大型内压缩流程空分装置水分冻结故障的分析与处理
2021-05-08刘道科
刘道科
(金川集团公司动力厂,甘肃 金昌 737100)
0 前言
随着大型内压缩流程空分装置的普及,制氧行业因压缩氧气而导致的燃爆事故显著降低,安全生产得到了保障,但任何新技术的应用也难以避免新的问题出现,其中如何防止水分进入空分装置就是一个典型的例子。
某公司KDON-20000/20000 制氧机是一套国产制氧设备,在投产初期,曾接连发生过两起液泛事故,对制氧系统可靠运行造成了一定影响。为此,本文进行了故障原因排查和分析,找到了引发液泛的元凶,修复了泄漏的换热管,制定了合理的操作维护制度,避免液泛事故的再发生。
1 空分工艺流程
空分工艺流程如图1 所示,低压空气从下塔下部进入然后逐步上升,与通过高压液空节流阀、低压液空节流阀进入下塔的高压液空和低压液空,及回流的液氮等下落液体在筛板层进行逐级传热,在下塔底部得到富氧液空,在下塔上部得到高纯度液氮。下塔的物料通过富氧液空节流阀、污液氮节流阀、液氮空节流阀送往上塔填料层,在重力作用下与通过主冷换热器汽化上升的氧蒸汽进行气液交换,在上塔下部得到纯度合格的液氧,在上塔上部形成纯度合格的氮气,完成空气分离。
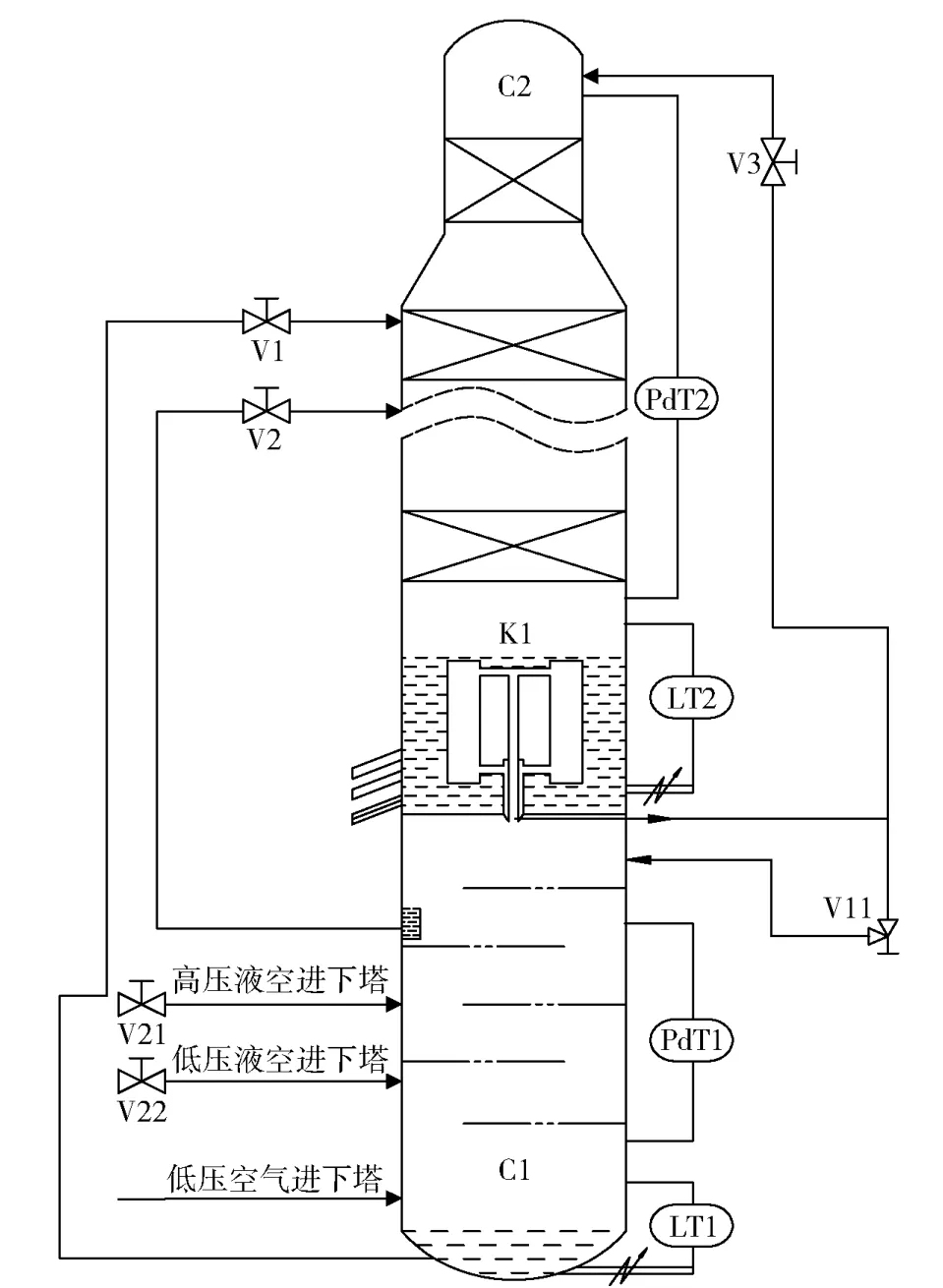
图1 空分工艺流程
2 空分装置故障及分析
2.1 第一次故障
自2005 年9 月建成投入生产序列以来,KDON-20000/20000 制氧机各项运行指标均正常。2006 年1 月11 日下午,下塔阻力突然从19.6 kPa 直接上升至38.5 kPa,下塔液空液面急速降低,主冷液面迅速下降。通过紧急操作污液氮和液氮阀门约20 min,下塔阻力逐渐恢复正常,但分馏工况已破坏,需要重新调整工况,才能满足产品品质要求。
2.1.1 第一次故障原因分析
2.1.1.1 初步分析
根据本次故障表现的特征,可以判断是一起典型的下塔液泛[1]事故。查明下塔液泛的原因是急需解决的问题。为此,进行了几个方面的调查:
1)确定关键工艺参数在液泛发生前是否出现重大波动。通过DCS 系统的历史数据查询,可以明确在发生液泛之前,入塔空气量、板式温度、调1、调2、调3 等重要参数均无异常波动现象。
2)确定仪控系统是否正常可靠的运行。对液空液面计、液氧液面计、下塔阻力计等进行了测试,可知仪表测量结果可以信赖;而后又对调1、调2、调3 等进行测试,发现调2 阀有轻微的窜动现象,经仪控人员在线调试后正常。
3)确定下塔筛板是否堵塞。通过抽取富氧液空、液氮、污液氮等进行观察,没有发现明显的异物存在。
根据上述3 方面的检查分析,液泛发生的主要原因无法得知。尽管调2 阀有轻微的窜动,但微量扰动是无法导致下塔如此规模的液泛,且大型空分设备下塔发生液泛的事故在空分领域中也非常罕见,一般是上塔液泛情况居多。
鉴于此,开始仔细核对和分析直接和间接相关的历史数据,同时制定一系列临时性应对措施来防止液泛再次发生:
1)严密观察下塔阻力,如有上涨的趋势,立即开大调2、调3 阀门,以控制下流液体在塔板上聚集,缓解液泛带来的严重后果。
2)严格控制入塔空气量,不允许超过98000 Nm3/h,手动控制空压机导叶,尽量减少入塔空气量的波动。
3)手动控制下塔液空调1 阀,减少因调节阀的波动导致的塔内工况不稳。
操作调整后,设备一直处于稳定状态,但到了次日凌晨,设备再次发生液泛。由于有相应的应对措施,该次发生的液泛程度较第一次弱,恢复也比较快。
2.1.1.2 下塔阻力数据分析
对比两次液泛时的数据可以发现,高压液空进入下塔处的压力与下塔底部低压空气压力具有差值,形成下塔阻力变化分界点,将下塔分为两段,即下塔上部和下塔下部。
采集下塔的一系列阻力和压力数据(表1),并采用SPSS[2]统计分析软件对所记录数据进行处理,形成新的变量:下塔上部阻力变化量=下塔上部阻力-15,下塔下部阻力变化量=下塔下部阻力-2,下塔阻力变化量=下塔阻力-18。分析它们之间的相关系数,结果见表2 和表3。
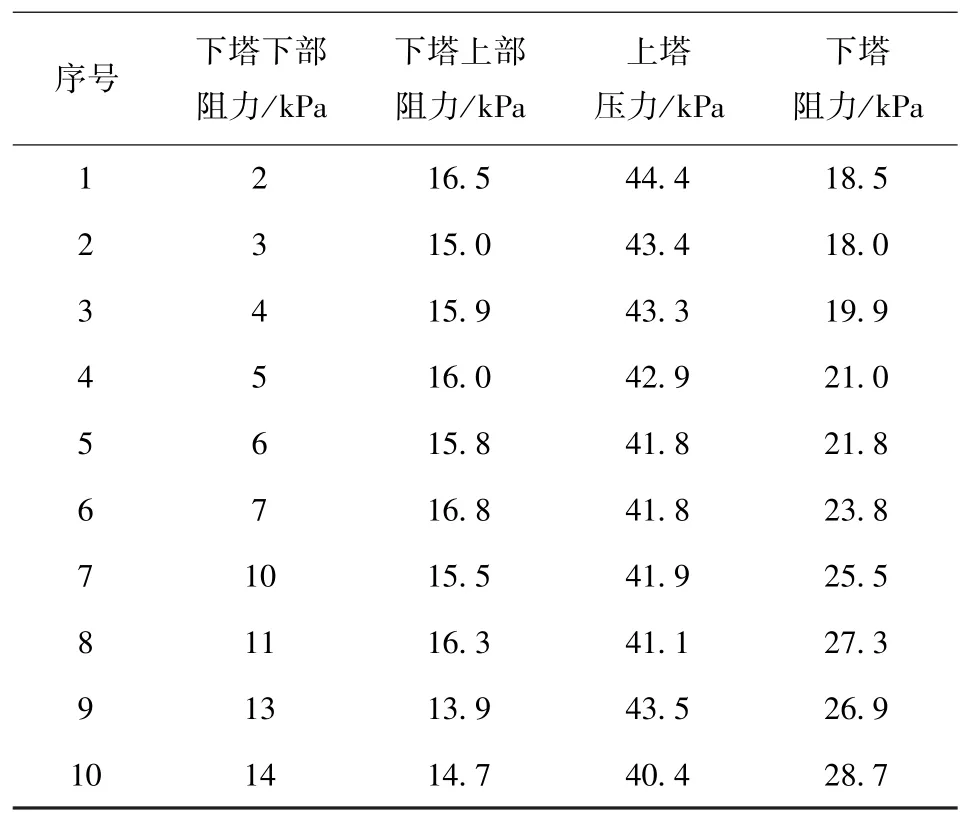
表1 下塔阻力变化数据
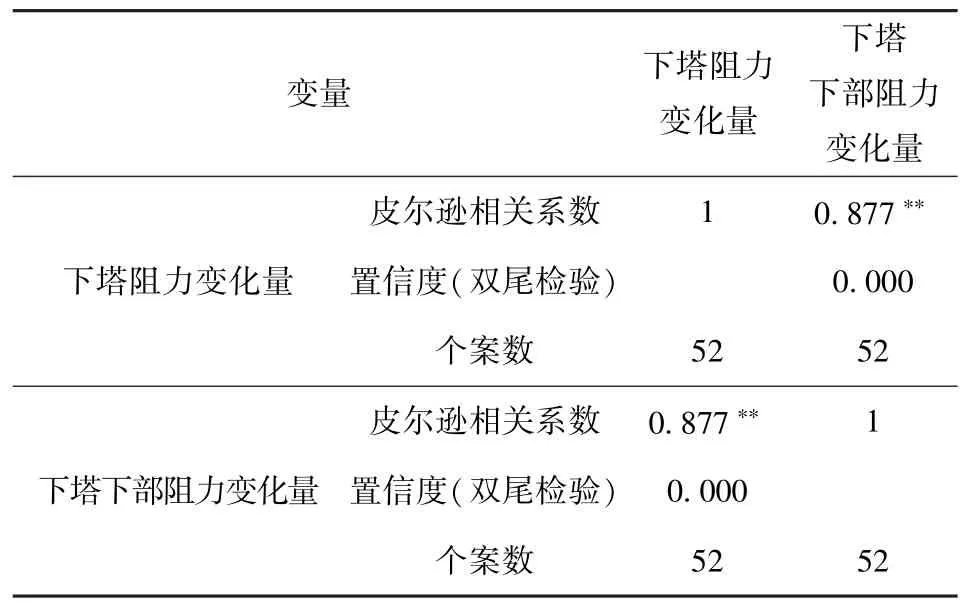
表2 下塔阻力与下部阻力变化量相关系数分析
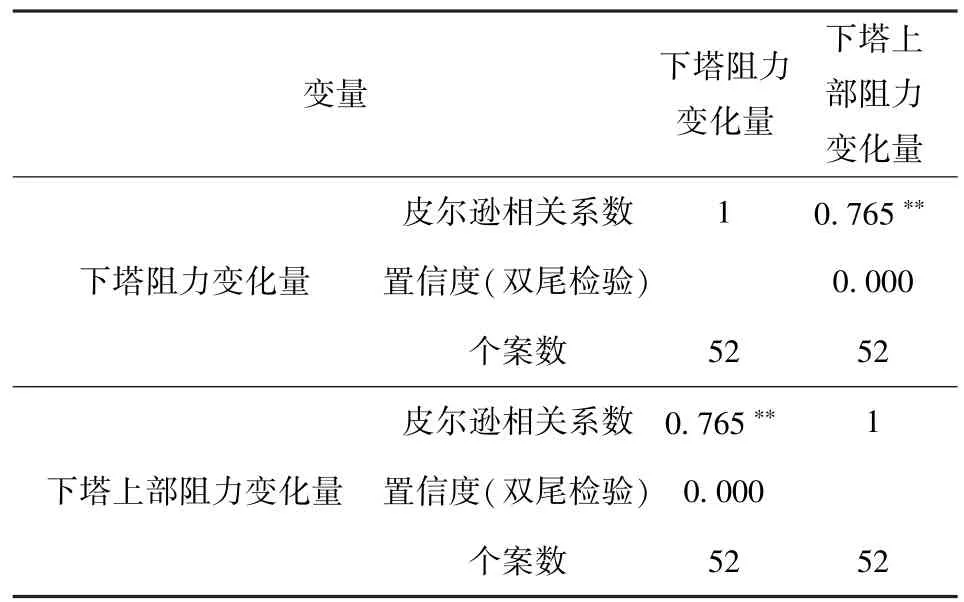
表3 下塔阻力与上部阻力变化量相关系数分析
从表2、表3 可以明显看出,下塔阻力变化量与下塔下部阻力的变化量相关系数达到0.877,与下塔上部阻力的变化量相关系数只有0.765。另外,从数据变化趋势也可以明显看出,开始时下塔下部阻力的变化明显对下塔阻力变化起主要作用。因此,下塔下部阻力异常可能是引起液泛的直接因素,同时查阅图纸得到高压液空节流后进入下塔的位置距下塔底部3.6 m。
2.1.1.3 CO2和水分分析
从理论上分析,如果CO2或水分聚集在下塔筛板上形成块状物,飘浮在液体层上对溢流管形成堵塞,则有可能造成液泛。事后,用液氩做实验,将湿空气通入液氩中,空气中的水会结成一块冰,而不是单个的小冰晶。于是再调阅以前的CO2或水分分析数据,发现出分子筛后CO2数据正常,且分子筛再生形成的各种温度曲线无异常,增压膨胀机端冷却器水分含量也正常。从常理上推测,气体经过板式换热器时,如果含水分或CO2,则首先会在板式换热器流道中冻结,从而造成通道阻力上升。但对比数据结果发现,没有阻力上升的证据,空气进、出板式换热器的阻力降一直维持在22~24 kPa。
为了找到故障的根源,利用一次停车机会对塔内进行了一次小范围的升温,来确定是否是CO2的影响,同时检查分子筛内的床层分布情况,但没有发现异常。塔内温度回升至-95 ℃,然后启动正常,空分装置运行15 d 都没有发生液泛现象。正当进行技术分析总结时,液泛再一次发生。
2.1.1.4 高压液空过热度分析
此外,曾认为是高压液空进下塔时的温度偏高、过热度大(实际偏离不超过7 ℃)导致下塔塔板上液体大量汽化,从而导致液泛发生,但事实证明,降低过热度依然无任何改变,以后每天都要发生几次液泛。液泛原因一直无解。
2.2 第二次故障及原因分析
2.2.1 第二次故障
直到2006 年4 月7 日的一次故障跳车,故障原因排查分析才发生了转机。17 点50 分,由于电网供电故障,20 000 Nm3/h 空分装置主空压机跳车,全系统停车;2006 年4 月8 日12 点30 分主空压机启动,4 月9 日2 点空分装置恢复正常生产,当空气量接近正常设计值、纯度合格后,各关键参数如产量、纯度、板式换热器中部温度、热端温差、液位等均在设计范围之内。
4 月9 日15 点,作业人员调整板式换热器中部温差时,发现有温度下降的趋势,偏离正常温度约30 ℃,平均达-135 ℃。随后采取减少中压氧气、降低膨胀量操作,中部平均温度回升到-110 ℃左右,冷凝蒸发器液氧液位高度2 780 mm,此后板式换热器中部温度稳定为-111.5~-110 ℃。
4 月10 日0~8 点,班操作人员继续前一个班组的操作,调整板式换热器中部温度,但是换热器的工作状况出现恶化,中部温度逐渐下降到-140 ℃、-142 ℃、-127.2 ℃,冷凝蒸发器液氧液位下降至2 100~2 250 mm。当班操作人员在调整无明显效果,空分装置的生产工况难以控制的情况下,开始对故障现象进行分析和调整处理。
2.2.2 第二次故障分析
2.2.2.1 工况调整
经过对此前板式换热器运行参数和调整操作方法详细的了解和分析,认为板式换热器的工况表现出换热不足、冷量外移的特征;在运行参数上,表现为正反流气体温差逐渐扩大、冷凝蒸发器液氧液位下降、高压空气节流前温度和低压空气进下塔温度升高等特征。
造成板式换热器换热不足、冷量外移[3]的原因主要有以下两个方面:
1)高压空气和中压氧气的配比不合理,造成板式换热器中部过冷,正反流气体温差扩大,冷量损失增加,工况紊乱。
2)杂物(水分、机械杂质、CO2等)进入板式换热器通道,形成堵塞,导致传热面积大幅度降低。
针对以上两种可能,对空分装置的运行工况进行针对性调整,以进一步明确故障原因。
针对板式换热器中部过冷、正反流气体温差扩大、冷量损失增加的现象,逐步调整V31 和V32 使板式换热器中部温度回升至设计指标。4 月11 日9点,板式换热器中部温度分别回升到-112.9 ℃、-109.2 ℃、-102.2 ℃,热端正反流气体温差扩大到3.7 ℃,高压空气节流前温度升高为-148.6 ℃,低压空气进下塔温度为-170.9 ℃,由此初步判断为板式换热器高压空气通道换热不良。
基于上述初步结论,预测板式换热器中部温度下降后,热端正反流气体温差将进一步扩大,冷凝蒸发器液氧液位也会下降,高压空气节流前温度将随板式换热器中部温度同步下降,低压空气进下塔温度将会略有下降,因此,调整板式换热器中部温度适当下降,以便验证初步结论。将板式换热器中部温度下降为-132 ℃、-125.6 ℃、-118.7 ℃后,热端正反流气体温差扩大到4.9 ℃,高压空气节流前温度下降为-162 ℃,低压空气进下塔温度下降为-173.9 ℃,冷凝蒸发器液氧液位下降为2 098 mm,与事先预测的变化趋势吻合,由此判定故障原因为板式换热器高压空气通道换热不良。
2.2.2.2 板式换热器通道换热不良原因分析
板式换热器高压空气通道换热不良的主要原因是:一方面,水分、CO2或者分子筛粉末进入板式换热器高压空气通道[2],在通道表面冻结或集聚,导致换热效率下降,由于高压空气通道截面积较小,进塔空气中水分、CO2含量增加所引起的不良后果可能最先在高压空气通道中表现出来;另一方面,因冷却器泄漏,增压膨胀机的空气经气体冷却器冷却后,水分直接进入板式换热器的高压空气通道,引起换热不良。从流程上来说,后者可能性更大,也更加直接,但是在设备正常运转期间,无法检测冷却器泄漏。
如果是冷却器泄漏,时间越长,则后果越严重,因为冰的膨胀可以将板式换热器的高压空气通道胀裂,甚至可能出现主冷液面持续偏低导致碳氢化合物聚集而产生爆炸的危险。为防止故障进一步恶化和扩大,将空分装置停车,检查冷却器。
2.2.2.3 故障原因确定和维修
4 月11 日,20 000 Nm3/h 空分装置停止运转。检查膨胀机增压空气冷却器,发现有水排出,水的硬度化验显示为软化水指标,表明水已进入板式换热器,空分装置无法再继续运行,工作转入冷却器检修和空分装置加温。
在检修该冷却器时,经过多次封堵处理和壳程水压试验,共发现了18 根换热管泄漏。
2.3 事故原因剖析
综合分析,上述两起液泛事故是相关的,都是由于水分进入空分装置导致了液泛现象。
由于冷却器管束为碳钢材质,在当地的水质条件下,易发生腐蚀;加之材质本身存在缺陷,冷却器换热管在设备正常运转过程中逐步产生腐蚀渗漏。每次临时停车,就有部分水分进入空气。开车以后,水分随着干燥空气进入板式换热器中,有一部分积聚到下塔的塔板上,冻结成冰,最后塔内部分冰形成较大的冰块,导致溢流口[3]被堵,产生液泛。随着每次开车、停车的泄漏,板式换热器高压空气通道的面积逐步缩小,最终通道被堵,板式换热器换热能力严重不足,生产无以为继。
3 事故防范措施
通过两次事故排查和分析,结合生产操作经验,可通过下列措施预防和避免类似事故再次发生。
1)完善工艺联锁控制系统,将水分和CO2作为增压膨胀机设备开启的联锁逻辑关系,确保控制方案上的完善。
2)慎重选择增压机和增压膨胀机冷却器的管束材质,不宜采用碳钢材质。
3)加强水分和CO2仪表的日常保养,确保测量结果的可靠性和客观性,提供准确及时数据,为操作设备提供方向。
4)完善冷却器检查制度,确保异常现象及时发现。
4 结束语
通过两次事故综合分析,找到了液泛故障的真正原因,排除了设备隐患,设备运行至今再没有出现过液泛现象和板式换热器泄漏问题。同时,本案例也为空分装置的设计或使用单位提供了有益的借鉴和参考。