口,可实现远程访问设备并进行故障诊断,同时可采取IT技术手段对生产线的运行界面、主要工艺参数进行远程监测,实时了解生产线状况。
3 相关参数介绍
3.1 淬火油用量简化计算
淬火油的用量,主要是控制工件淬火后淬火油的最高温度,可用如下简易公式计算:
(1)



(2)
将各值代入式(2)中,可计算出淬火油的总质量约为17719.04 kg,约为22 m3。
3.2 淬火喷油时间简化计算
淬火时间在淬火油的总质量可算的情况下,取决于泵的性能参数,可用如下简易公式计算:
m油=n×p×t×ρ×τ×η
(3)
式中:m油为淬火油总质量(kg);n为泵的数量;p为泵的流量(m3/h);t为喷油时间;ρ为淬火油密度(kg/m3);τ为泵一般的使用的最大开度(75%);η为单位体积(单位质量)淬火油中用于工件冷却的占比,0.35~0.7。
目前淬火油泵的配置为:两台流量为350 m3/h和口径为200 mm的液下泵;淬火油密度ρ=780~820 kg/m3,取800 kg/m3;泵的开度取75%;用于冷却的占比η取0.5。可以推导出淬火时间如下计算式:
(4)
将各值代入式(4)中,可计算出淬火喷油时间约为5 min。
需要注意:①以上计算的时间值为理想状态下,被淬火工件与淬火介质之间完全发生热交换,二者之间不存在其他阻碍热传递的情况。但模压淬火在工装模具的作用下,淬火油存在压力和流量损失,同时工件和模具之间也有热传递,为了防止工件与工装间的热量回流和工件芯部热量对工件表面的自回火,喷油时间一般至少取3倍的计算值[1]。②泵流量的开度(喷油流量)设置和喷油时间的设置,最终根据淬火后工件的质量,进行调整,在每种工件的初试阶段找寻最后组合。理论计算只作为初试时参数设定的参考。
4 结束语
目前超大型全自动模压淬火机床只有HEESS2500型(德国品牌),国内市场还没有应用和开发。此次自主研发的超大型全自动模压淬火机床属国内首台套,集机、电、气、液为一体,采用PLC程序控制器对机床进行程序控制,触摸屏人机交换[5]。使用该设备模压淬火后的工件质量完全可以达到工艺技术的要求,工件椭圆度在0.6 mm之内,锥度在0.3 mm,端面跳动在0.5 mm之内[6],尺寸离散性很小,没有意外因素,淬火成品率保持在95%以上。
整机具有自动化程度高、可靠性好、淬火工件质量稳定、占地面积小等特点,采用该设备可降低废品率,提高热处理工艺水平,具有良好的经济效益。
