数控车加工案例分析
2021-03-24秦勇
秦勇

摘要:以三潭印月的数控车削加工为例,分析其加工工艺和步骤,对于其加工过程中可能出现的问题,有针对性地予以解决。
关键词:三潭印月;数控车加工;工艺;分析
数控车加工主要是通过对圆形坯料做旋转运动,刀具沿轴向进给,加工出精确的直径和长度,合理的加工工艺满足工件要求,根据零件图和技术要求等,编制加工工艺,编写零件数控加工程序,实现自动进给,控制数控机床按照编制的刀具轨迹进给,从而完成零件的加工。所以,在数控加工前,根据零件制定加工方案,对零件的工艺过程、刀具的形状、切削用量和走刀路线等都编入程序[1]。本文以浙江杭州西湖十景之一的三潭印月为例,分析其加工工艺和步骤。
1 数控加工工艺的实例分析
三潭印月是西湖中最大的岛屿,岛南湖中建成有三座石塔,由基座、圆形塔身、宝盖、六边小亭、葫芦顶组成。三座瓶形小石塔鼎足而立,造型别致优美,如图1所示。如此美丽的石塔,完全可以作为CNC或者3D打印素材。
1.1 工艺分析
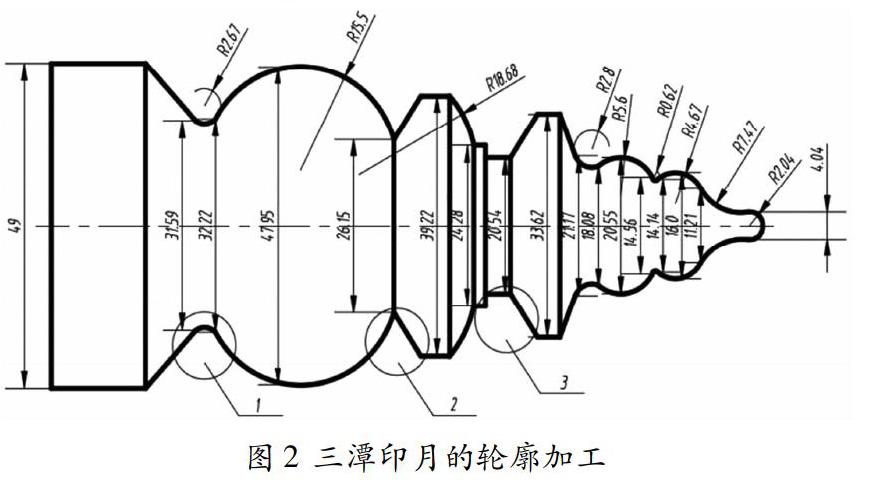
如图2所示为作了适当调整的三潭印月,去掉了六边小亭和圆形塔身上的孔。三潭印月为回转体,适合在车床上加工,主要加工轮廓为圆柱面、圆锥面和圆弧面。根据零件图进行分析,该零件先用G71进行粗加工,选用90度外圆车刀,切除多余余料和端面,再用G73进行精加工,根据零件的形状选定尖刀加工圆弧,先加工大端。然后夹持住大端,再加工小端。大端长度刚开始给了10mm,为了装夹强度考虑,可以加长大端长度,增至15mm。
车床装夹原则:尽可能减少零件装夹次数,保证装夹强度,夹大车小[2]。
在夹持时要注意:工件在旋转车削时会产生切削力要与装夹零件的夹紧力相对应。
1.2 加工工序
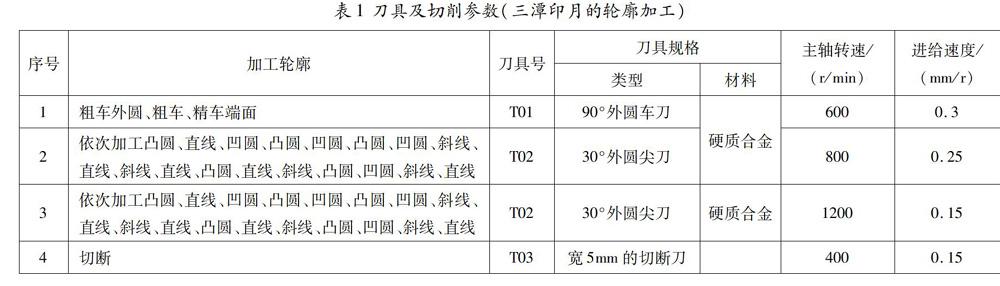
根据零件结构形状选用55mm×150mm的棒料,选用90度外圆车刀(T01)进行粗加工,因用棒料加工三潭印月的轮廓,毛坯料余量较大,为了提高加工效率,根据零件图的外形进行分析,用G71进行粗加工,再选用30度的尖刀(T02)进行精加工,据外形结构用G73进行加工。由于要作为展品或饰物,材料选用黄铜。以外圆为定位基准→用卡盘卡紧→车平端面→对刀→调试程序→从右至左依次加工各轮廓线。工序刀具及切削参数选择见表1。
3 加工
3.1 试切
在试切外轮廓加工应注意“2”处的夹刀现象,同时要注意如图所示的1、3两个位置。1为圆弧,半径较小,在切削时会出现产生的切屑流出后翻转到半径为R15.5的圆弧面,划伤其表面。2、3的右侧均为锥面,一方面要注意刀具的副后刀面与工件已车削轮廓表面是否干涉,另外也要注意,在切削时会出现产生的切屑流出后翻转到锥面上造成划伤。为避免干涉也可采用直头刀杆车削,如图3所示。
3.2 加工中的问题及解决方法
为了避免上面提到的问题,可采取如下方法予以解决。
(1)如在试切时“2”处出项夹刀现象,应改变“2”处的外圆尺寸,进行外圆粗加工,再用G73进行局部精加工。
(2)对整个工件预留不超过0.1mm的余量,在加工完工件后,再将预留的加工余量切去,可对划伤的表面进行修复或者采取在编程时,分别对1、2、3三个位置预留不超过01mm的余量,通过切除余量,修复划伤的表面。后一种办法会更为简便一些。加工效果如图4所示。
图3 直头尖刀图4 加工完成后的三潭印月
4 结论
在进行切削加工时,有很多细节问题需要注意,细节决定成败。所以,为了保证零件的加工质量,应对零件的工艺进行细致的分析。
参考文献:
[1]马金平,冯利.数控加工工艺项目化教程[M].大连:大连理工大学出版社,2012.
[2]吴晓苏,周智敏.数控编程与机床操作[M].北京:清华大学出版社,2010.
[3]劉玉春,李壮斌.数控编程技术项目教程[M].北京:机械工业出版社,2016.
