基于有限元的汽车扭臂热锻工艺研究*
2021-04-15张英杰杨佳明许天航
张英杰 , 杨佳明 , 许天航
(宿迁学院机电工程学院,江苏 宿迁 223800)
汽车扭杆力臂是翻转机构中重要的传力零件,主要采用热模锻成形,其模具在生产时,反复被加热、冷却并受较大冲击力作用,模具极易失效。本文研究时使用Deform-3D软件对汽车扭杆力臂终锻工艺过程进行模拟仿真,分析应力、应变、温度的分布状态及金属变形(流动)状态等,分析汽车扭杆力臂模具磨损情况,预测模具寿命,为热锻时降低生产成本、提高生产效率提供依据[1-4]。
1 汽车扭杆力臂工艺性
本文研究对象是某公司所生产的汽车扭杆力臂热锻模具,扭杆力臂如图1所示,该锻件结构为弯曲形状,具有一定的空间结构,产品尺寸精度要求一般,锻造时具有一定的难度。锻件材料为45钢,具有良好的力学性能,适合热锻加工。生产时主要工序有自由锻造、热弯曲、热模锻、切边,最后进行机加工。
2 建立汽车扭杆力臂热模锻模型与模拟
用Creo软件完成三维模型的创建,将模型以stl格式导出并导入DEFORM-3D 软件前处理中,建立数值模拟模型,有限元模型如图2所示。坯料为塑性体模型,上模和下模为刚性体模型,模型采用四面体网格进行划分,上模、下模和坯料均划分为32 000个,毛坯的最小网格为0.15mm,上、下模材料为H13,该材料在成形过程中当模具温度升高后仍有较高的强度和耐磨性。毛坯在自由锻和弯曲时所用时间不超过20s,热模锻时毛坯在下模停留时间不超过5s,然后进行热锻成形。热锻时所用参数如表1所示。

图2 有限元模型

表1 热锻工艺参数
3 有限元模拟结果
3.1 上模载荷分析
由于上模结构比较简单,表面质量更好,因此将上模作为主模具,这样有利于简化整体锻压分析过程。图3所示为上模载荷图,可以看出在初始变形阶段,图形曲线上升趋势平缓,此时坯料基本处于X向的单向应力作用下,模腔还未被充满,金属材料流动较自由,所承受的载荷、应力较小。当凸模行程至25mm时,载荷开始变大,正好是扭杆力臂变形进入最后阶段,此时扭杆力臂由单向受压状态转变为多向应力应变状态,坯料大部分已充填入模腔,进入塑性变形阶段,金属材料流动变化加剧,载荷在短时间内由1.1×106N上升至3.25×107N。在图示的最后阶段,载荷情况又有了一个突变,这正好是由于多余坯料在压力作用下对模具的拐角、台阶等处进行补充,致使材料流动剧烈。所以在锻造最后阶段若扭杆力臂有原始裂纹再加上突增的冲击载荷、热疲劳载荷及高温腐蚀等多种不利因素,就容易使裂纹进一步延伸,最终导致产品成为废品。

图3 上模行程—载荷曲线
3.2 扭力臂的应力应变
锻压过程中,工件在模具型腔中发生塑性变形,可以通过应力应变分析锻造时的变形情况,还可以为成形缺陷的产生提供依据[5-6]。图4所示为热锻时扭力臂等效应变图,反映了毛坯的最终变形程度。图5所示为热锻时扭力臂最大主应力图,反应毛坯在热锻时可能出现裂纹的地方。从两图中可以看出热锻结束后扭力臂变形平缓,毛坯金属的应力应变分布比较均匀。锻件四周具有一定的飞边产生,飞边主要集中在毛坯的大头位置处,从飞边大小看,所选择的棒料尺寸是合理的,最大应变及最大主应力也主要分布在飞边处,该处对扭杆力臂质量影响不大,通过后续的切边工序将其切除[7-9]。
3.3 温度场
毛坯在经过自由锻和热弯曲过后的温度在973℃~1 128℃,通过最后的热锻模拟分析可知,由于锻造过程快,变形时间短,变形主要集中在大头部位,且该处也有较多的变形热产生,不能通过模具及时传递出去,因此该部位维持的温度较高,这些热能有利于毛坯材料的金属流动和塑性变形。图6所示为热锻后扭杆力臂温度云图。
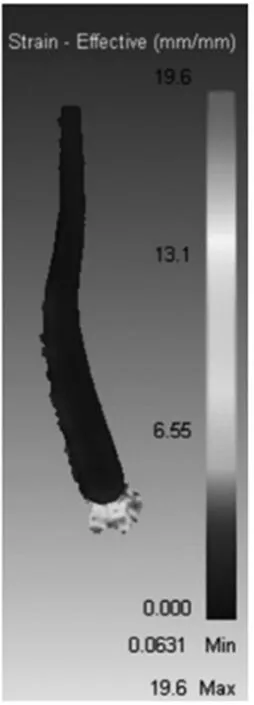
图4 扭杆力臂等效应变图

图5 扭杆力臂最大主应力图

图6 热锻后扭杆力臂温度云图
4 结论
1)通过有限元数值模拟分析了扭杆力臂热锻成形工艺,成形过程中的上模载荷刚开始比较平缓,随着凸模行程的增加载荷加大。应力应变场分布比较均匀,塑性变形可靠。毛坯热锻后具有一定的飞边。温度最高的位置分布在产品横向尺寸最大处,这有利于金属流动。
2)通过模拟分析可知,锻件四周的飞边大小合理,塑性变形均匀,说明热锻工艺参数选择合适,对于指导实际生产具有一定的意义。
