熔体直纺高强超低热收缩尼龙66纤维生产工艺探讨
2021-05-08谢巧丽
谢 巧 丽
(神马实业股份有限公司,河南 平顶山 467000)
尼龙66 纤维因强度高、回弹性好、耐疲劳、耐热性及耐磨性优异,在工业上广泛用于制造轮胎帘子布、降落伞布、安全气囊、传送带、帐篷、渔网等[1-2]。近年来,细旦尼龙66纤维在高速缝纫线、工业用织物等新应用领域的需求不断增加,这些应用领域要求尼龙66纤维具有高强度,且必须保持良好的尺寸稳定性。纤维在高温状态下的热收缩率是衡量其尺寸稳定性的重要技术指标,常规细旦尼龙66纤维断裂强度在7.0 cN/dtex以上,热收缩率在6%~10%;而高强超低热收缩尼龙66纤维断裂强度要求在7.5 cN/dtex以上,干热收缩率要求在4%以下。
目前工业上主要采用切片纺工艺生产高强超低热收缩尼龙66纤维,以尼龙66切片为原料进行固相聚合,之后再进行纺丝、拉伸、热定型,生产出全拉伸丝[3-4]。该技术存在能耗高、产品批次间不匀率大等问题。作者采用一步法连续聚合熔体直纺新工艺,通过对尼龙66聚合物相对黏度、纺丝温度、上油率、拉伸及热定型工艺等关键技术的优化,生产的高强超低热收缩尼龙66纤维断裂强度高达8.1 cN/dtex,干热收缩率低至3.8%,生产过程稳定,产品A级品率高达90%。
1 试验
1.1 主要原料
尼龙66盐液:质量指标见表1,神马尼龙化工有限责任公司产。
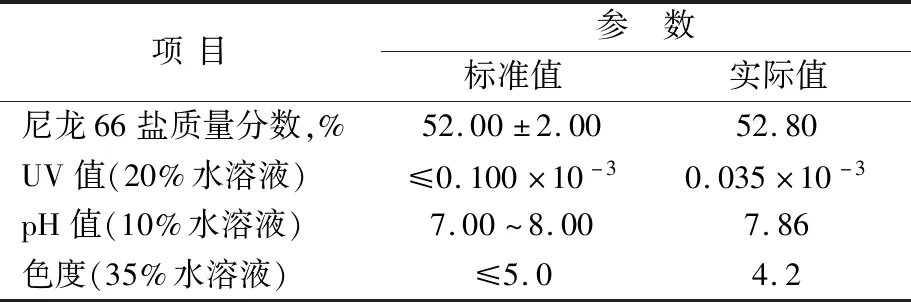
表1 尼龙66盐液的质量指标Tab.1 Quality index of nylon 66 salt solution
1.2 主要设备及仪器
连续聚合设备、纺丝箱、侧吹风装置、拉伸机:日本旭化成株式会社制;卷绕机:ASW Baby-604型,德国Barmag公司制;AVL-4C型自动黏度仪:SAN DENSHI IND.CO.LTD制;QTY-1型强力机:日本岛津公司制;MK-V型干热收缩测定仪:英国Testite公司制;YG086型测长仪:常州纺电仪器有限公司制。
1.3 高强超低热收缩尼龙66纤维的生产
采用一步法连续聚合熔体直纺生产高强超低热收缩尼龙66纤维。首先,将质量分数52.8%的尼龙66盐液在140 ℃高温状态下加热浓缩100 min,得到高浓度尼龙66盐液;之后,高浓度尼龙66盐液在反应器中高温高压预聚120 min,完成预聚脱水,然后在聚合器中依次进行高温常压聚合55 min、负压聚合35 min,缩聚过程中形成的水分在真空条件下逐步脱去,并通过提高真空度使聚合反应平衡不断向右移动,进一步提高聚合物的黏度,得到尼龙66聚合物熔体;最后,熔体经过熔体增压泵输送至纺丝箱,经纺丝、冷却、上油、拉伸、热定型、卷取,得到222 dtex /34 f高强超低热收缩尼龙66纤维,生产工艺流程见图1。
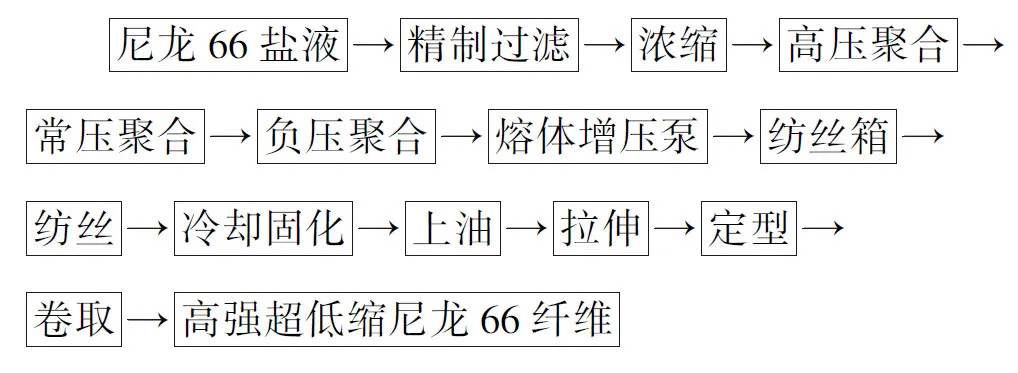
图1 高强超低热收缩尼龙66纤维生产工艺流程Fig.1 Production process of high-strength ultralow-thermal shrinkage nylon 66 fiber
1.4 分析与测试
相对黏度:称取一定量的尼龙66聚合物溶解于90%的甲酸溶液,将溶液加入AVL-4C型自动黏度测定仪中,测定聚合物的相对黏度。
线密度:根据FZ/T 54055—2012《缝纫线用锦纶66牵伸丝》,采用YG086型测长仪测定。
强伸度:根据FZ/T 54055—2012《缝纫线用锦纶66牵伸丝》,采用QTY-1型强力机测定。
干热收缩率:根据FZ/T 54055—2012《缝纫线用锦纶66牵伸丝》,采用MK-V型干热收缩测定仪测试。
染色均匀度:根据FZ/T 50008—2015《锦纶长丝染色均匀度试验方法》,采用灰卡判定。
2 结果与讨论
2.1 尼龙66聚合物相对黏度
聚合物的相对分子质量是其最基本的结构参数之一,在工业生产中通常采用相对黏度表征聚合物相对分子质量的大小,高聚物的相对分子质量越大,其相对黏度就越大。聚合物的相对黏度对其纺丝性能及纤维质量有直接影响。随着聚合物相对黏度的升高,纤维的拉伸性能提高,机械强度也随之提高,但相对黏度过高,熔体在管道中流动不均匀,初生纤维拉伸时易产生毛丝、断头,造成纺丝困难[5];相对黏度过低,熔体从喷丝板喷出后,难以形成持续不断的细流,致使纺丝无法进行。因此,在生产中必须将聚合物相对黏度控制在合适范围之内。从表2可知,在生产222 dtex/34 f高强超低热收缩尼龙66纤维时,将聚合物相对黏度控制在77~79时,纺丝过程稳定,纤维拉伸性能好,有利于后续纤维强度的提高。
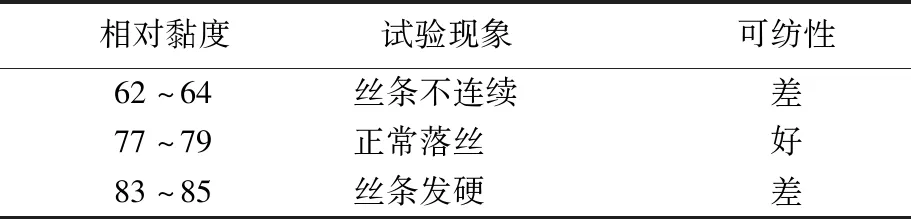
表2 聚合物相对黏度对可纺性的影响Tab.2 Effect of relative viscosity on spinnability of polymer
2.2 纺丝温度
高聚物熔体黏度对温度变化非常敏感,纺丝温度升高,大分子活动性增加,分子链之间缠结降低,熔体黏度降低,流动性能增加。但是,纺丝温度过高将导致聚合物热降解,在纤维生产中会导致丝饼发黄甚至出现黑圈丝,可纺性变差;纺丝温度较低时,高聚物熔体黏度会有所提高,流动性变差,不利于后续的喷丝及拉伸过程,纤维生产中容易出现毛丝、断头。因此,为了保证纺丝顺利进行,必须控制好纺丝温度即纺丝箱温度。由表3可知,通过对纺丝箱温度进行试验,将纺丝箱温度由(300±2)℃开始降温,当纺丝箱温度为(300±2)℃时,熔体相对黏度较高,断丝次数少,因此,确定合适的纺丝温度为(300±2)℃。
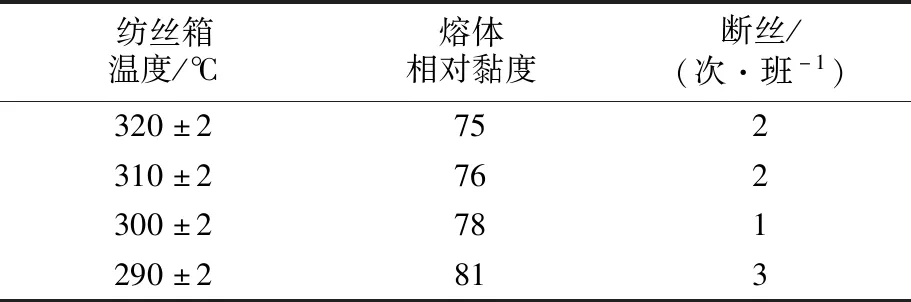
表3 纺丝温度对熔体黏度及断丝次数的影响Tab.3 Effect of spinning temperature on melt viscosity and yarn breakage number
2.3 上油率
尼龙66纤维上油率过低,纤维容易起静电,纤维间抱合力差,与设备零件的摩擦力较大,不利于后面的卷绕和后加工;但上油率过高不仅会增加油剂消耗,导致擦辊周期变短,同时丝束表层附着过多的油剂亦会导致纤维在拉伸辊表面打滑,起不到拉伸作用致使纤维强力下降。因此,为使纤维能够顺利拉伸,必须确定合适的上油率。
由表4可以看出:当上油率为0.55%时,纺丝时每班断丝次数较多,产品A级品率为83%;当上油率为0.80%时,纺丝时每班断丝次数较少,且产品A级品率高达90%;当上油率进一步增加至1.20%时,每班断丝次数反而增高,产品A级品率也降低。因此,根据试验确定合适的上油率为(0.80±0.10)%。

表4 上油率对生产及产品质量的影响 Tab.4 Effect of oil pick-up on product quality and production
2.4 拉伸倍数
高强超低热收缩纤维要求纤维强度高,且具有足够低的干热收缩率。工业生产中为了提高纤维的强度,最有效的方法是提高拉伸倍数,随着拉伸倍数的提高,纤维分子的取向度增大,纤维强度增加;但拉伸倍数过高,容易发生断丝,致使纺丝中断,而且随着纤维大分子取向度增加,发生取向的非晶区分子链段在受热时更容易发生卷曲,进而影响到纤维的尺寸稳定性。从图2可知,随着拉伸倍数的提高,纤维的断裂强度和干热收缩率都有升高的趋势。因此,兼顾纤维高强力与超低热收缩性能,选择合适的拉伸倍数为5.40±0.10。
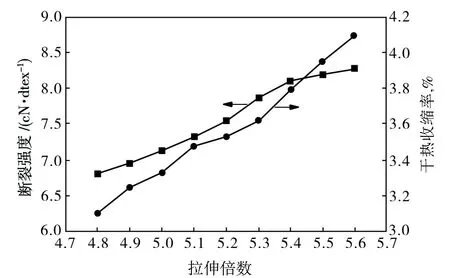
图2 拉伸倍数对尼龙66纤维断裂强度和干热收缩率的影响Fig.2 Effect of draw ratio on breaking strength and dry-hot shrinkage of nylon 66 fiber
2.5 热定型温度和松弛比
2.5.1 热定型温度
经过高倍拉伸后的纤维内部超分子结构已经基本形成,但是纤维内部存在着不均匀的应力,纤维内的结晶结构也有很多缺陷,为了增加纤维的尺寸稳定性,必须通过松弛热定型使纤维内部结构舒解重建,消除内应力,使纤维内部较不稳定的结构转变为稳定度较高的结构。从图3可以看出:热定型温度由180 ℃提高至220 ℃时,纤维的断裂强度由6.82 cN/dtex增加至8.10 cN/dtex;当热定型温度高于220 ℃时,随着温度的提高,纤维的断裂强度呈现下降趋势;纤维的干热收缩率随着热定型温度的升高而降低,这可能是由于随着热定型温度升高,分子链段运动能力增强,这有助于原有结构破坏并重建,消除内应力[6],但温度过高使纤维解取向程度增大,纤维强度下降。因此,兼顾纤维高强力与低热收缩性能,在纺制222 dtex/34 f高强超低热收缩尼龙66纤维时,合适的热定型温度为210~220 ℃。
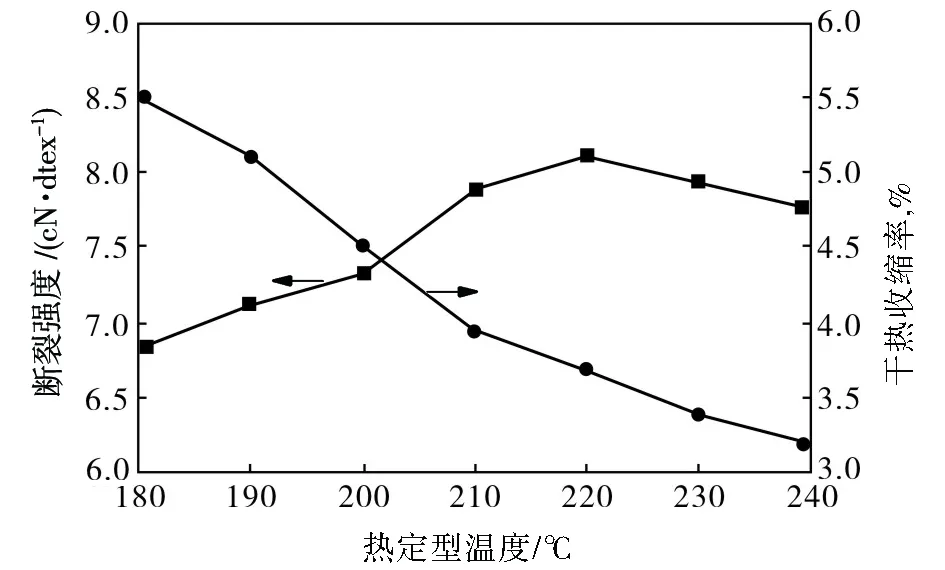
图3 热定型温度对尼龙66纤维断裂强度与干热收缩率的影响Fig.3 Effect of heat setting temperature on breaking strength and dry-hot shrinkage of nylon 66 fiber
2.5.2 松弛比
从图4可以看出,随着松弛比提高,尼龙66纤维的干热收缩率升高。但若松弛比过低,丝条在拉伸辊表面剧烈跳动,丝束不稳易造成断丝,可纺性变差。综合考虑,在纺制222 dtex/34 f高强超低热收缩尼龙66纤维时,在保证可纺性良好的情况下为得到超低热收缩纤维,选择合适的松弛比为0.88~0.92。
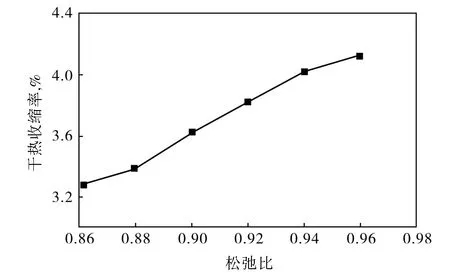
图4 松弛比对尼龙66纤维干热收缩率的影响Fig.4 Effect of relax ratio on dry-hot shrinkage of nylon 66 fiber
2.6 较佳生产工艺条件和产品质量
经过对聚合物相对黏度、纺丝温度、上油率、拉伸倍数、热定型温度及松弛比等工艺参数的优化,得出222 dtex/34 f高强超低热收缩尼龙66纤维的较佳生产工艺条件见表5,在较佳工艺条件下实现了稳定生产,产品A级品率达90%,产品主要质量指标见表6。
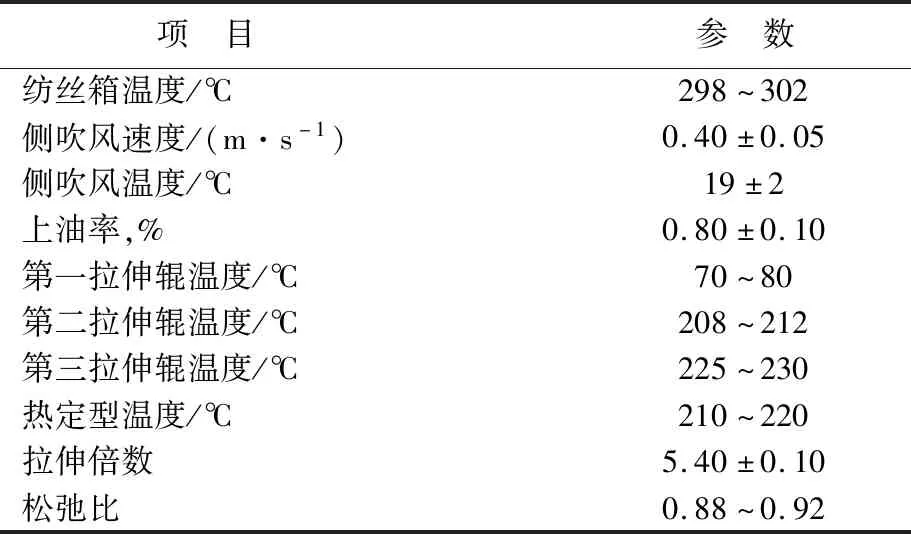
表5 222 dtex/34 f高强超低热收缩尼龙66纤维较佳生产工艺条件Tab.5 Rational production process conditions of 222 dtex/ 34 f high-strength ultralow-thermal shrinkage nylon 66 fiber
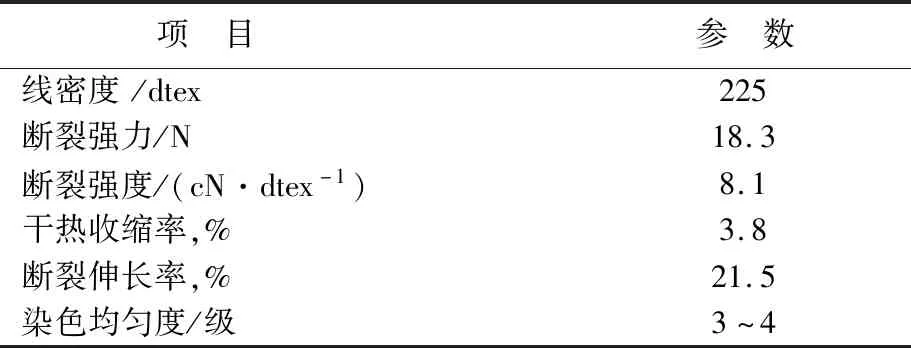
表6 222 dtex/34 f高强超低热收缩尼龙66纤维主要质量指标Tab.6 Quality index of 222 dtex/ 34 f high-strength ultralow-thermal shrinkage nylon 66 fiber
3 结论
a. 采用连续聚合熔体直纺技术,通过对纺丝、拉伸、热定型各工序工艺条件的优化,可以实现高强超低热收缩尼龙66纤维的稳定生产。
b. 控制尼龙66聚合物相对黏度在77~79,选择纺丝温度298~302 ℃、上油率(0.80±0.10)%、拉伸倍数5.40±0.10、热定型温度210~220 ℃、松弛比0.88~0.92,生产222 dtex/34 f高强超低热收缩尼龙66纤维时生产过程稳定,纤维断裂强度高达 8.1 cN/dtex,干热收缩率低至3.8%,产品A级品率达90%。
