青贮秸秆高压缩比打包机压缩装置的设计与试验
2021-04-21盛凯赵翔张衍林王秀之
盛凯,赵翔,张衍林,王秀之
1.华中农业大学工学院,武汉 430070; 2.湖北工业大学机械学院,武汉 430068
我国农作物多是一季一熟,因此秋冬季就会出现饲草料缺乏的现象,特别是鲜青饲草料。农民多数以干草饲喂牲口,这种饲喂方式极大地降低了饲草的营养成分和适口性。青贮是指将鲜棵植物压实封闭起来,使贮存的青饲料与外部空气隔绝,造成内部缺氧导致其厌氧发酵,从而产生有机酸,可使鲜棵饲料保存经久不坏,是一种既可减少养分损失又有利于动物消化吸收的贮存技术或方法。通过青贮加工做成的青贮饲料,不仅青鲜、适口,还解决了秋冬饲草匮乏的困扰[1-3]。传统的青贮饲料技术主要有塔式青贮、窖式青贮、壕式青贮、堆式青贮和袋装青贮等。目前我国大多数地区采用的主要青贮方式之一是将含水率为65%~75%的青绿饲料粉碎后,通过传统的青贮方法在密闭缺氧的条件下,通过厌氧乳酸菌的发酵作用,抑制各种杂菌的繁殖,将青绿饲料中的养分保存下来[4-5]。但是这种青贮方式储藏的饲料压密实度小,导致青贮后的秸秆厌氧程度低、氨化不足,容易腐烂变质且打开使用后不便密封。
近些年来压缩打包青贮技术应用发展较快,发达国家可用于青贮的秸秆压缩打包机械大多为圆草捆卷捆机或高密度方草捆打捆机。我国通过自主研发及技术升级,生产的压缩打包机械装备与发达国家差距逐渐缩小,如中国农业机械化科学研究院呼和浩特分院、上海世达尔现代农机有限公司等也可以生产满足需求的机型[6]。压缩打包青贮技术应用方式灵活,能够实现对原料压实程度的控制,以及更有效提高饲料化利用效率,在降低养分损失的同时,实现青玉米秸秆均匀打包成型,减少人力物力支出,提高生产效率[7]。高压状态下的压缩裹包方式可以使秸秆中的半纤维素和木质素撕碎变软,秸秆密度更大,厌氧程度提高,氨化好,更利于牲畜的消化吸收,提高了饲料的口感。
本研究设计了一种全新高压缩比机械化秸秆打包机,并对满足高压缩比秸秆打包机的关键部件进行了优化设计,通过整机试制运行对相关结构参数和工作参数组合的效果进行验证,为该型号打包机进一步应用于生产实际奠定基础。
1 材料与方法
1.1 青贮秸秆压缩比试验
以华中农业大学试验基地玉米秸秆(图1A)为研究对象,将新鲜玉米秸秆采收后,采用该校自行研制的多功能粉碎机(图1B)进行粉碎,粉碎效果如图1C所示。以MWYJ32型四柱压力机作为压力试验装置,进行压缩比试验。在MWYJ32型四柱压力机上设计压缩装置,该装置主要由压缩圆筒、压杆和圆形压头组成(图1D),其中压缩圆筒尺寸为60 cm×30 cm×0.4 cm,压杆长80 cm,圆形压头直径为29 cm,厚度为3 cm。将粉碎后的玉米秸秆放置于压缩圆筒并置于液压冲机上(试验中机器最大压力20 kN),分别按不同压缩比进行压缩试验。启动控制开关使得压头与压缩筒平齐,作为压缩的起始点。以6∶1压缩比试验为例,试验中的圆筒高度为600 mm,当压头运动到500 mm,此时的压缩比例接近6∶1,保压一段时长后,压缩杆收回,将压缩块取出测量压缩块成型高度。4∶1压缩比例与5∶1压缩比例试验过程与6∶1相同。
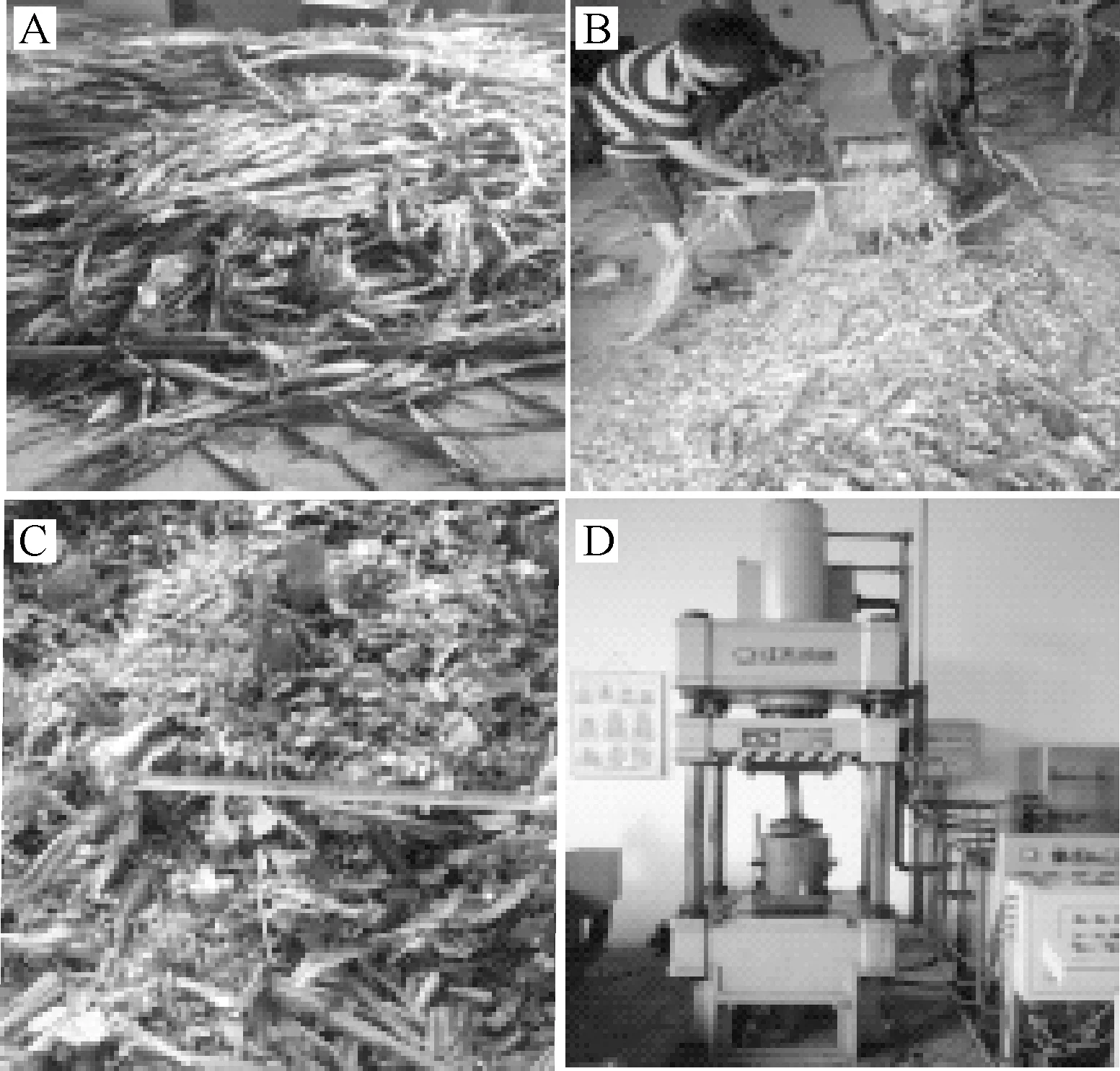
A:青玉米秸秆 Green corn stalks; B:多功能粉碎机 Multi-function pulverizer; C:粉碎后的玉米秸秆 Crushed corn stalks; D:MWYJ32型四柱压力机压力试验 MWYJ32 four column pressure test.图1 青贮秸秆压缩比试验Fig.1 Experiment on compression ratio of silage straw
1.2 打包机压缩装置关键部件设计
青贮秸秆高压缩比打包机的关键部件为压缩装置,由压缩比试验可知,设计目标是要达到6∶1的较高体积压缩比,压缩块质量达到60 kg,1 h的压缩成型量达到6 t以上,实现高密度、高效率、低成本目标。
1) 压缩装置总体结构及工作过程。压缩箱是压缩装置压缩成型的主要工作部件。压缩箱主要由压缩室、保压箱、左右2个主液压油缸及压头、推料液压油缸及推头、压缩箱活动盖板及2个液压油缸等部件组成(图2)。根据生产效率和出料要求,以及对运输储存的便利综合考虑,设计其保压箱尺寸为600 mm×300 mm×365 mm,根据保压箱尺寸,按压缩比6∶1确定压缩箱内部有效尺寸为1 800 mm×600 mm×365 mm,考虑两端液压油缸的安装及推杆的行程余量压缩箱的总长为2 400 mm,采用Q235的5 mm厚板材和50 mm×50 mm×5 mm方钢做加强筋焊接而成。保压箱也是采用Q235的5 mm厚板材焊接而成。
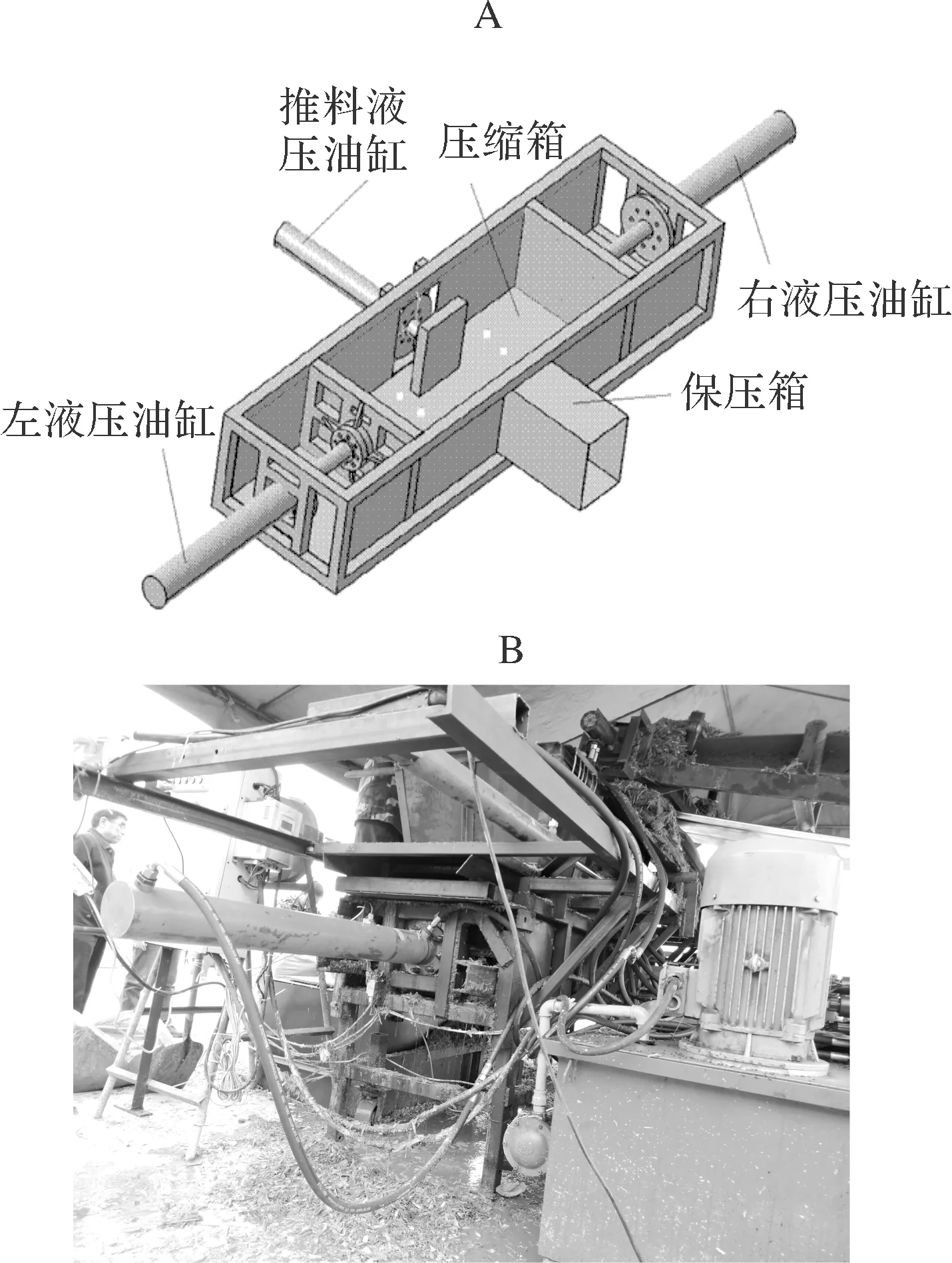
图2 压缩箱、压头、推料三维图(A)及实物图(B)Fig.2 The sketch map of compression chamber(A) and real products(B)
压缩装置的工作过程:粉碎后的秸秆通过倾斜15°皮带运输机构送至料斗,料斗装满后皮带运输机停止,左右2个主压缩液压油缸带动压头退至左右初始位置,同时,推料液压油缸带动推头也退至与箱体平齐位置,左右2个液压油缸打开压缩箱盖板使秸秆落入压缩箱,关闭压缩盖板后,左右2个主液压油缸同时推动压头将压缩箱内的秸秆压至1/6的体积即与保压箱口平齐,并保持不动,推料液压油缸推动推料头将压缩的秸秆推入保压箱保压,同时,将前一周期在保压箱中保压的秸秆块推出并进入编织袋中,同时2个压缩液压油缸和推料液压油缸退回原位,打开盖板,完成一个作业周期[8-11]。
2)压缩压头结构设计。压缩压头与推料压头作为压缩箱内的关键部件,其设计的可靠性与稳定性对秸秆高压缩比打包机性能的优劣起着绝对性的作用,压缩压头由钢板焊接而成,固定在液压油缸的缸杆端部,根据压缩室及保压箱尺寸,设计压缩压头整体尺寸为680 mm×450 mm,钢板厚度为60 mm。推料压头由钢板焊接而成,固定在推料液压油缸的缸杆端部,推料压头尺寸为300 mm×350 mm,底部的钢板厚度为60 mm。压缩液压缸采用法兰盘固定于压缩箱端口,法兰盘采用加强筋配合固定[12-13]。如图3所示为压缩压头的设计结构图。
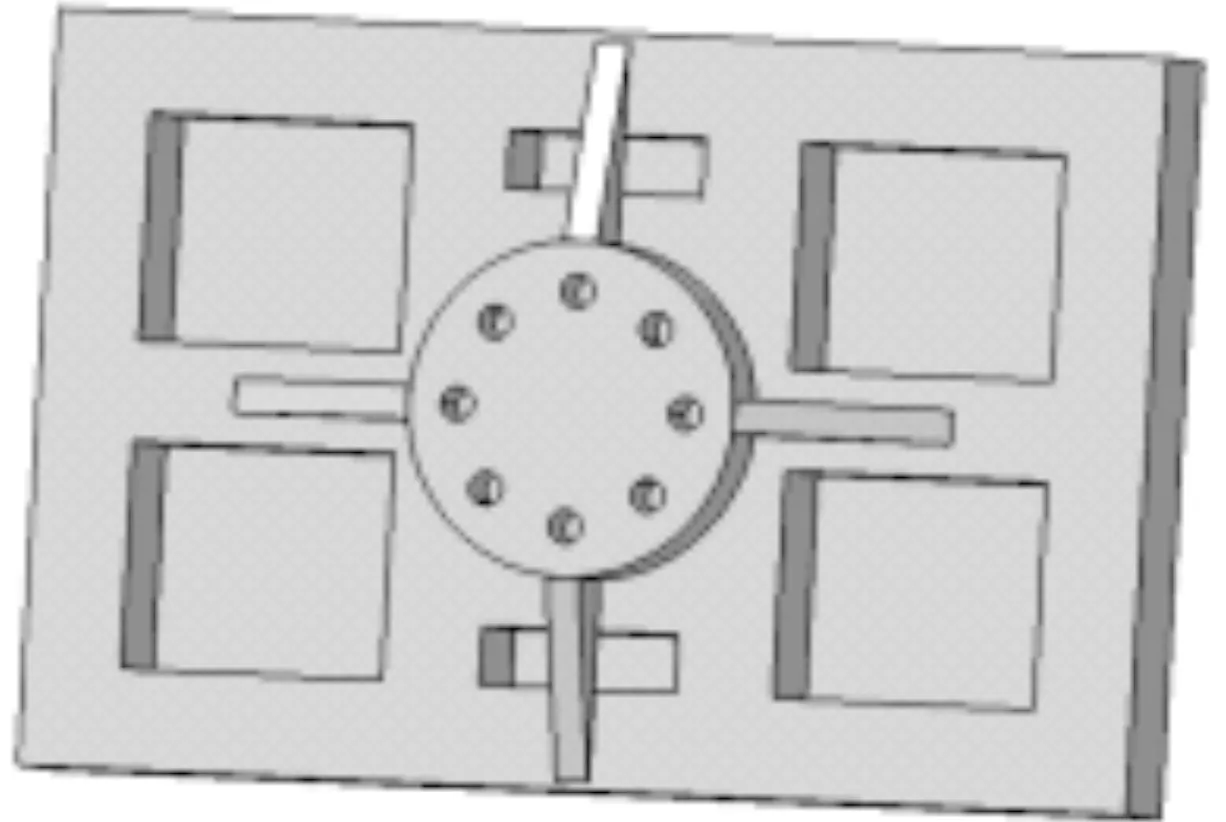
图3 压缩压头的设计图Fig.3 Design of compression head
法兰联接作为可拆卸的一种联接构件,联接强度较高,结构简单,拆卸方便,应用广泛。在打包机的压缩机构与推料机构中各设计3个法兰盘进行压缩压头、推料压头、活塞推杆等部件的联接,根据压缩压头尺寸,设计各法兰盘的尺寸为:压缩法兰盘1外径尺寸为330 mm,内径为90 mm,螺纹通孔直径为20 mm;压缩法兰盘2外径为200 mm,螺纹直径为20 mm,螺纹深度为30 mm;压缩法兰盘3外径为200 mm,中间凸台直径为100 mm,内孔为M70×2规格的螺纹。推料法兰盘1外径为310 mm,内径为80 mm,螺纹通孔直径为18 mm;推料法兰盘2外径为170 mm,螺纹孔直径为18 mm,螺纹深度为25 mm;推料法兰盘3外径为170 mm,内孔为M40×2规格的螺纹,凸台直径为85 mm(图4)。液压油缸通过法兰盘1与支撑架焊接在厢体上的安装座上,液压油缸的缸杆通过螺栓与法兰盘2和法兰盘3联接,压缩压头利用方钢焊接法兰盘2,使得液压油缸驱动压缩压头与推料压头运动,2个法兰盘采用螺栓联接拉紧,法兰在安装时需要注意保持相对水平,避免法兰盘的密封面刮伤。
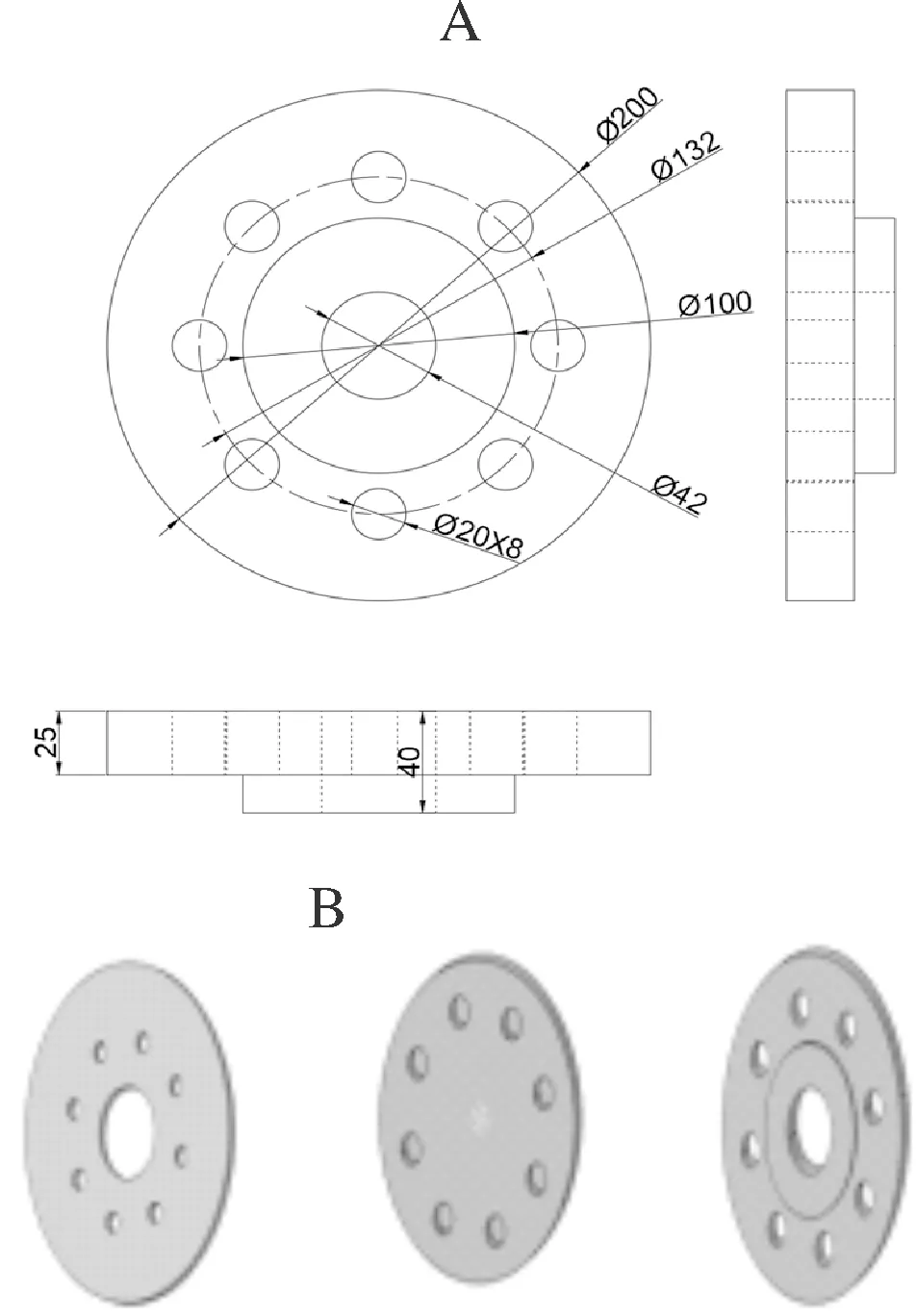
图4 法兰盘结构工程图(A)和法兰盘结构示意图(B)Fig.4 Engineering drawing(A) and schematic diagram(B) of flange
2 结果与分析
2.1 压缩性能影响因素
青贮秸秆压缩试验是测定粉碎后的秸秆在轴向静压力作用下的力学性能试验,为找到对试验结果存在较大影响因素的最优水平组合,压缩试验采用正交试验的方式进行[14],选择压缩比例、保压时间、秸秆含水率为三因素,压缩性能试验因素水平如表1所示。
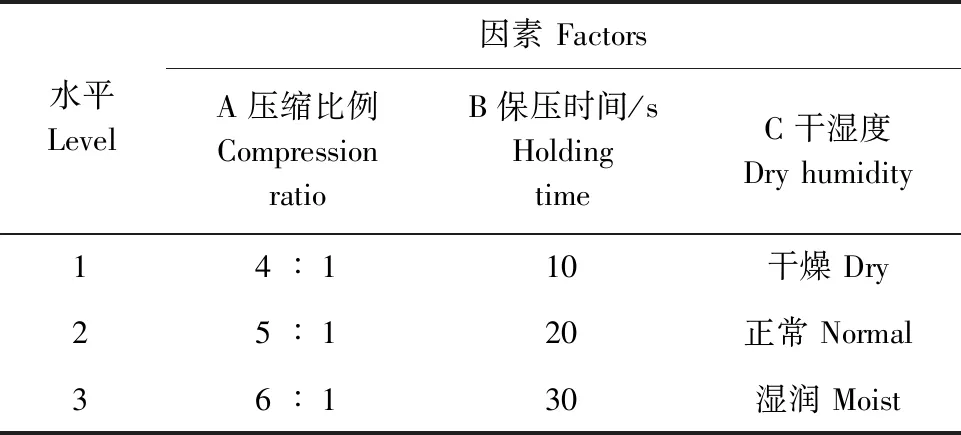
表1 打包机压缩装置的压缩性能试验因素水平表Table 1 Packer compression performance factor level test table
试验不考察交互作用影响,选用正交表L9(34)进行试验,通过对数据的极差分析,研究打包机压缩比例、保压时长和干湿度3个因素及其因素水平对压缩性能的影响。根据极差Rj的大小确定因素的主次顺序,比较各R值大小,得到RA>RB>RC,因素对试验指标影响的主次顺序是A、B、C。即秸秆压缩比例影响最大,其次是保压时长,最后是干湿度。试验方案与压缩性能影响因素试验结果如表2和表3所示。
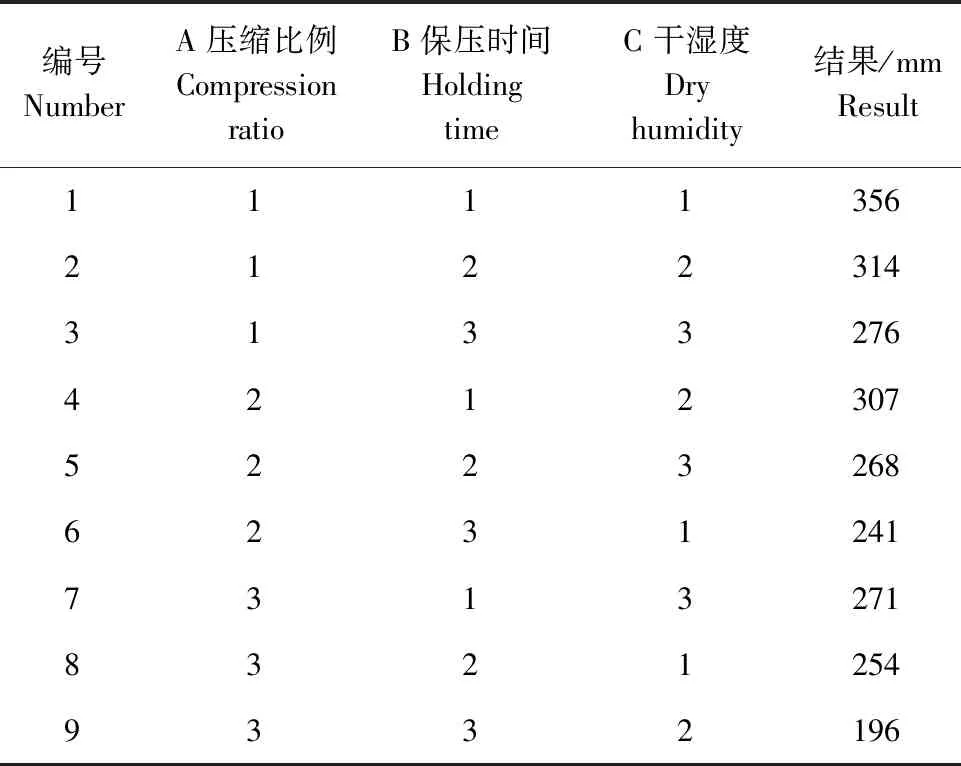
表2 打包机压缩装置三因素试验方案Table 2 Three factors test program of baling machine
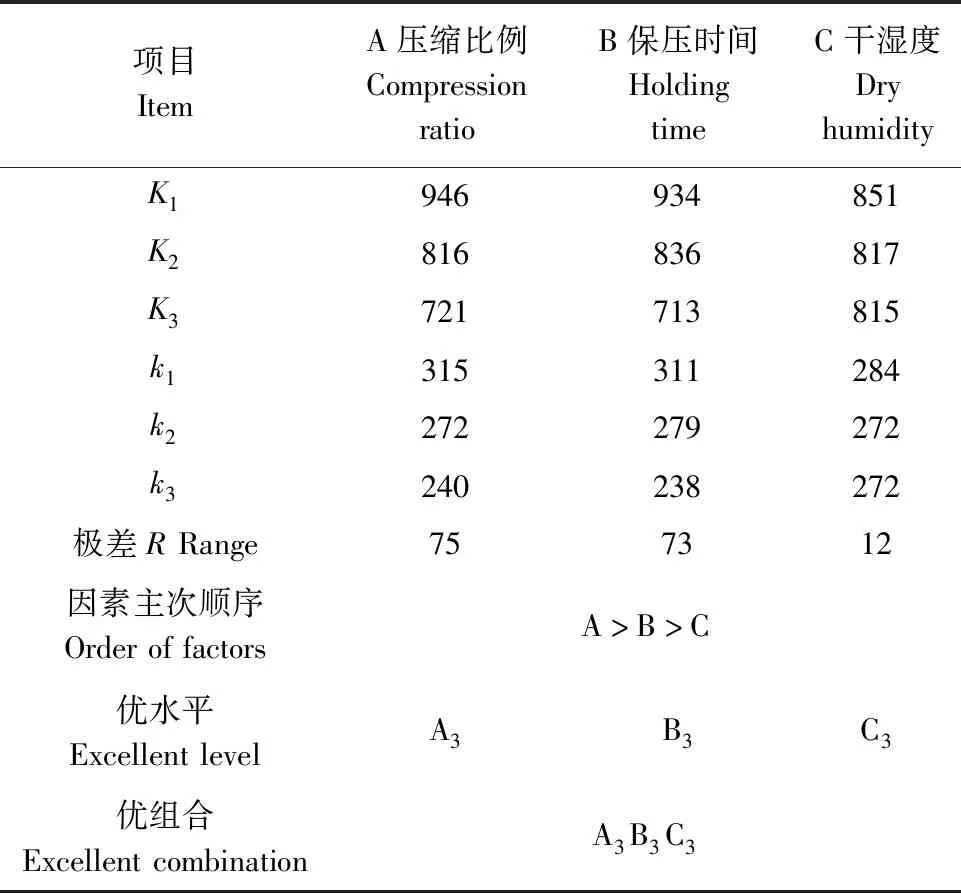
表3 打包机压缩装置压缩性能影响因素试验结果Table 3 Baling machine compression performance test results of affecting factors mm
由试验方差分析及回归分析计算各项平方和与自由度,其矫正数:

自由度dfT=9-1=8,dfA=dfB=dfC=3-1=2,dfe=2。
根据方差分析表(表4),进行F检验。查表F0.05(2,2)=19,F检验结果表明,压缩比例和保压时长对压缩打包机压缩性能影响显著,而秸秆本身含水率因素影响不显著。因此,在压缩打包过程最终确定6∶1为打包机的最优压缩比例。
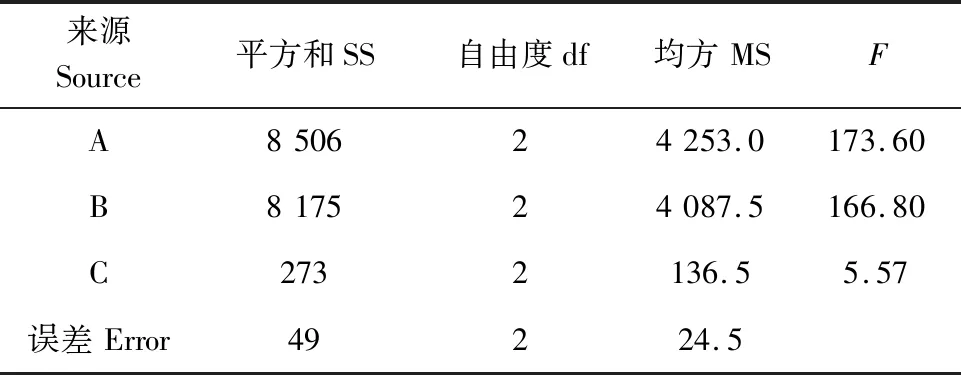
表4 方差分析表Table 4 Anova table
2.2 压缩压头模态分析
1)压缩压头静力学分析。青贮秸秆高压缩比打包机的压料和推料过程是该设备的关键动作,而压缩压头是压缩箱关键零部件之一,在静力学仿真时,首先采用理想状态下的受力情况,即不考虑机构惯性与阻力的影响,压缩压头与秸秆作用力与反作用力是均匀的。通过静力学分析将整体看成有限个单元部分,注意尽量减少单元个数,然后导出其刚度矩阵[K];利用结构整体,在单位节点的变形平衡条件下建立机构的矩阵方程组;最后,利用边界条件,得出各单元节点的位移、应力和应变[15]。
[F](i)=[k](i)[δ](i)
(1)
式(1)中:[F](i)为在第i个单元的载荷矩阵;[k](i)为在第i个单元的刚度矩阵;[δ](i)为在第i个单元的位移矩阵:
(2)
式(2)中:[F]为整个机构的载荷刚度矩阵;[k]为整个机构的总载荷刚度矩阵;[δ]为整个机构的位移矩阵。
压缩装置关键部件均在CATIA环境下进行建模、网格划分、添加约束和载荷、求解计算。在运行计算前,应对模型进行前处理,指定其所要求材料的属性,在本模型中所有零部件的材料均为碳素钢Q235,压缩压头所受的推力为60 kN,材料的弹性模量E=206 GPa,密度7.85×103kg/m3,泊松比为μ=0.3。划分网格是有限元分析的重要步骤之一,网格划分的大小将直接影响分析结果的精准度,其目的是复杂模型划分为若干个简单模型,通过相关性将这若干个简单的模型相互约束在一起,重新构成一个新的整体。因此,本研究设定压缩压头的网格距离为10 mm,节点数与元素数分别为34 309个和17 754个(图5)。由图5B可知,压缩压头的最大变形在压头端角位置,其变形量为0.76 mm,完全满足设计的要求。
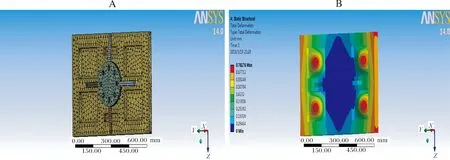
图5 压缩压头网格划分图(A) 和压缩压头受力的变形图(B)Fig.5 The mesh of compressing head (A) and the force deformation of compression(B)
2)压缩压头动力学分析。动力学分析能够准确地模拟部件在受到动载荷作用下的整个运动过程,模态分析是其中的核心,可以从机构的整体出发进行运动的动态校核。因此,本研究通过对打包机压缩压头部件进行模态分析便于快速、清晰地认识结构的制动性能,保证结构设计的合理、稳定、安全性。在对压缩结构进行模态分析时,其动力性能基本方程如下:
[M]{Dn}+(K){D}=0
(3)
式(3)中:[M]为结构的整体质量阵;(K)为结构的整体刚度阵;{D}为结构的整体位移向量。其中,设:
[D]={X}sinωt
(4)
式(4)中:{X}位结构的整体最大位移向量;ω为结构的自振圆周频率;将式(4)代入式(3),得到:
([K]-ω2[M]){X}=0
(5)
与静态分析相同,对压缩压头构件进行模态分析确定的参数有:压缩压头构件材料的弹性模量E=206 GPa,密度为7.85×103kg/m3,泊松比为μ=0.3。为了取得比较有效的分析结果,选择前6阶模态进行分析。根据模态分析流程,完成压缩压头的前六阶模态分析(图6)。
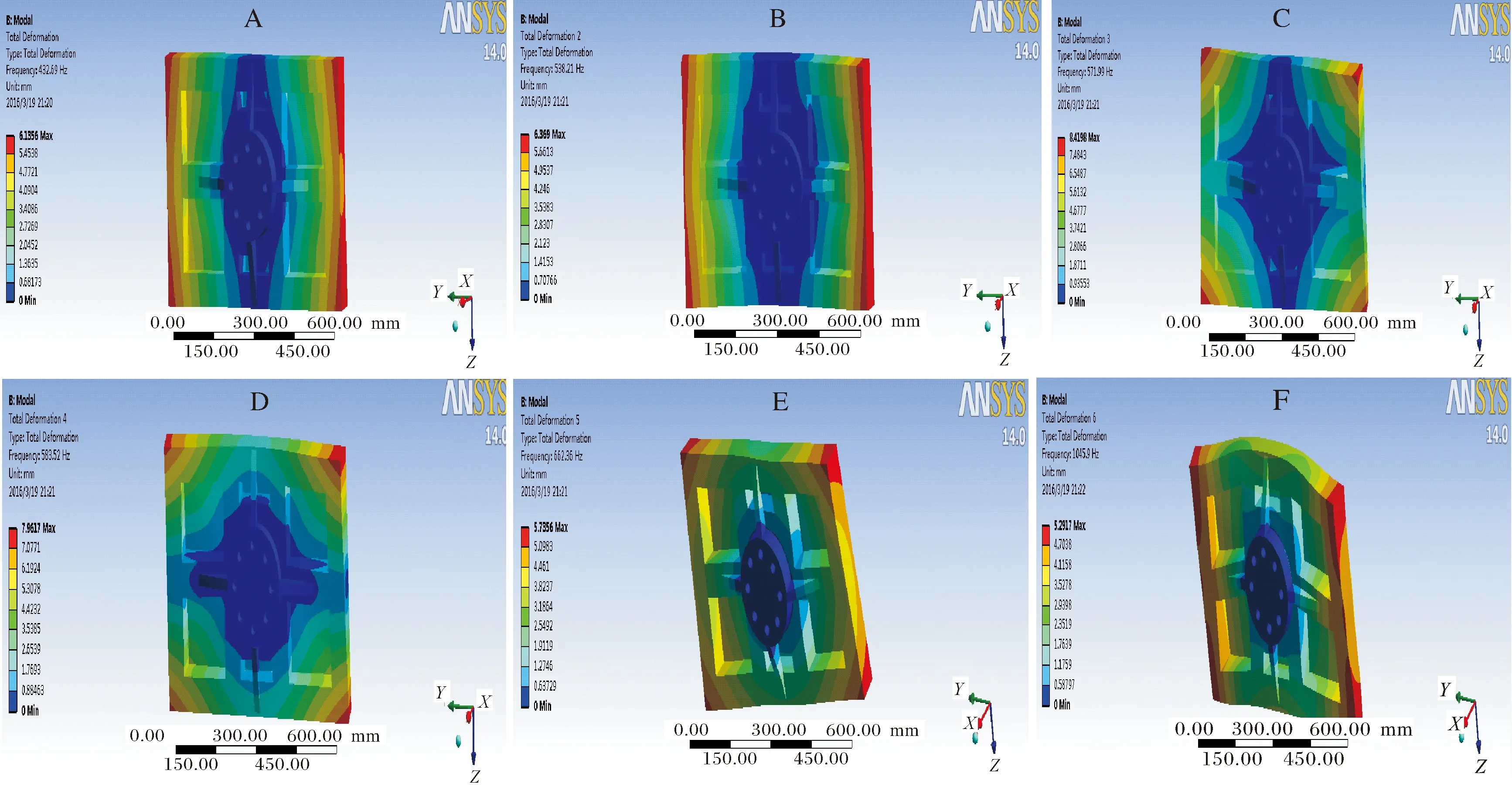
A:一阶振型图 First-order vibration of compressionram; B:二阶振型图 Second-order vibration of compressionram; C:三阶振型图 Third-order vibration of compressionram; D:四阶振型图 Fourth-order vibration of compressionram; E:五阶振型图 Fifth-order vibration of compressionram; F:六阶振型图 Sixth-order vibration of compressionram.图6 压缩压头振型图Fig.6 Vibration of compression ram
通过对压缩压头进行模态分析,得到1~6阶的模态频率和对应的振型。第1到第6阶振型均主要表现为压头在YOZ面的弯曲振动。第1阶和第3阶最大变形量位于压缩压头4个边角位置;第2阶最大变形量位于压缩压头左右两端位置;第4阶压缩压头呈两边大中间小状态;第5阶压缩压头呈现出S式变形; 第6阶压缩压头呈现出三段式变形。压缩压头的前6阶模态频率值均依次增大,并且压缩压头的模态频率均大于400 Hz。因此,为了符合可靠性设计要求,避免机器发生共振,打包机工作时应尽量避开400 Hz以下的发动机或其他因素对压缩压头机构的激励,保证机器运行的稳定、均匀,确保人机安全。
2.3 实际压缩试验
按照上述关键压缩装置关键部件的设计进行加工,采用液压技术及相应的机构配合实现其功能,并根据压缩打包机总体结构组装各种液压油缸及皮带运输机和配套15 kW电机、液压系统、电控箱等组成部件,试制整体样机出图7A所示。

图7 打包机实物图(A)及打包效果图(B)Fig.7 Physical picture of packing machine(A) and packaged product (B)
该样机压缩箱的总长为2 400 mm,压缩箱内部有效尺寸1 800 mm×600 mm×365 mm,保压箱尺寸为600 mm×300 mm×365 mm,在湖北省老河口市绿华环保科技有限公司试验运行成功,并在武汉市汉南区玉米生产基地进行效果检验,打出的压缩包如图7B所示,达到了6 t/h的生产能力及秸秆体积压缩比6∶1等高密度、高效率、低成本的预期目标,打包机运行稳定。
3 讨 论
本研究以南方青秸秆或半青秸秆为研究对象,针对其在传统青贮过程中由于研压密实度小导致的物料厌氧程度低以及氨化不足、容易腐烂变质等问题,对青贮秸秆压缩块成型高度与压缩比例,保压时长与秸秆干湿状态的关系进行了正交试验分析,试验证明粉碎后(1~5 cm)的青秸秆或半青玉米秸秆达到6∶1高压缩比的成型物料块压缩性能最优。根据既定的设计方案对关键部件即秸秆打包机的压缩机构进行Ansys分析,得出压缩推杆与压缩压头的最大变形量分别为0.06 mm和2.68 mm,其第1至6阶固有频率和振型均大于激励频率,得到了打包机关键部分压缩装置的性能参数,解决了传统打包机在工作过程中可能出现的送带故障和粘带故障、机械式打捆秸秆块密度小、生产效率低等问题。
本研究设计了一种全新高压缩比机械化秸秆打包机,并对满足高压缩比秸秆打包机的关键部件进行了优化设计,通过整机试制运行对相关结构参数和工作参数组合的效果进行验证,保证了打包机运行的安全可靠。
