聚砜医疗干粉吸入器底座成型与注塑模设计
2021-03-22石峰王伟伟邹锋朱超挺周天绮
石峰 ,王伟伟 ,邹锋 ,朱超挺 ,周天绮
(1.浙江医药高等专科学校,浙江宁波 315100;2.浙江工商职业技术学院机电工程学院,浙江宁波 315012)
1 塑件分析
图1所示为一种医疗干粉吸入器底座塑件,塑件俯视外形呈葵花形状,侧视外形呈球冠形状。塑件外沿圆周上布置了14个斜圆柱孔(简称斜孔),其内径为8 mm、外径为10 mm、高度为14 mm,斜孔轴心线与塑件中心线夹角为5°。中间直径127 mm圆周内布置了4个内径为8 mm的直圆柱孔和6个内径为4 mm小孔,直圆柱孔的外径为10 mm,高度为12 mm。塑件最小壁厚1.8 mm,最大2.4 mm,平均壁厚2 mm。

图1 塑件
塑件使用聚砜(PSU)材料进行注射成型,该材料为一种坚韧且强度高的透明塑料,与聚碳酸酯相比能提供较高的耐热性和更好的水解稳定性[1-3];具有良好的力学性能和耐化学性能,与蒸汽、氧化剂等接触时具有优异的尺寸稳定性;有透明与不透明的各种彩色可供选择。PSU的收缩率为0.4%~0.8%,不同方向收缩差异小,塑件脱模斜度一般取0.02°。PSU材料在医卫器材零部件制造方面应用较为广泛,典型有外科手术盘、喷雾器、加湿器等塑件零件[4-6]。
2 注射成型方案及浇注系统设计
塑件的注射成型方案设计受两个因素的影响,第一个是塑件的材料,第二个是塑件的结构。就材料而言,PSU是一种非结晶聚合物,成型温度280℃以上,流动性差,流长比为80左右,塑件的壁厚须控制在1.5 mm以上,吸入器底座塑件的平均壁厚为2 mm,因而可以使用PSU材料进行注射成型。PSU材料对缺口较为敏感,塑件上的直角或者锐角都须使用圆弧过渡进行处理。PSU材料对含水量敏感,塑件成型前,须对材料进行干燥处理,尽可能降低材料中含水量,塑件加工前,材料含水量控制在0.1%以下,以防高温下熔体降解。
就塑件结构而言,塑件整体形状为圆片状,其包容圆的外径为193 mm,为中等偏大型塑件。为保证注塑时浇口到各流动末端的长度接近,以保证塑件各局部位置的充填均衡性,塑件的最佳浇口位置以开设在塑件的几何中心位置为最佳。塑件模腔的冷流道设计要求高,流道设计时,其基本要求为:主流道尽可能短且粗,以利于熔体流动,主流道直径2 mm以上,脱模斜度3°~5°,分流道用圆形或梯形流道,流动路径避免采用弯道形式。
对于塑件的脱模,其上所设置的14个斜孔,需要使用14个抽忒方向不同的圆柱型忒镶件进行抽忒脱模,显然,塑件不宜采用多腔布局成型,采用单腔布局既能保证塑件的成型精度,又能降低模具中机构件的安装难度。
塑件的浇注系统设计方案为:使用1模1腔单腔布局,使用单点热流道直接浇口进行浇注[7],浇口设置在塑件的几何中央位置,这样可以避免冷流道的开设,以免影响模腔的充填。该方案的CAE流动分析如图2所示,CAE分析中,塑件材料选用巴斯夫公司(BASF)牌号为P1700的PSU,浇口为圆柱形Ø1.2 mm浇口,浇口长度1.0 mm,进料口的位置设置在模腔几何中央厚壁处。模具温度设置为140℃,熔体温度360℃、最大温度380℃,顶出温度165℃。注塑速率采用中速,以免高速造成熔体破裂,充模困难。

图2 浇注系统CAE分析
从图2可以看出,在该成型方案下,模腔的充填性能好,各末端能获得均衡充填,整体充填时间为1.542 s左右,能满足塑件的生产周期要求。充填所需压力为58 MPa左右,对注塑机的使用要求不高。流动路径上熔接线主要出现在孔的末端位置处,形态为熔合线,可以通过提高模具温度的方式来消除。流动路径上气孔较多,需要增强模腔的排气来消除。流动分析中,不利的结果为:塑件成型中所产生的内应力难以消除,只能通过保压措施来尽可能减小。
3 分型及成型件设计
如前所述,塑件采用单腔模式成型时,将考虑收缩率后的塑件表面作为成型件的成型面,选用外沿分型线、各内孔分型线以上的面作为型腔面,以下的面则作为型忒面,如图3所示。其中,型忒面中,各斜孔内侧的局部区域面必须分割出来,以用作斜顶的分型面,用于设计斜顶以实现斜孔内侧倒扣的成型和脱模[8-12]。
图4为单个斜孔内侧局部区域面(图4中倒扣区域)的成型件设计。在图4中,针对14个斜孔的脱模,使用斜杆镶件成型斜孔的上端部分,这样可以将斜孔的下端设置成直杆镶件,从而可以最大限度降低14个斜孔的脱模机构设计难度。因而,针对斜孔部位的脱模可以采用以下方式:斜孔内壁的成型与脱模由位于型腔镶件一侧的斜杆镶件来实现,对于斜孔外壁倒扣区域的脱模,则使用斜顶顶出方式实现。

图3 成型面分割

图4 单个斜孔内侧局部区域面的成型件设计
使用图3中所示外沿分型线对模腔进行分型后,将所获得的型腔镶件、型忒镶件及斜孔的斜顶、斜杆镶件和直杆镶件进行拼合组装,由此构成的模腔(局部)如图5所示。设计斜顶时,必须设置高度挂台、水平挂台两个限位措施以保证斜顶复位时在高度方向、水平方向都有定位。设置外沿分型面时,分型面设置为延拓面+水平面的组合形式,以便于排气槽开设、分型面的加工及模腔的闭合配模。加工型腔镶件成型面时,表面粗糙度控制在0.4以上以确保塑件的表面光亮。中速注塑时,模腔分型面上须开设环绕型排气间隙及排气槽,排气间隙0.02,用于引气的排气槽的深度0.08 mm。

图5 模腔成型件的构成
综上所述,最终成型件的设置及组装如图6所示。

图6 成型件设计
定模成型组件中,包括1个型腔镶件、14个斜杆镶件、4个上圆柱镶件。14个斜杆镶件的上端通过横位销安装在导槽板上对应的滑动槽内,导槽板上端用上盖板盖住,以防止斜杆镶件滑落。14个斜杆镶件通过导槽板和上盖板组装后,构成定模斜杆复合顶出机构,再插入型腔镶件中各自对应的斜孔内。定模成型件的材料使用M461预硬镜面塑胶模具钢。
动模成型组件中,包括1个型忒镶件、14个直杆镶件、14个斜顶。14个斜顶采用“万能斜顶”结构形式,由推杆推动其上端的斜顶顶出。14个直杆镶件采用肩台定位方式固定安装在型忒镶件内。14个斜顶通过相应的14根推杆推动,推杆安装在模具的顶针推板上,构成动模“万能斜顶”复合机构。动模材料成型件使用Cr12MoV模具合金钢。
4 模具结构布置
功能零部件在模具结构中的布置如图7所示,模具使用两板模结构,2次分型打开。所选用模架为一种非标准模架,由两板模模架改造而获得,改造的地方在于:定模板与定模座板之间增加1次分型打开,并增加4副模腔导柱进行导向。模具中的模腔布置为1模1腔。型腔镶件、型忒镶件均使用双边定位方式,通过楔紧块楔紧方式安装在定模板、动模板内。定模板、动模板的精确闭合定位由定模板导柱、模腔导柱、边锁共同实现[13-14]。定模板导柱主要用于定模板打开/闭合时的滑动导向;模腔导柱主要用于定模板和动模板之间打开/闭合时的滑动导向。定模板与定模座板之间的打开使用4根定距拉杆进行定距控制。定模板与动模板的临时闭合,使用模板锁控制。
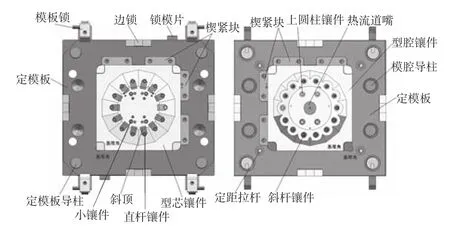
图7 模具布局
5 模具机构件组装
机构件在模具上的组装如图8所示。模具的定模由定模座板3、定模板4及附属机构零件构成,动模由动模板8、方铁9、动模座板10等零件构成。盖板11、顶针推板12等零件构成动模的顶出机构,注塑机顶杆通过顶杆套13推动顶针推板12。定模板4和定模座板3之间的开模面为P1,定模板4与定模座板3之间的分离距离通过定距拉杆5限制;动模板8与定模板4之间的开模面为P2。开模面打开的顺序为P1→P2,闭合顺序也为P1→P2。开模时,P1面打开,P2面闭合,该闭合控制由图7中所示的模板锁进行控制,模板锁由锁钩杆6等8个零件组成。闭模前,P1,P2面都处于打开状态,闭合时,模板锁控制模具按P1→P2顺序闭合。型忒镶件17、型腔镶件18分别通过螺钉紧固安装在动模板8、定模板4内。

图8 模具结构安装
定模斜杆复合顶出机构中,上盖板27、导槽板28用螺丝紧固组合在一起,再通过螺丝紧固安装在定模座板3所开设的槽内,斜杆镶件25的上端通过横销26进行开模方向的限位后,安装在导槽板28开设的滑动槽内,下端插入型腔镶件18内的斜孔内。P1面打开时,定模板4往下运动,将塑件从14个斜杆镶件25上推出。
动模“万能斜顶”复合机构中,斜顶22安装在型忒镶件17内,其下端设置有T型槽,与顶杆21上端所设置的T型导轨滑动连接,顶杆21用顶针推板12推动。P2面打开后,模腔打开,注塑机顶杆通过顶针推板12推动斜顶12对塑件进行顶出。
模具中,模板锁机构为一种新型模板开闭控制机构,如图9所示。机构的组成零件包括锁钩杆6、件30~件37。导动凸块30安装在定模座板3上,其上设置有导动销31的导动凸台;锁钩杆6与锁钩37用锁钩螺丝38组装在一起,锁钩杆6用转动销32与底座35铰接在一起,底座35用螺丝紧固安装在动模板8的侧边。耐磨锁块36用螺丝安装在定模板4上;外簧片33和内簧片34叠装在一起,用螺丝紧固组装在底座35上,用于阻挡锁钩杆6按T1转动方向转动。锁钩37勾住耐磨锁块36用于锁紧动模板8和定模板4。

图9 模板锁机构
模板锁机构的动作原理为:当模具动模按Z-向下行时,导动销31暂时不能接触导动凸块30上的导动凸台,因而,锁钩杆6在外簧片33和内簧片34的弹压下,不能绕转动销32的中心按T1转动方向转动,此时动模板8和定模板4被锁钩37和耐磨锁块36锁闭,模具只能在P1面打开;P1面打开一定距离后,导动销31被导动凸块30上的导动凸台按F1向推动,迫使锁钩37和耐磨锁块36脱离接触,从而,动模板8与定模板4分离,模具在P2面处打开。闭合时,P1面先闭合,模具继续闭合过程中,锁钩37被耐磨锁块36先推开而后再勾住耐磨锁块36,从而实现再次锁紧动模板8和定模板4的功能。
6 模具工作原理
结合图8所示,模具分2次分型打开,第一次打开在P1面处打开,该面打开时,14个斜杆镶件25从模腔内塑件上对应的14个斜孔中抽忒抽出。第二次在P2面处打开,塑件从型腔镶件18内脱出并留于型忒镶件17上。而后,随着模具动模的继续下行,注塑机顶杆顶住顶针推板12,从而推动14根顶杆21和14个斜顶22将塑件从型忒镶件17上顶出,实现塑件的完全脱模。
模具复位时,顶针推板12先复位,确保动模“万能斜顶”复合机构先复位;模具闭合时,先在P1面处闭合,确保定模斜杆复合顶出机构先复位,而后在P2面处闭合复位,等待下一次注塑循环。
7 注塑工艺事项
注塑时,注塑工艺需要注意以下事项:
①注塑前,须对PSU进行干燥,干燥方式为热风干燥,温度为125~135℃,时间为4~6 h,铺料方式为平铺,铺料厚度为18~22 mm,含水量控制在0.1%以下;
②不能使用脱模剂;
③PSU的成型温度较高,在注塑前必须将料筒内清洁干净;
④成型后须对塑件进行退火处理,退火方式使用空气浴方式,退火温度为150℃,退火时间为2~4 h。
8 结语
(1)使用PSU塑料对医疗用干粉吸入器底座塑件进行注射成型。运用CAE分析获得了塑件热流道单腔模腔所需的成型时间为1.542 s,注塑压力为58 MPa。
(2)设计了塑件1模1腔两板热流道模具;浇注使用单点热浇口进行浇注;模具分2次分型打开,1次用于塑件定模侧斜孔的抽忒脱模,1次用于塑件模腔的打开。针对塑件14个斜孔内壁的脱模,设计了定模斜杆复合顶出机构,针对14个斜孔外壁的脱模,设计了动模“万能斜顶”复合机构。
(3)模具型腔的表面粗糙度为0.4以上,排气间隙0.02 mm,排气槽的深度0.08 mm。
(4)注塑前,PSU材料热风循环干燥工艺参数为:温度125~135℃,时间4~6 h,铺料厚度20 mm左右,确保含水量控制在0.1%以下。成型后塑件的退火工艺使用热风空气浴方式退火,温度150℃,时间 2~4 h。
