基于BP神经网络的缝纫工序状态识别
2021-05-07张守京郭文飞张荣川
张守京, 郭文飞*, 张荣川
(1.西安工程大学 机电工程学院, 陕西 西安 710048;2.西安工程大学 西安市现代智能纺织装备重点实验室, 陕西 西安 710048)
服装生产过程中由于工作环境不同,平缝机(平缝机是服装加工中最常见的加工设备之一)的性能不同,缝纫工人的熟练程度和习惯不同,造成产品出现的质量问题不同[1-2]。目前,缝纫后产品的质量检验一般采用人工质检[3],检验服装缝纫线迹是否漂亮、柔软、稳定,以及面料缝合表面是否有缝纫皱缩、缝迹形态不良、缝线张力不良、断线、脱缝和跳针等现象。此类问题直接影响到产品的品质。由于服装生产是大批量流水线生产,因此质量评定对于质检技术人员是一项繁杂辛苦的工作。为解决服装生产缝制产品质量问题,众多研究学者提出了多种优化服装生产管理的思想[4-5]。在服装生产过程中,90%的工作量集中在缝制加工,所以研究的重点是缝制工艺生产线上出现的相关问题[6-7]。为了更好地解决这些问题,产品的工艺过程被拆分成若干和阶段工序时,要求产品品质和工艺结构需相对稳定,同时满足一定的量产;这些条件保证了流水生产方式具有较高的效率和最终产品的质量[8]。
近年来,电流信号监测生产状态在制造业中已有广泛的应用:文献[9]建立刀具电机电流与切削力、铣削力间的模型, 实时监测机床刀具的工况状态,为机床结构优化和加工工艺参数优化进行了支持性的改进;文献[10]结合切削力与主轴电流的联系,提出了基于主轴切削电流系数的铣刀磨损状态监测方法,能有效地识别新刀、正常和严重磨损3种状态;文献[11]选择电机的三相电流信号作为故障诊断的采集信号,选择小波包分解信号,对轴承故障进行有效的识别;文献[12]以Visual C++6.0为开发环境设计了数据处理的滤波、积分、矫正和计算电流有效值,通过对电阻点焊过程中的电流参数进行焊接质量的可靠监测;文献[13]基于配电避雷器全电流监测研究了系统过电压警告方案,实现了全电流监测的避雷器过电压预警。纺织行业中,文献[14]提出缝纫工厂智能化,将智能传感技术应用到缝纫机上,来辅助缝纫机的智能缝纫,实现缝纫过程的实时监测。文献[15]介绍了一种用于电能和能量的计算机测量设备,研究服装缝纫操作的工艺参数,使电能消耗与缝纫工艺相联系,从而达到监测效果。课题组将服装生产中各个工序再进行深度分解,并提出一种基于BP神经网络的缝纫工序状态监测和识别方法,提取平缝机伺服驱动电机中电流特征信号,构建缝纫工序状态识别模型,为实现缝纫过程中工序状态的监测和识别提供实际有效的方法。该方法使用电流监控克服了容易出错的人为测量问题,并用数字的标准来代替专家的经验,保证了最终服装产品的质量,同时也降低了质检人员的工作强度,降低了产品质检成本。
1 实验设计
实验采用西安某有限公司生产的GC6730系列电脑直驱自动切线平缝机,最高缝纫转速5 000 r/min,最大针距7 mm。电流传感器采用CT9691钳形AD/AC传感器,可测量导体直径φ35 mm,额定输入100 A,测试范围0.00~20.00 A, 精度≤0.1%。将电流钳夹于缝纫机伺服电机的驱动电流电线上,测量伺服电机的驱动电流,使用NI LabVIEW数据采集与分析软件将信号传输至上位机进行数据存储和分析。缝纫工序状态识别系统实验台如图1所示。

图1 缝纫工序状态识别系统实验台Figure 1 Sewing process status identification system test bench
2 缝纫过程的电流信号提取
为实现对缝纫工序状态的监测和识别,建立不同缝纫工序状态与特征信号之间的关联样本库。在缝纫制作中提取特征信号,选取启动加固、平稳缝制、结束加固和剪线4种不同工序状态的伺服驱动电流信号进行测试。
2.1 信号采集实验
在缝纫机正常工况下,实验人员对服装进行缝纫,获得转速为2 000 r/min时的启动加固、平稳缝制、结束加固和剪线工序状态的电流信号。完整缝纫的电流信号如图2所示。

图2 完整缝纫的电流信号Figure 2 Complete sewing current signal
2.2 不同缝纫工序状态的特征信号
在缝纫过程中,2名工作人员分别对不同缝纫工序进行了操作,获取了对应工序的电流信号Ⅰ和电流信号Ⅱ。4道工序电流信号如图3~6所示。
2.3 多缝纫工序状态信号特征样本库
由图3~6可看到:①启动加固及结束加固的特征信号峰值远大于平稳缝制;②平稳缝制时信号波动较小;③剪线时信号存在信号跃迁。提取4种缝纫工序状态电流,每组10个样本,共40个样本。特征信号的平均值、峰值、方差、标准差、峭度和均方根建立特征信号的样本数据库,如表1所示。
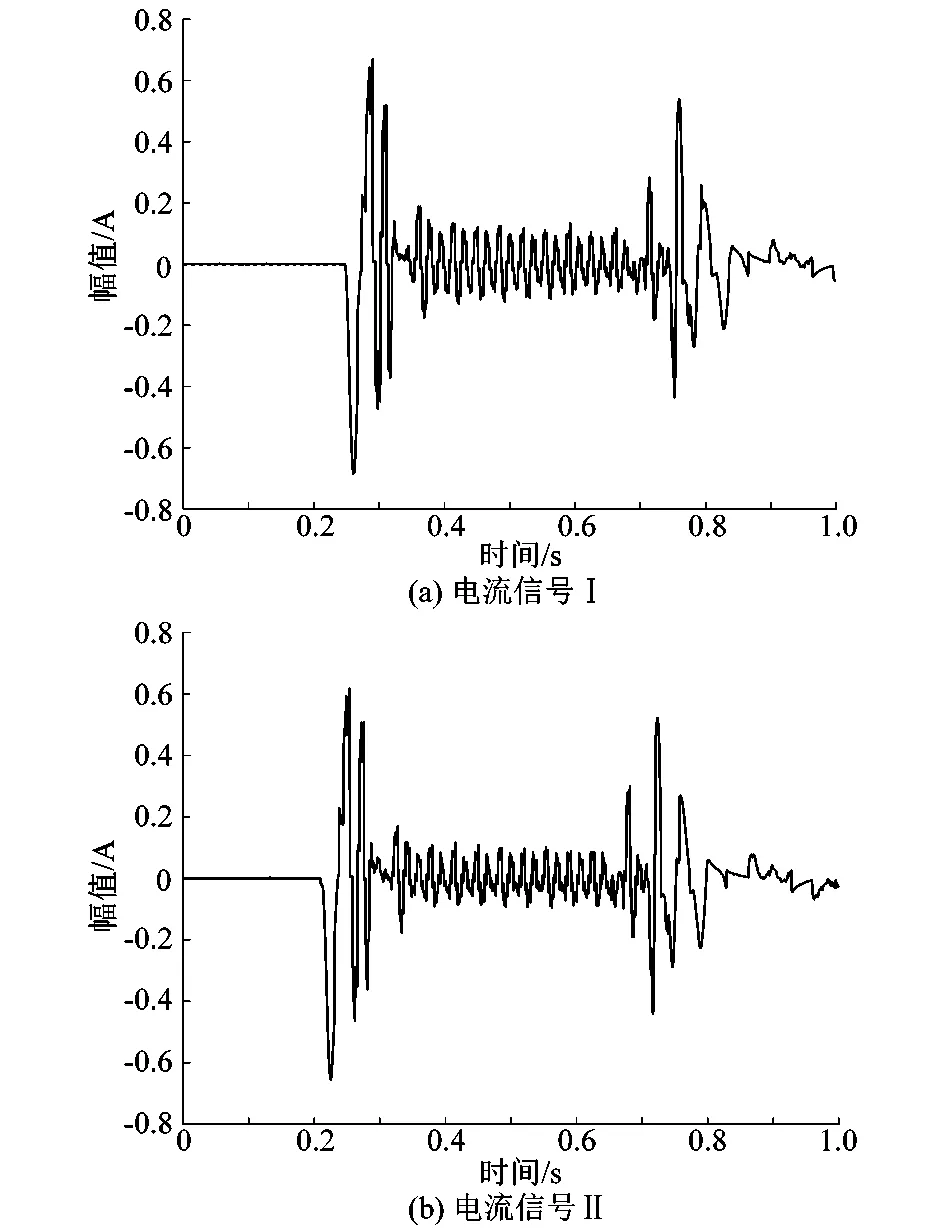
图3 启动加固时的电流信号Figure 3 Current signal of starting reinforcement

图4 平稳缝制的电流信号Figure 4 Current signal of smooth sewing

图5 结束加固的电流信号Figure 5 Current signal of finished reinforcement
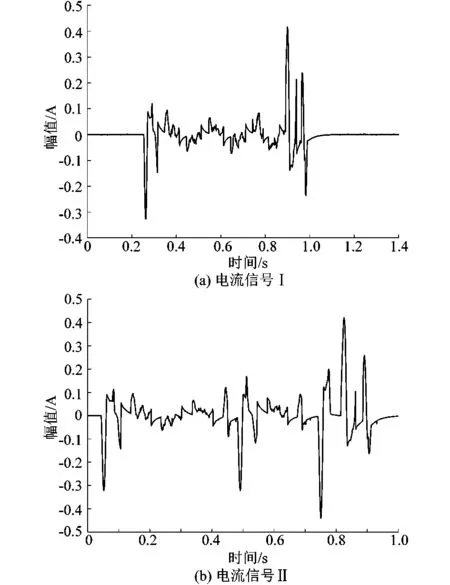
图6 缝纫剪线的电流信号Figure 6 Current signal of cutting thread

表1 缝纫各工序状态特征信号样本值
3 基于BP神经网络的缝纫工序状态识别模型
3.1 BP神经网络
BP神经网络是一种多层前馈模拟人脑神经元工作的智能学习算法,包含输入层、隐含层和输出层[16]。BP神经网络的具体特点是信号前向传递,误差反向传递, Robert Hecht-Nielsen证明对于任何闭区间内的一个连续函数f,都可以用含有一个隐含层的BP网络来贴近,所以含有输入层、隐含层、输出层3层的神经网络可实现缝纫工序状态识别。图7所示为BP神经网络结构图。
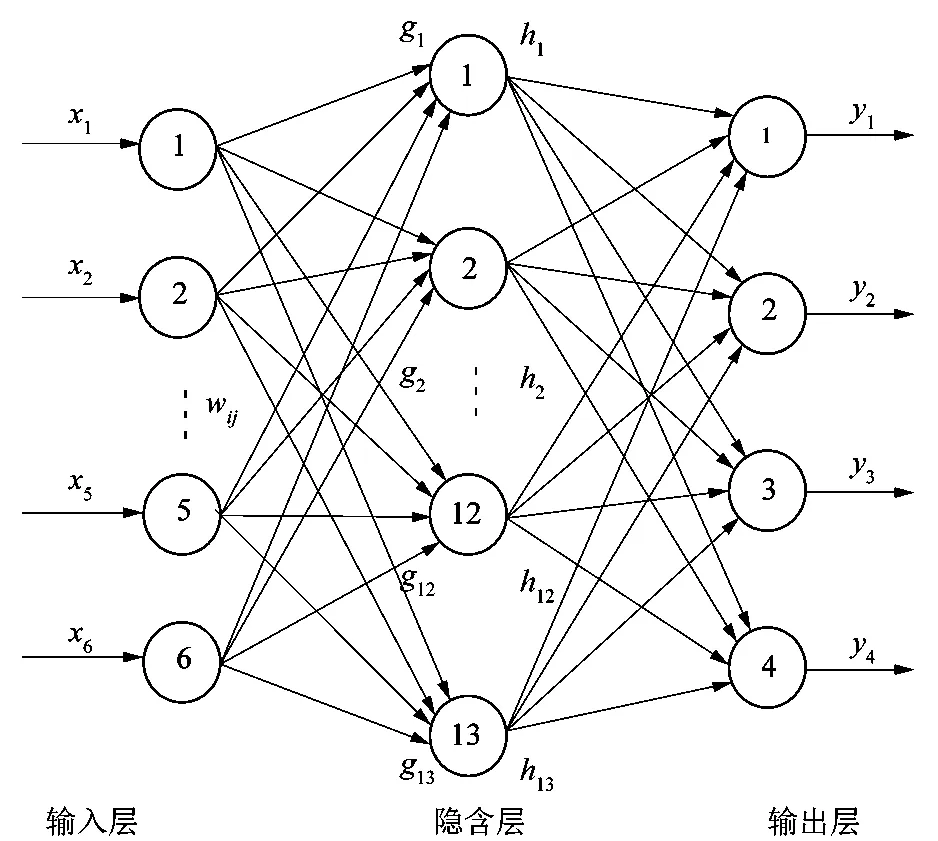
图7 BP神经网络结构图Figure 7 BP neural network structure diagram
为了减少输入层的维数,减少BP网络的学习训练时间,所以分别选择启动加固、平稳缝制、结束加固和剪线4种电流信号的平均值、峰值、方差、标准差、峭度和均方根数据作为特征量组成节点数为6个的输入层,输出层为启动加固、平稳缝制、结束加固和剪线4种缝纫工序状态。
隐含层节点数的估算方法如下:
1) 根据Kolmogorov定理,为使该网络能高效运行、快速收敛,隐含层节点数为k=2x+1=13。
所以隐含层神经元数目为13个。
2) 隐含层节点数的估算方法为
(1)
式中:k为隐含层节点数;x为6个神经元的输入层;y为4个神经元的输出层;a为区间1至10的常数。
故隐含层神经元最大数目为13个。
3) 运用最小二乘法进行拟合,得到函数公式为
(2)
式中:k为隐含层节点数;x为6个神经元输入层;y为4个神经元输出层,得出隐含层神经元数目为7个。
使用软件进行实验验证,通过多次观察,发现数据精度达到0.001时,训练次数对于同节点数的变化如表2所示。由表2可知,节点数为13时对应的训练步数最少。最后确定出输入层为6个单元,隐含层为13个单元,输出层为启动加固、平稳缝制、结束加固和剪线4个工序状态组成的4个单元。

表2 隐藏节点数确定
3.2 BP神经网络学习算法
神经网络中输入向量为Xs=(x1,x2,…,xs),理想输出向量为Oq=(o1,o2,…,oq)。中间层单元的输入向量为Gp=(g1,g2,…,gp),中间层单元的输出向量为Hp=(h1,h2,…,hp)。输出层输入神经元的输入向量为Mq=(m1,m2,…,mq),输出层单元实际输出向量为Yq=(y1,y2,…,yq)。
输入层至中间连接层连接权为{Wij},中间层至输出层连接权为{Vjt},中间层各单元输出阈值为{θj},输出层各单元输出阈值为{γt},选取响应函数
(3)
(4)
hj=f(gj)。
(5)
利用中间输入{hj}、连接权值{Vjt}和阈值{γt}计算输出层各单元输入{Mj},然后用{Mj}通过S函数计算输出层各单元的响应{Yt}:
(6)
Yt=f(Mt)。
(7)

(8)
先对实验数据进行归一化处理然后输入BP神经网络:
(9)
式中:x为输入向量,y为输出向量;xmax为输出向量最大值,xmin为输出向量最小值。
3.3 神经网络训练及验证分析
进一步对BP神经网络进行实验仿真:
y=sim(n,x)
(10)
式中:sim为模拟仿真函数,n为BP神经网络。
x=[x1,x2,x3,x4,x5,x6]T为输入变量,其中x1,x2,x3,x4,x5,x6分别为操作工人操作时电流信号的平均值、峰值、方差、标准差、峭度和均方根。y1,y2,y3,y4为缝纫过程中启动加固、平稳缝制、结束加固和剪线4种缝纫工序状态的识别结果。当输出值为[1,0,0,0],[0,1,0,0],[0,0,1,0],[0,0,0,1]时,分别对应识别结果为启动加固、平稳缝制、结束加固和剪线4种工序状态。图8为工序状态识别神经网络特征信号融合模型。

图8 工序状态识别神经网络特征信号融合模型Figure 8 Process state recognition neural network feature signal fusion model
神经网络中使用Sigmoid函数激活隐含层和输出层神经元,将输出值限定在[0,1]区间内,使其接近输出目标0或1,从而对输出结果进行判断。使用MATLAB工具箱进行BP神网络模型构建,选用tansig函数、logsig函数作为隐含层和输出层的传递函数。设置BP神经网络参数,网络权值系数在区间[0,1],训练步长为1,训练步数为2 000,误差为0.001,经过学习训练的函数运行后,训练次数为55次时可以满足预期的学习误差0.001。
4 实验仿真
为验证基于BP神经网络缝纫过程中工序状态在线监测和识别的精确性与可靠性,对已知缝纫工序操作人员进行缝纫实验,随机从4种缝纫工序状态各取2组进行实验验证,输入已经训练完毕的BP神经网络进行工序状态的识别,结果如表3所示。

表3 缝纫工序状态识别验证结果
表3中序号1和2的测验网络实际输出趋近于网络目标[1,0,0,0],可以识别出工序状态为启动加固;3和4组实验测试出网络实际输出趋近于网络目标[0,1,0,0],可以识别出工序状态为平稳缝制;同样5和6组及7和8组识别出结果分别为结束加固和剪线状态,测试结果证明了本网络可以准确地识别分类出缝纫工序状态。
5 结语
课题组提出使用BP神经网络来监测识别缝纫产品的质量,将服装生产中各道工序分解为基础的各个工序状态,采用缝纫机伺服驱动电流作为监测识别的输入数据,基于数字的标准来代替专家的经验。根据实验识别结果可以表明:新方法能够准确地识别出缝纫的各个工序状态,算法易于工程实现,最低识别率超过95%,平均识别率超过98%;在缝纫过程中提供了工序状态监测和识别实际有效的方法,克服了测量时人为出错问题,可以保证服装产品的质量,同时也降低了质检人员的工作强度。
