一种轴端轴箱拧紧信息化系统设计与应用
2021-03-27
中国重汽集团工艺研究院 济南 250000
0 引言
轴端轴箱拧紧信息化系统主要用于铁路客车轮对轴端、轴箱螺栓装配作业,能实现按扭矩控制和角度控制要求进行紧固,并能实现数据的下发、采集、整理分析、存储、上传和打印。设备采用桁架吊挂卧式拧紧的形式,轴端主机箱体由3个单独的拧紧轴组成,轴箱主机箱体由4个单独的拧紧轴组成,工作时可适应GB/T12814—2002、CCKZ43-20-06、TSZT20-99-100A轮对3个轴端螺栓和4个轴箱螺栓的工况。
1 设备结构及工作流程
文中提出的拧紧装配系统结构如图1所示,由两套拧紧机组成,根据GB/T12814—2002、CCKZ43-20-06、TSZT20-99-100A轮对的工况,设计为一套三轴轴端拧紧机和一套四轴轴箱拧紧机,分别挂在两套横移轨道上,由升降机构控制设备升降。升降机构主要用升降气缸、气控箱、防坠器、旋转机构、导向机构、空压蝶式制动器等组成。旋转组件可使智能扳机在一定角度内旋转,以保证轮对在轨道上不正和左右两端需兼顾的情况下正常拧紧的作业要求;空压蝶式制动器可在拧紧过程中整体抱死机构,防止在最终扭矩到达时设备产生不必要的晃动,系统具有极高的可靠性、安全性。另外在横移轨道水平方向两端各安装两个接近开关,用于检测拧紧机当前位置是在轮对左工位还是轮对右工位。

图1 设备整体结构图
拧紧设备箱体组件由支撑组件、前后连接板、后悬臂、操作手柄、环柄、外罩、拧紧轴、套筒等组成。该设备能完成轮对轴端螺栓高效、可靠的紧固作业,并能完成轮对每个轴端上3个螺栓规格、轴箱上4个螺栓规格的紧固作业。其中的显示单元可显示拧紧完成的最终扭矩值及合格绿灯,显示直观易懂。箱体组件结构如图2所示。

图2 箱体组件图
设备工作过程如下:首先MES通过服务器或者手动在服务器软件上下发工单,然后在设备操作端刷卡登录,在人机交互界面上会显示当前操作者信息,确认登录后,将设备从初始待机位置拖动到第一轮对位置,使用扫码枪扫描轮对上的轮对二维码,设备会根据条码信息和工单信息自动选择程序,然后开始拧紧操作。拧紧合格完成后,使用PDA手持终端拍照上传保存到数据管理软件中。工位区域内轮对全部拧紧完成后,按下操作盒上设备返回按钮,轨道上返回电机启动将设备带动返回至初始待机位置,等待下次使用或拖动到对面工位使用。工作流程如图3所示。

图3 工作流程图
3 控制及数据采集系统架构
控制系统基于Profinet总线通讯,PLC和拧紧轴控制器、返回伺服电机控制器相连。采集系统由工控机、数据采集终端、无线路由器、PDA手持终端、扫码枪和员工卡管理模块构成。工控机本地数据库与工厂MES系统相连接。系统架构如图4所示。

图4 系统架构图
3.1 拧紧系统
设备采用Atlas Power Macs系列拧紧系统,含2个带PN通讯板卡的主控制器、5个副控制器以及2个电源控制器。副控制器和主控制器之间采用以太网连接,再通过主控制器连接到设备交换机上。拧紧轴扭矩范围为50 Nm~350 Nm,最大转速为220 r/min,扭矩控制精度≤ 2.5%,角度控制精度≤ 1°,能完成对螺栓高效、可靠的紧固作业。
3.2 本地工控机
采用研华IPC-610H工控机,安装Win Server 2008系统和SQL Server 2008数据库软件,便于查询数据,对拧紧数据进行统计分析并上传至MES系统。
3.3 数据采集终端
采用研华PPC—3150工业一体机(15寸无风扇工业平板电脑)和打卡器一起安装在设备吊挂机构上。安装有自行开发的拧紧数据采集软件,具有查看实时拧紧状态、查询、导出、打印历史生产数据等功能。
3.4 PLC控制器
采用西门子S7-1200系列PLC产品,带有Profinet总线通讯功能,是一款紧凑型、模块化的PLC,可完成简单逻辑控制、高级逻辑控制、HMI 和网络通信等任务。
3.5 PDA手持终端
安装有定制操作软件,在设备无线路由器覆盖范围内,可将设备显示实时映射至手持移动终端设备,具备控制、显示、报警等功能。通过PDA手持终端与工业一体机配合,可实现多人同时操作,界面显示及提醒互不干扰,便于查看拧紧数据和拧紧记录追溯,保证装配质量。
3.6 员工卡管理模块
用于识别员工身份信息,针对不同身份信息,有对应的系统角色,如管理员、操作员等。系统采用专用定制射频卡读写模块,模块是基于ISO/IEC14443-1~3和ISO15693国际标准协议开发的非接触式智能卡读写模块。采用高集成度读卡专用芯片、先进的看门狗和电压监控电路方案设计而成,集成度高、抗干扰能力强、体积小、性能更稳定。操作员工信息登录后,会在数据采集终端界面上显示,并将信息关联到拧紧数据中。
3.7 扫码设备
通过串口连接在数据采集终端上,在每次拧紧轮对前扫描轮对上的条形码或二维码。以此将拧紧数据和对应的车身码捆绑,便于后期查询和追溯。
4 软件设计
软件主要分为服务器软件、数据采集终端软件和PLC程序。文中主要以四轴轴箱拧紧端为例,介绍自行研发的服务器软件和数据采集终端软件。
服务器软件运行系统为Win Server 2008,程序APP为 IIS,数据库程序为MSSQL server 2008,编程语言为.Net。
管理者客户端采用B/S模式,可以做到Windows系统下IE浏览器下的无障碍访问,还可兼容手机、平板等终端浏览器的访问。登录服务器软件,在服务器软件中可以进行生产任务管理、添加生产工单等操作。如图5所示。

图5 服务器软件中添加工单等功能
在服务器软件中完成添加生产工单操作后,生产任务会下发到操作端即数据采集终端软件中。数据采集软件采用C#语言编写,通过读取PowerMACS API中的数据,显示在界面上。PowerMACS API是Atlas主控制器和用户之间提供接口服务的软件库,提供了描述公共接口的标准方式。本软件中设置API数据格式如表1所示。
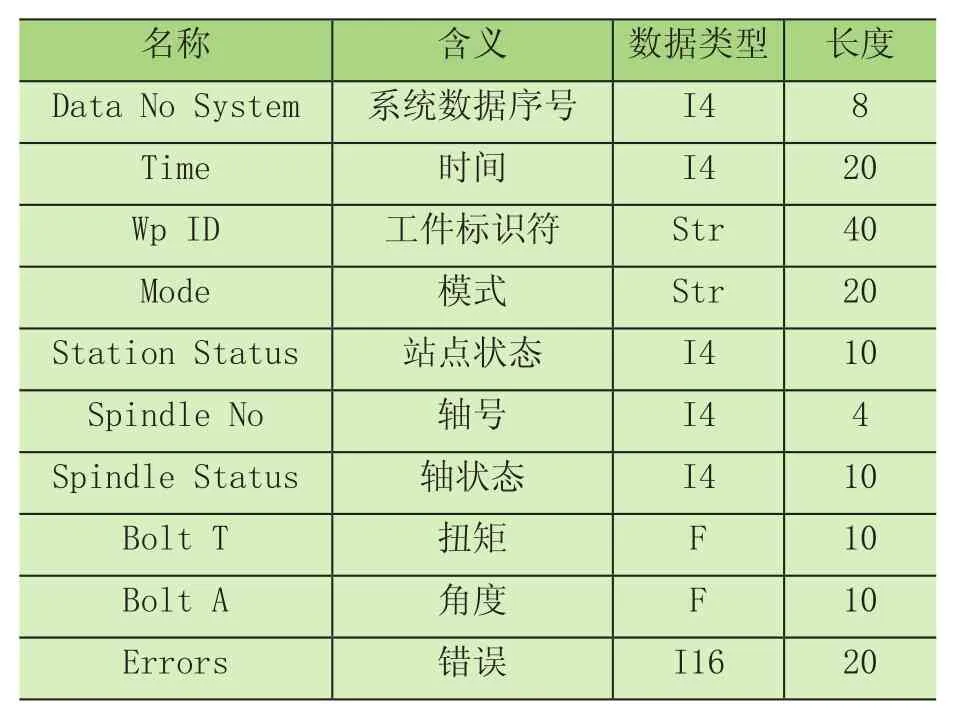
表1 API数据格式
操作端软件通过刷卡或者手动输入员工用户名、密码,选择用户类型登录系统,卡片为员工卡,每张卡含有唯一员工信息。系统登录界面如6所示。用户及员工卡信息可通过采集终端软件中的用户管理模块进行添加及配置。对不同的用户角色将会开放不同的功能权限。如图7所示。

图7 用户管理界面
软件登录后进入数据采集界面,数据采集终端主界面如图8所示。

图8 数据采集终端软件主界面
数据采集终端软件主界面中央为作业指导区。显示将要拧紧的轮对图例。下方的作业状态中显示通过扫码录入的轴号,如果轴号不正确,显示请输入正确轴号,当轴号正确时,车号自动从服务器数据库下载并显示在车号文本框,此时方可进行作业。在拧紧过程中,自动显示设备所在端位以及拧紧结果状态。当扫码枪出现故障时,也可手动输入轴号。
在作业监控区域中,将轴箱拧紧设备分为1~4根轴,每根轴划分一个单独的显示区域,显示拧紧扭矩、角度、合格状态以及拧紧曲线。
点击下方的生产日志按钮,进入历史数据查询功能。可通过选择时间段,或根据车号、轴号进行数据查询。对于查询到的历史数据,提供导出和打印的功能。如图9所示。

图9 生产日志查询
拧紧数据从数据采集终端上传到服务器后,在服务器软件中可对拧紧数据进行数据统计分析。支持年、月、周、日统计,根据不同的组合标签生成统计查询报表,支持饼状图、柱状图、折线图等多种形式。还可对数据进行SPC统计分析。图10为SPC分析中的均值-极差控制图例。

图10 SPC均值-极差控制图
SPC分析对生产过程进行实时监控,科学地区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定。
5 结语
文中介绍了一种铁路行业轴端轴箱拧紧信息化系统的设计和应用,设备整体使用安全、方便、快捷。系统将拧紧数据和操作者、车号、轴号等信息捆绑上传到服务器数据库,使拧紧数据和生产流程做到可查询、可追溯。通过报表,SPC统计分析等手段对拧紧数据进行统计分析,从而达到降低工人劳动强度,提高生产车间信息化、智能化程度,提高和控制质量的目的。
