Ti-6Al-4V合金J-C本构参数对高速切削过程切削力的灵敏度分析*
2021-03-26邱彩云冯吉路
邱彩云,冯吉路
(1.江苏安全技术职业学院,江苏 徐州 221000;2.天津城建大学控制与机械工程学院,天津 300384)
0 引言
由于高速切削加工技术具有加工效率高、切削力和加工成本低、加工表面质量好等优点,使其在汽车工业、航空航天、模具制造、精密零件加工等方面得到了广泛的应用[1-3]。然而,塑性材料在高速切削加工过程中产生的锯齿形切屑伴随着切削力的周期性波动,会引起刀具寿命降低、加工表面质量下降等问题。目前,研究人员对高速切削锯齿形切屑形成过程中切削力、切削热、刀具磨损、被加工表面质量等进行了大量的研究[4-7]。
在高速切削加工过程中刀具和切屑接触时间极短且接触区非常小,很难通过实验方法来获取高速切削锯齿形切屑形成过程。相比之下,有限元法能够分析高速切削锯齿形切屑形成过程中复杂的材料行为,从而被广泛用于高速切削切屑形成机理方面的研究。在进行切削加工仿真时,由于J-C材料本构模型具有很强的场变量分析能力且能够反应材料的初始屈服强度、加工硬化作用和热软化效应等,因此在有限元模拟仿真过程中得到了广泛的应用[8-9]。
材料的本构模型是描述材料力学特性的数学表达式。虽然国内外学者已经针对性的研究了材料本构模型参数对锯齿形切屑的敏感度,主要分析了本构模型参数对切屑锯齿化程度和切屑曲率半径的影响[1-2]。然而,有关本构模型参数对切削力的影响的定量研究相对较少。高速切削塑性材料时,切削力与锯齿形切屑的形成过程存在着紧密的联系。通过研究本构模型参数对切削力的影响,能够进一步分析本构模型参数对高速切削锯齿形切屑形成过程的影响,有助于深入理解高速切削加工机理。因此,有必要深入研究材料本构模型参数对高速切削加工过程中切削力的影响。
本文以典型难加工材料Ti-6Al-4V为例,通过对比分析有限元模拟和实验测量切削力,验证了正交切削Ti-6Al-4V有限元模型的有效性。采用有限元方法和Monte Carlo法相结合提出了切削力灵敏度分析法,分析了材料本构模型参数对平均切削力影响的大小,该研究为准确模拟切削加工过程中仿真参数的调整提供了理论参考。
1 正交切削模型
1.1 几何模型建立
当车削背吃刀量远大于进给量时,可以将该切削过程简化为二维平面应变问题来处理,简化的正交切削模型如图1所示。其中,工件的长宽设定为5 mm×1.2 mm,刀具材料为YG8,前角为8°,后角为6°。刀具和工件均采用4节点平面应变双线性热力耦合缩减积分单元(CPE4RT)。为了提高计算精度和收敛性,切削层网格被相对细划。

图1 正交切削几何模型
1.2 材料本构模型
J-C本构模型能够反映材料在弹塑性阶段的应力-应变关系,该模型考虑了应变硬化、应变率硬化及热软化效应对材料动态力学性能的影响,材料的等效流动应力的表达式[8]:
(1)


表1 Ti-6Al-4V合金J-C本构模型参数

表2 Ti-6Al-4V合金物理力学性能参数
1.3 刀-屑接触摩擦模型和切屑分离准则
该研究采用库伦摩擦模型定义刀具和工件之间的摩擦。其中,摩擦剪切应力τ与接触压应力σp有关。库伦摩擦模型的表达式[6]:

(2)
进行切削有限元仿真时,材料和切屑通常需要定义物理分离准则。本文选用的累计损伤准则表达式:
(3)

2 Kriging模型
Kriging模型[11]是一种半参数化的插值模型,不需要给出状态函数的具体形式,这样可以使模型的预测精度不受假定函数形式的影响。另外,Kriging模型可以应用于强非线性的问题。Kriging模型表示为:
g(x)=fT(x)β+z(x)
(4)
式中,fT(x)β为回归模型,β为回归系数向量,f(x)为随机变量x的多项式函数,通常可以取固定值,其取值的大小并不影响模型的近似精度。
z(x)是随机过程函数,反映局部偏差的近似,它的均值μ是零,方差是σ2,协方差表示为:
cov(z(xi),z(xj))=σ2R(xi,xj)
(5)
式中,R(xi,xj) 是带有参数θ的关于样本点xi和xj的相关函数,模型的准确性取决于随机过程z(x),相关函数通常选用高斯相关方程,其表达式如下:
(6)

(7)
3 切削力灵敏度定义
当一个函数f(Kriging模型)由一个或者多个参数(x1,x2,…,xn)表示时,f对参数的导数或者偏导数就是参数对函数的灵敏度,如表达式(8)所示:
(8)
其中,S为灵敏度。切削加工过程中切削力灵敏度SF可以表示J-C本构模型参数对平均切削力的灵敏度,SF如式(9)所示:
(9)
式中,x1,x2,x3,x4,x5分别为材料的初始屈服应力A、应变硬化系数B、应变率硬化系数C、应变硬化指数n、热软化指数m。由于材料本构模型参数的数量级不同,为了真实反映参数变化对切削力的影响大小,需要将Δxi定为参数变化量与变化范围的比值。
4 实验装置与结果分析
4.1 实验装置
为了验证有限元仿真模型的正确性,首先采用车削端面的方法在车床CAK6150上对Ti-6Al-4V合金进行了切削加工实验,仿真与实验均采用YG8硬质合金刀具,且刀具前、后角参数均相同。在实验过程中应用Kistler9257B固定式测力仪采集切削力数据,切削实验后采用Hitachi S3400N扫描电子显微镜观察切屑的截面形貌。
4.2 切屑形成过程中切削力的变化
图2和图3为切削速度v=110 m/min,进给量f=0.2 mm/r时Ti-6Al-4V合金切削时产生的锯齿形切屑和切削力变化。由图分析可知,由于在锯齿状切屑形成过程中,当第一变形区开始产生集中滑移变形时,其承载能力下降导致几何失稳,切削力逐渐减小,随后由于刀具继续前进对切削层材料产生挤压,切削力又逐渐增大。因此,在锯齿形切屑产生过程中切削力是一个“增大-减小-增大-减小”的周期性高频率波动过程,并且仿真所得切削力的波动情况与锯齿形切屑形成过程存在着较好的对应关系。因此,文中采用平均切削力的变化来表征本构参数对锯齿形切屑形成的影响。由于锯齿形切屑产生的频率远高于动态测力仪的采样频率,因此通过实验法测量的切削力并没有完整的采集到切屑形成过程中切削力的变化。该研究借助ABAQUS有限元软件仿真锯齿形切屑形成时切削力的变化。由图4分析可知,采用ABAQUS软件仿真得到的平均主切削力与切削实验所得值仅相差6.1 N,仿真所得平均主切削力的相对误差小于5%,这也说明了采用ABAQUS有限元软件仿真所得结果的正确性和有效性。

图2 Ti-6Al-4V合金锯齿形切屑
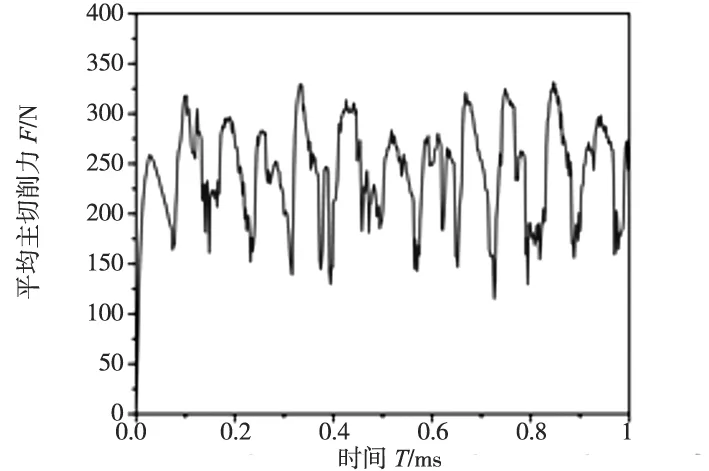
图3 仿真切削力随时间的变化

图4 实验与仿真平均主切削力对比图
4.3 切削力灵敏度分析
由于同一种材料在不同热处理状态后,材料的本构模型参数会发生变化,从而对仿真结果的准确性产生影响。为了分析钛合金Ti-6Al-4V的J-C本构模型参数对平均切削力的灵敏度,采用仿真时连续8个锯齿形切屑形成过程中切削力的平均值来计算平均切削力。首先对设计变量按照Box-Behnken中心组合试验设计出样本点;其次,应用有限元分析软件计算出不同样本点数据对应的平均切削力变化值如表3所示。最后,采用样本点数据和平均切削力变化值构建出平均切削力变化值的响应面函数。

表3 切削力变化值的仿真结果

续表
根据表3中本构参数和平均切削力的仿真结果,采用Kriging法进行响应面函数的拟合[10],可以获取锯齿形切削形成过程中平均切削力的响应面函数。拟合后在函数预测点附近的值与仿真结果基本吻合,误差值为10-7数量级,说明采用Kriging法构造的平均切削力响应面函数具有较高的精度。由图5分析可知,平均切削力随着本构参数初始屈服应力A、应变硬化系数B、应变率硬化系数C、应变硬化指数n、热软化指数m的变化呈现非线性变化规律。很显然,单纯的计算局部本构参数变化对平均切削力的影响并不具备统计学意义。

(a) A和B对平均切削力的影响
为了量化本构参数对平均切削力的影响大小,采用Monte Carlo结合灵敏度分析法进行了高速切削平均切削力的灵敏度分析。Monte Carlo抽样时样本点数定为N=107,由于样本数据足够大,也就确保了模拟数据的具有统计学意义且真实有效。研究中取Δxi=0.1为例,通过计算得到J-C本构参数的平均切削力灵敏度如图6所示。由图6分析可知,钛合金Ti-6Al-4V高速切削时,初始屈服应力A、应变硬化系数B和热软化指数m对平均切削力的影响较大,应变率硬化系数C的变化对平均切削力的影响很小;总体而言,平均切削力会随初始屈服应力A、应变硬化系数B和热软化指数m的增加而增大,会随应变硬化指数n的增加而减小。

图6 J-C本构参数的平均切削力灵敏度
5 结论
采用Box-Behnken中心组合试验设计和Kriging拟合法与有限元法相结合的方式,分析了钛合金Ti-6Al-4V材料J-C本构模型参数A、B、n、C、m对其高速切削平均切削力的影响,得到如下结论:
(1) 采用Krigin法构造的相应面函数与Monte Carlo法及灵敏度分析法相结合,可以定量的分析钛合金Ti-6Al-4V材料J-C本构参数对高速切削平均切削力的影响;
(2) 平均切削力随着本构参数初始屈服应力A、应变硬化系数B、应变率硬化系数C、应变硬化指数n、热软化指数m的变化呈现非线性变化规律;
(3) 钛合金Ti-6Al-4V材料的初始屈服应力A、应变硬化系数B和热软化指数m对平均切削力的影响较大,应变率硬化系数C的变化对平均切削力的影响很小。
