大型直驱永磁风力发电机定子电缆火焰钎焊与电阻钎焊对比工艺研究
2021-04-24陈厚豪车三宏王传洋曹翰清
陈厚豪 车三宏 王传洋 曹翰清 曹 玉
(1、中车株洲电机有限公司,湖南 株洲412000 2、苏州大学 机电工程学院,江苏 苏州215000)
目前, 主要应用于铜导体电缆焊接的有火焰钎焊、电阻钎焊等工艺。国内的主流电机厂的并头与并头间、并头与端环间、端环与端环间的焊接工艺主要以电阻钎焊为主[2], 而大型直驱永磁风力发电机定子电缆焊接与并头焊接不同,其电缆的根数少,焊接面更大,与此同时,电缆焊接的焊接质量也是整个电机定子制造过程中的关键控制项点。电缆焊接指的是电缆压接接线端子后、接线端子与端环接线铜板之间的焊接,此焊接接头的目的是将电能从端环传递至电缆上。本文对火焰钎焊与电阻钎焊两种焊接方式工艺进行了对比,对各类大型直驱永磁风力发电机定子电缆焊接具有一定的参考价值和实际应用意义。
两种焊接方式均存在各自的优势和优点,具体如下:
火焰钎焊工艺优势: (1)设备简单,功率小,设备成本低;(2)初始投资低,易损件少,维护简单;(3)对母材的物理化学性能无明显不利影响;(4) 加热温度低, 引起的变形和应力小,易保证焊件的尺寸精度;(5)灵活性大,可适用于多机型、多功能的焊接。
电阻钎焊工艺优势:(1)焊接效率高,单个样件焊接时间短, 花费时间短;(2) 加热时间短,热量集中,热影响区小,变形和应力也小;(3)操作简单,员工易上手操作,可改善劳动条件;(4)焊接热影响区小, 焊接不易损伤绝缘层, 不形成质量隐患;(5)生产率高,无噪音以及有害气体;(6)不需要太多焊丝、焊条等填充金属,以及氧-乙炔等焊接材料,成本低。[3]
1 试验材料、设备及方法
1.1 焊接设备

表1 试验材料表

表2 试验样件编号及实验内容对应表
火焰焊接使用氧- 乙炔气体进行焊接, 电阻钎焊使用QS-80TW 焊机并配套定制焊枪进行焊接。
1.2 实验材料
试验材料见表1。
1.3 电阻钎焊(使用HL204、焊片)
先在接线端子与接线铜板之间放置一片0.3mm 厚的焊片,然后用电阻焊机的焊枪加持进行焊接, 使用φ1.5mm HL204焊丝补充。DT-150 编号为A11、A12、A13、A41、A42、A43,焊接两组共6 件,一组(3 件)用于直流电阻、拉伸试验,一组(3 件)用于外观检测、宏观金相、微观金相。使用同样的方法焊接DT-185、DT-240 样件,DT-185 编 号 为A21、A22、A23、A51、A52、A53,DT-240 编 号 为A31、A32、A33、A61、A62、A63。火焰钎焊焊接样件共18 件。
1.4 火焰钎焊(使用HL303、助焊剂)
焊接前,使用拧干的脱脂棉对样件不焊接的另一侧进行防护,防止过热。接线铜板与接线端子搭接前, 在接线铜板上使用火焰进行预热、铺焊, 然后将接线铜板与接线端子搭接, 再使用φ4mm 的 HL303 焊丝将三边填充焊料。DT-150 编号为B11、B12、B13,焊接两组共6 件,一组(3 件)用于外观检测、宏观金相、微观金相,一组(3 件)用于直流电阻、拉伸试验。使用同样的方法焊接DT-185、DT-240 样件,DT-185编号为B21、B22、B23, DT-240 编 号 为B31、B32、B33。火焰钎焊焊接样件共18 件。
其中用于宏观金相和微观金相的样件使用硫酸铜盐酸水溶液腐蚀5~10 秒。试验方法每组试样含三个平行试样。试样的接头形式均为搭接。模拟试样的结构与产品上的结构一致,样件排序及试验内容对应见表2。
2 试验结果与分析
2.1 直流电阻
取制作的试样进行直流电阻检测,检测数据见表3。样件的长度均取200mm,对比火焰钎焊和电阻钎焊的数据可知,由于导体焊接的样件不一致,一端为接线端子,一端为接线铜板,无法取用相同长度的导体对比直流电阻的差异性, 但两种焊接工艺各样件类型的直流电阻相互对比均无明显差异,判定合格。
2.2 拉伸试验
样件按照《GB/T14315-2008 电力电缆导体用压接型铜、铝接线端子和连接管》[4]要求进行拉伸试样,负荷施加速率不超过10N/S·mm2,并在张力60×A 拉力负荷下(A 为对应标称横截面面 积,DT-150、DT-185、DT-240 拉 力 分 别 为9000N、11100N、14400N),样件无滑动,焊接位置在压接部件无断裂或拔出,无变形等缺陷。所有样件均满足试验要求。检测数据见表4。

图1 电缆压接损伤位置图
再通过拉力值上升,将样件拉断或拔出,记录此时拉力值。再通过对比两个焊接方式,发现最大拉力值交替上升,两种焊接方式的最大拉力值相仿, 因此证明两种焊接方式的抗拉强度水平基本一致。其中,所有样件断裂位置均为电缆压接位置,焊接位置强度均大于电缆压接位置(见图1)。
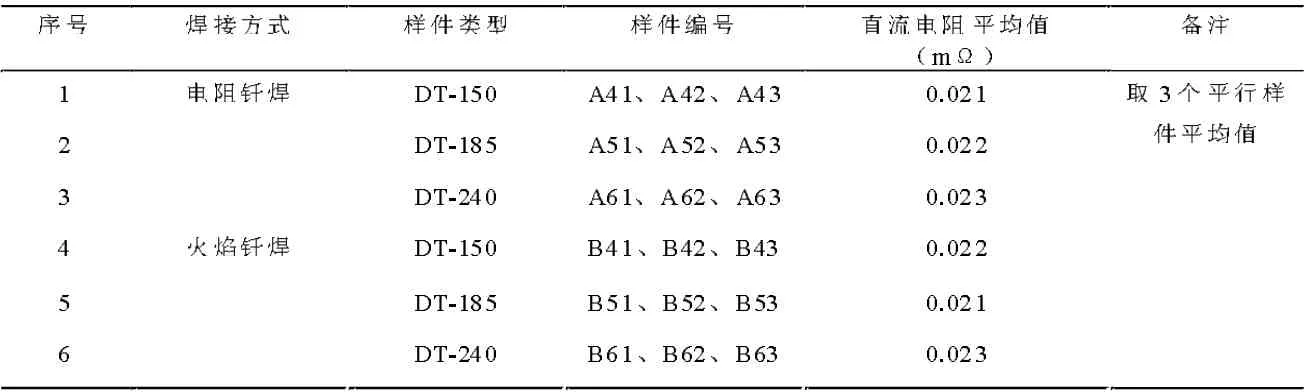
表3 直流电阻及长度对应表

表4 样件标准拉力下拉伸试验和最大拉力值
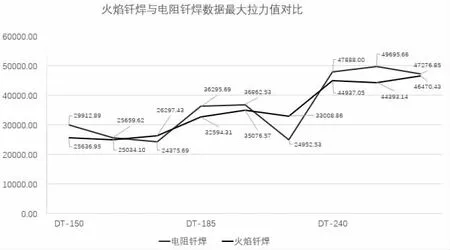
图2 拉力值对比图
2.3 外观检测及宏观金相检测
外观检测:接头外观检查评定方法:参照《JB/T6966-1993 钎焊外观质量评定方法》[5], 观察接头钎料填充是否饱满, 焊缝是否存在焊瘤、开裂、密集气孔等缺陷, 是否有钎料流失, 以上都满足要求则为外观检测合格。经检查, 各试样表面无裂纹、无气孔, 焊缝成形良好(见图3),接头外观检查合格。
切开后检测:宏观金相检测接头宏观金相评定方法:将接头沿厚度方向切开, 观察焊缝截面成形情况, 焊缝填充饱满且无裂纹、夹杂、密集气孔等缺陷为宏观金相检测合格,图4 为典型焊接切开后焊缝截面情况。

表5 焊缝总长、焊缝空隙、焊缝空隙与总长之比以及平均值数据统计表

图3 焊接后样件

图4 典型切开后焊缝截面情况
2.4 微观检测
放置在显微镜下放大100X,焊缝总长、焊缝空隙、焊缝空隙与总长之比以及平均值数据见表5。参考《ISO 18279-2003 钎焊缺陷》[6]中填充缺陷要求,在不影响工件和不破坏表面的情况下,B 级要求80%及以上的区域应该填充满焊料金属,C 级要求70%及以上的区域应该填充满焊料金属。根据试验结果显示,在不考虑切割时破坏焊接区域的前提下, 火焰钎焊与电阻钎焊均满足至少C 级要求,除1 件焊接样件符合C 级要求外,均满足我司要求的B 级焊接要求(共分为B、C、D 三个等级)。
3 试验结论
通过直流电阻、拉伸试验、外观检测、宏观金相、微观金相等多个试验的对比分析, 发现两种焊接方式均可用于直驱永磁风力发电机定子电缆的焊接,且可靠性与稳定性相当。
但从实际应用角度来说,火焰钎焊设备简单、初始投资低、易损件少、灵活性大的特点对新产品或小订单产品会更合适。而对于大批量、产品单一的电缆焊接来说,电阻钎焊的成本低、焊接效率高、操作简单等优势会更加明显突出。但具体的实际使用情况仍要根据公司工况进行选择。
