浅析双螺杆混炼机在化工企业中的应用
2021-04-26董晓庆
董晓庆
(大庆石化公司化工三厂,黑龙江 大庆 163714)
1 概述
双螺杆混炼机的加工处理部分由能够更换的各个筒节组成。根据加工处理对象,双螺杆挤出机提供了料斗接口、脱挥口或孔。由于螺杆组件和螺杆筒体是模块设计,根据加工处理任务,便可以确立输送、塑炼、均混,压力建立区和脱挥区。利用螺杆元件,引入和输送产品,双螺杆混炼机的进料可以是粉料、粒料、片料,熔融物、糊料等,由烟杆元件进行盟炼,混合和扩散。通过改变烟杆元件的厚度及其交错排列的角度,便能按照各种要求,调整混合,剪切和扩散功用。螺杆元件设置在螺杆轴上,共转且紧密互相配合的螺杆轴具有一个密封面,使其能够:螺杆元件自清洗、各个产品粒子上不会有过度的应力、窄的停留时间分布、产品均匀受载、改变颜色的时间短。
在每个螺杆轴的端头,安装了一个螺杆端件,将螺杆元件轴向地固定在螺杆轴上。
通过螺杆轴联轴器,将每个螺杆轴与齿轮箱的功率输出轴连接在一起。螺杆轴密封系统保证产品不会离开加工处理部分流向齿轮箱。挤出机筒体由筒支座支撑,支座还吸收热膨胀造成的加工处理部分轴向位移。根据筒支座上的安装表面来确定加工处理部分的精确轴向对中。
2 设备结构及组成
2.1 螺杆筒体
通过采用可以更换的各个螺杆筒节将加工处理部分分成各个区。筒体由电加热。此外,筒体上还设置了用冷却水冷却的纵向孔。
通过一个反向强制流动的温度控制回路,在八面形筒节孔径的圆周上实现均匀的温度分布。温度控制的管线连接采用凹凸式设计,来平衡交变的热应力,并避免泄漏。螺杆筒体上覆有绝热罩,以减少热散失。而且这些护罩还是防止热筒体烫伤人的防护物,螺杆筒体是用渗氮钢制成。
2.2 螺杆筒体支座
螺杆筒体由筒体支座支撑。这些支座还吸收热膨胀造成的加工处理部分的轴向位移,根据筒体支座上的配合表面来确定加工部分的精确轴对中。采用固定器,将筒体支座安放在专门制作的基础板上。固定器和基础之间的连接必须牢固可靠。
2.3 螺杆轴联轴器
螺杆轴联轴器(如图1)连接齿轮箱的输出轴和螺杆轴,并传送扭矩。每个螺杆轴联轴器上的环都是开式设计。联轴器轴套的内侧上有内旋的齿。在齿轮箱输出轴和螺杆轴端头的外侧也有内旋的齿。
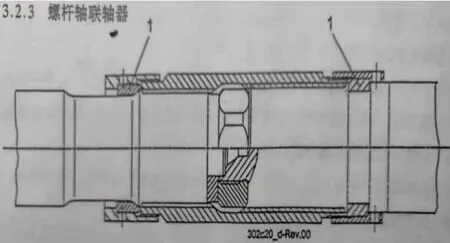
图1 螺杆轴联轴器
2.4 螺杆轴密封
螺杆轴密封防止产品从加工处理部分流出并流向齿轮箱方向。对螺杆轴密封采用氮封(如果能确保产品的一致性,也可以使用空气封闭)。
2.5 螺杆轴
为了进行扭矩传送,从轴肩开始,把螺杆轴设计成了键槽形,按照螺杆元件的外侧与轴同心排列的方式,将螺杆元件固定在轴上,从而使螺杆轴的外圆和内圆都开着。
2.6 螺杆元件
双螺旋片形的螺杆形状与三螺旋片形状相比,具有螺旋深度更大的优点。这就使其具有在相同螺杆速度下的每单位长度的更大自由容积和更低的平均剪切力。由于这些差别,双螺旋片形式的螺杆才具有下列典型的加工处理特点:良好的进料特性、高输送量、无应力的产品处理。这就理所当然地要对下列情况采用大容量螺杆设计:进料较难的产品(如充满纤维的混合物)、粉料原料,尤其是低堆密度的原料、不需要高剪切力的加工材料、对剪切力和温度敏感的产品。
3 故障分析
3.1 故障现象:螺杆或筒体磨损/金属擦伤
可能原因:螺投料试车期间磨合磨损;由于不规则地加热冷却,加工处理部分变形;螺杆的塑炼性能不够;在用加工粉流的螺杆结构时,颗粒的百分比很高。
排除方法:正常现象。检查筛网中的磁粉,如果是磨合磨损,磁粉量会持续地减少;保证加热器壳安装得紧靠着筒体。检查电加热元件的功能。如有必要,检查筒体的冷却回路的自由通道,根据需要,缩短或延长冷却冲量;升高加工处理部分的温度。补强塑炼区的螺杆;增加塑炼区的螺杆背压。柔和装置的的布置要符合要求,提高温度。使用具有磨损保护的合适的螺杆和筒体,优化螺杆结构。
3.2 故障现象:在吸入物料期间出现问题
可能原因:物料密度太低;双螺杆混炼机的速度太低;物料通过量太大;气体回流;进料区内发生流化;进料筒体内的物料黏结。
排除方法:增加物料密度;增加双螺杆混炼机的速度;减少物料通过量;减少气体封闭量;对物料筒体进行冷却;在料斗上增加振动器。
3.3 故障现象:螺杆轴刮擦筒体内壁
可能原因:加工处理部分对中不好。
排除方法:在机器冷态时,进行加工处理部分对中。
3.4 故障现象:加工处理部分中有很大的噪声,例如,撞击声、咔哒声、叽叽声。
可能原因:机器内没有产品运转(没有润滑;无润滑运转);对于粉料螺杆,有太高百分比的颗粒;螺杆轴上的螺杆组件安装得不正确,螺杆轴和齿轮箱输出轴之间的连接松动。
排除方法:喂入产品或者适时停机;减少颗粒的百分比,通过外部加热,提高塑炼区前和其中的温度。增高塑炼区中的柔和装置的背压;检查螺杆轴联轴器,进一步拧紧活接螺母,直到螺杆轴和齿轮轴连接好为止。
3.5 筒体的温度与设定值的差别较大
可能原因:温度控制器没有优化冷却或加工脉冲的时间;聚合物含水,从而在塑炼区中产生波动;放空系统失灵;聚合物的密度变化激烈或聚合物粉料中含空气较多。
排除方法:校正控制器或相应地改正控制器的程序;检查聚合物的水分,如有必要,减少含水量;在特殊情况下,重新考虑并改变螺杆结构;检查放空口;减小物料密度的变化;检查聚合物进料系统的放空(放空管线和或过滤器设备)。
3.6 功率输入中有较大变化
可能原因:短时间内聚合物进料变化较大;进料含水量较大;进料产品流化;进料系统棚空。
排除方法:检查进料器,如有必要,优化进料精度;确定物料含水量,采取措施,减少水分;减少氮气封闭压力;优化聚合物进料管线的放空;对进料筒体进行更强的冷却;采取合适措施,消除棚空。
4 结语
随着大化工时代的到来,双螺杆混炼机在化工企业的使用会愈加广泛。目前,国外的混炼机在我国占据着较大份额的市场,国内还没有对双螺杆混炼机有统一规范的要求,仅以此文让大家对双螺杆混炼机相关结构及故障处理有一些初步的了解,以便更好地使国外先进设备为我国化工行业做出更大的贡献。
