熔接结构与工艺对PMMA双色注塑熔接状态的影响
2021-03-22吴晓兰黄继忠颜许黄园林
吴晓兰,黄继忠,颜许,黄园林
(常州星宇车灯股份有限公司,江苏常州 213000)
随着汽车行业不断发展,整车厂对汽车造型和外观的要求越来越高。车灯作为汽车的“眼睛”,既要美观实用,同时也要适应技术发展要求[1]。近年来,双色注塑成为满足车灯多样化需求的一种常用成型方案,其原理是将多种不同颜色、不同材质的塑料分别在多个料筒中熔化,再按照先后顺序注入模具的同一型腔内冷却成型[2]。双色注塑通常有两种结合方式可以实现:覆盖式和拼接式。但无论是哪种结合方式,其两种材料结合的原理是相同的,可以通过分子链扩散理论来解释,材料在吸收热量后温度上升,当温度超过材料的玻璃化转变温度时,材料分子链的运动开始加剧从而相互扩散,两相间的分子链通过互相扩散、渗透、缠结,形成了界面层[3]。
当前汽车信号灯外透镜的材料以聚甲基丙烯酸甲酯(PMMA)为主,成型工艺多采用双色注塑,PMMA材料具有优异的耐候性能和透光率,普遍用于汽车信号灯外透镜,但PMMA材料的缺点是:①冲击强度低,对缺口敏感;②制件应力大,容易发生应力开裂。由此可以看出PMMA制品在使用过程中抗应力开裂的能力也较差,尤其是双色或多色注塑的零件,因此,对于PMMA制品,需要从材料选择、结构、加工工艺以及后处理等多方面考虑,尽可能控制制品内应力的大小,避免后续使用过程中应力开裂的发生。
为了改善PMMA应力开裂的问题,很多研究人员在双色熔接的结构、注塑工艺条件以及后处理等方面做出了不少的贡献。李祥兵等[1]分析双色注塑零件开裂的原因,对应地优化结构设计及相关工艺以增大熔接面积,减小熔接处应力集中,避免开裂问题的发生。王钊等[4]使用模流分析软件对尾灯灯罩双色注塑工艺进行优化,可用于指导生产变形量较小的制件,降低因变形导致开裂的几率。王海涛等[5]研究了PMMA材料的耐环境应力开裂性能,得出PMMA外透镜不宜接触的化学介质环境。陶永亮等[6]研究PMMA双色注塑的工艺条件及回火方法,以降低塑件的应力,避免出现开裂。笔者则以拼接式PMMA双色注塑试样为研究对象,利用具有不同末端熔接夹角的拉伸试样实验模具进行双色注塑实验。双色注塑过程中第一次注塑的工艺条件对熔接状态的影响远小于第二次注塑工艺条件的影响,因此,主要从第二次注塑的末端熔体温度、末端熔体压力、末端模具温度以及末端熔接夹角四个方面研究这些工艺参数对PMMA试样熔接状态的影响。通过注塑试样的拉伸断裂强度、熔接末端开口尺寸及耐酒精应力开裂比例等结果的对比,得出最佳双色材料结合的熔接结构及注塑工艺条件,以提升PMMA双色注塑的熔接质量,降低因双色材料熔接不良引起的应力开裂比率。
1 实验部分
1.1 主要原材料
PMMA无色与红色透明材料:8N,熔体体积流动速率为3 cm3/10 min,德国罗姆化学有限公司。
1.2 主要仪器与设备
旋转式双色注塑机:IA5300型,海天塑机集团;
模具温度控制设备:TW-600MA-KS型,动、定模各配置一台,日本KAWATA公司;
万能试验机:Z010型,德国Zwick公司;
高倍显微镜:VHX-7000型,日本基恩士公司。
1.3 拉伸试样实验模具及传感器布置
采用了一种结构简单的高精度双色注塑拼接式旋转模,包括两个定模型腔和两个动模型腔,可实时监测第二次注塑的末端熔体温度、末端熔体压力、末端模具温度,且可通过更换模具上的镶块来实现双色注塑末端熔接夹角的切换,末端熔接夹角分别为 50°,60°,70°,87°,如图1 所示。
第二次注塑的末端熔体温度、末端熔体压力、末端模具温度分别通过光纤式温度传感器、接触式压力传感器以及热电偶式温度传感器进行监测。传感器分别安装在如图2所示动模与定模的左侧型腔中,布置位置如图3所示,监视系统采用了Futaba公司MVS08系统。
图2和图3中,接触式压力传感器I,III分别用于监测浇口处熔体压力和熔接处末端熔体压力,传感器型号为SSB01KN08X06,测量范围200~1 000 N;光纤式温度传感器II,IV分别用于监测浇口处熔体温度和熔接处末端熔体温度,传感器型号为EPSSZL-03.0X30 N50,测定范围60~430℃,响应度8 ms;热电偶式温度传感器V用于监测熔接处末端模具温度,传感器型号为STF04.0,测量范围0~220℃,反应速度0.34 s。
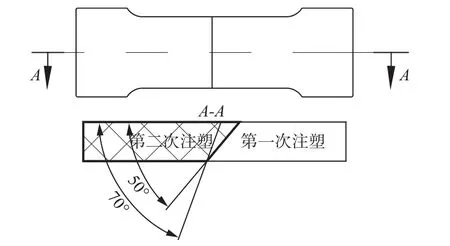
图1 双色注塑试样末端熔接夹角(50°与70°)截面示意图

图2 双色注塑拉伸试样实验模具型腔
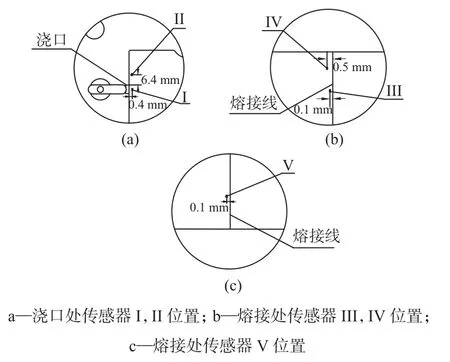
图3 传感器布置示意图
1.4 试样制备
塑料粒子在注塑前进行预处理,在真空烘箱中80℃的条件下干燥4~6 h。单色拉伸试样的注塑工艺条件设定如下:注塑温度260℃,注塑压力70 MPa,注塑速度 30 cm3/s,模具温度 80℃。
双色拉伸样试样第二次注塑工艺条件设定如下:注塑速度为30 cm3/s,然后通过设定不同的注塑温度和模具温度组合来获得不同的末端熔体温度、末端熔体压力和末端模具温度,注塑温度分别为 240,250,260,270℃,模具温度分别为 60,70,80,90℃,微调注塑压力,确保试样的质量控制在(23±0.5)g范围内。
成型的双色熔接拉伸哑铃型试样如图4所示,尺寸为160 mm×40 mm×2.5 mm,第一次注塑材料为无色透明PMMA,第二次注塑材料为红色透明PMMA。
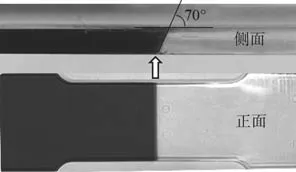
图4 双色注塑的哑铃型试样
1.5 测试与表征
(1)拉伸断裂强度测试。
参照ISO527-2:2012测试双色熔接试样拉伸断裂强度,拉伸速率为50 mm/min,每组样条测试5个,取平均值。
(2)熔接末端开口尺寸测试。
在双色注塑过程中,第二次注塑的充填会对第一次注塑后冷却的部件产生压力,为了防止第一次注塑部件出现开裂,需要控制第二次注塑熔体的填充压力,因此,第二次注塑充填的末端很难完全填充完整,在末端与第一次注塑部件之间往往会形成V形缺口,而且当第二次注塑后冷却时,树脂材料会产生收缩,导致V形缺口变大,相应的缺口处内应力也随之增大。因此,将V形缺口的开口尺寸作为判断双色熔接状态的指标之一。利用显微镜观察试样熔接处的截面,测量熔接末端开口尺寸,如图5中的a所示。

图5 双色注塑试样熔接处截面末端开口尺寸示意图
(3)应力开裂测试。
通常情况下,应力开裂测试有温度变化法、溶剂法、仪器法以及应变应力电阻法[7-8]。考虑到试样的尺寸及非完全透明性,故采用温度变化与溶剂结合的方法,也是汽车灯具上常用的检测方法。具体的测试条件如下:将试样按统一方向放置于80℃烘箱中保持2 h,取出后60 s内使用浸泡96.5%酒精的抹布擦拭试样的熔接处,之后在室温条件下保持0.5 h,检查是否有开裂,随后将试样继续放置于80℃烘箱中保持24 h,取出后观察双色注塑试样熔接处是否有开裂现象发生。每种工艺条件下,取5根样条进行测试,开裂比例的计算公式如式(1)所示。

式中:x——开裂比例;
n——开裂样条的数量;
m——测试样条的总数量。
2 结果与讨论
2.1 双色与单色注塑试样拉伸性能对比
表1为双色与单色注塑试样的拉伸断裂强度。从表1看,双色熔接试样的拉伸断裂强度小于单色试样的拉伸断裂强度,双色熔接试样在拉伸测试后所有的破坏均在双色材料的熔接面处,如图6所示。由此可以得出,PMMA双色熔接试样的熔接强度差于材料自身强度,熔接处于最佳状态时,其拉伸断裂强度可以达到单色试样的70%左右,最脆弱的位置是在双色材料的熔接处,这也是应力开裂风险最大的位置,因此研究熔接处的强度和状态具有重要的意义。

表1 双色与单色注塑试样的拉伸断裂强度 MPa
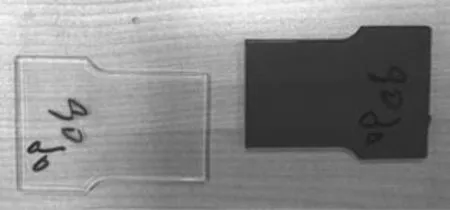
图6 拉伸破坏后的双色熔接试样
2.2 第二次注塑末端熔接夹角对熔接状态的影响
图7~图9为不同末端熔接夹角下双色注塑试样的拉伸断裂强度、末端开口尺寸和开裂比例。由图7~图9可以看出,在注塑温度260℃、模具温度
80℃的设定工艺条件下,末端熔接夹角为50°时,拉伸断裂强度最小,末端开口尺寸最大且开裂比例最大;随着末端熔接夹角增加至70°,拉伸断裂强度增大,末端开口尺寸变小,开裂比例也降低;当末端熔接夹角增大至87°时,此时拉伸断裂强度反而有所减小,末端开口尺寸和开裂比例略有增大。当末端熔接夹角从50°增大至70°时,拉伸断裂强度增加,主要是由于随着末端熔接夹角的增加,熔体在尖角处遇到的阻力变小,填充得更完整,同时这也会导致开口尺寸变小、注塑内应力降低最终导致应力开裂比例减小[9-10]。但当末端熔接夹角增加至87°时,熔体的快速填充导致夹角处气体迅速压缩,瞬间增大的压力影响了熔体在末端的填充,从而导致末端开口尺寸变大,开裂比例也随之增大,而且此时随着角度的变化,双色材料熔接面积减小的趋势明显,因此,拉伸断裂强度出现了略微下降的现象。
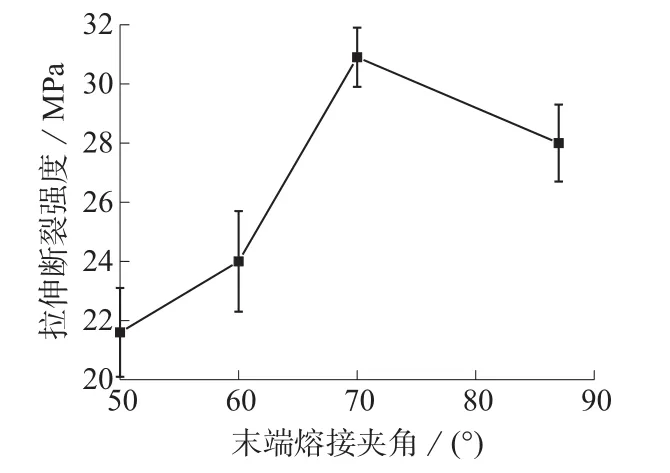
图7 不同末端熔接夹角下双色注塑试样的拉伸断裂强度
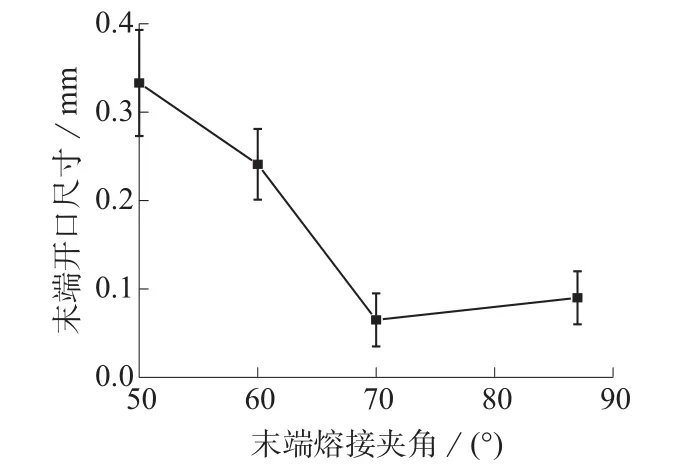
图8 不同末端熔接夹角下双色注塑试样的末端开口尺寸
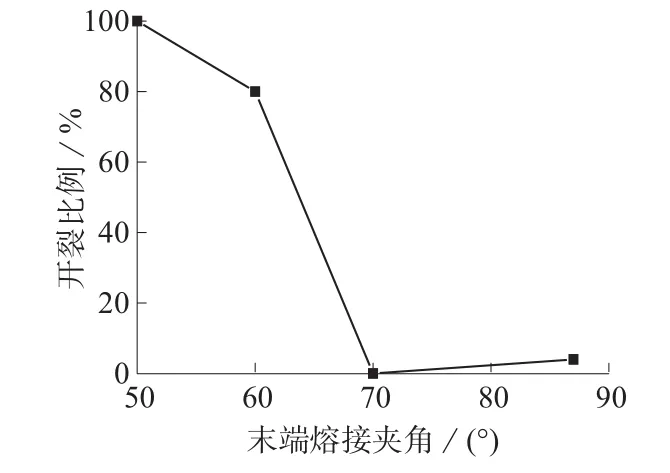
图9 不同末端熔接夹角下双色注塑试样的开裂比例
2.3 第二次注塑末端熔体温度对熔接状态的影响
图10~图12为不同末端熔体温度下双色注塑试样的拉伸断裂强度、末端开口尺寸和开裂比例。由图10~图12可以看出,在末端熔接夹角70°的条件下,随末端熔体温度升高,试样的拉伸断裂强度增加,末端开口尺寸总体减小,应力开裂比例也随之降低,末端熔体温度达到250℃以上,开裂风险最小。而且还可以看出,在末端熔体温度达到250℃后,拉伸断裂强度、末端开口尺寸、应力开裂比例的变化相对比较平缓,这是因为当温度升高到一定程度,分子在熔接界面的扩散、渗透对温度敏感度降低,对双色注塑试样的熔接强度提高有限。
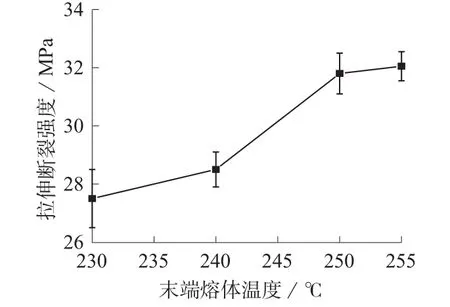
图10 不同末端熔体温度下双色注塑试样的拉伸断裂强度

图11 不同末端熔体温度下双色注塑试样的末端开口尺寸
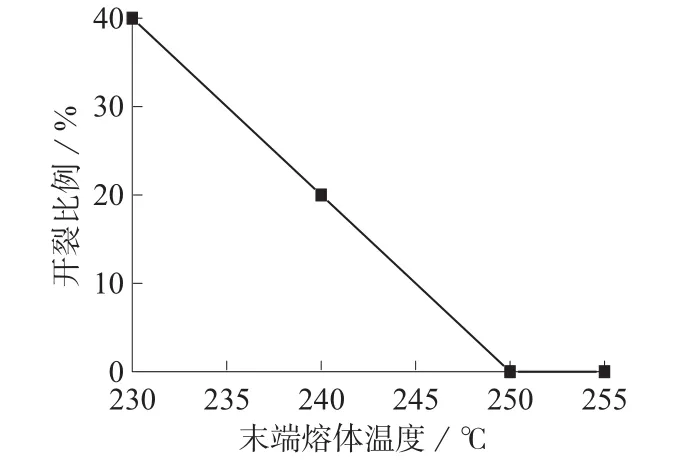
图12 不同末端熔体温度下双色注塑试样的开裂比例
2.4 第二次注塑末端熔体压力对熔接状态的影响
除了第二次注塑末端熔体温度会影响双色注塑试样的熔接状态,末端熔体压力也同样会影响熔接状态。图13~图15为不同末端熔体压力下双色注塑试样的拉伸断裂强度、末端开口尺寸和开裂比例。
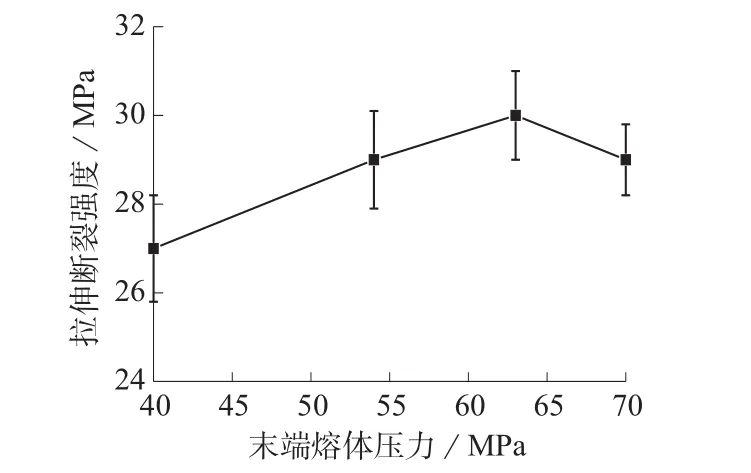
图13 不同末端熔体压力下双色注塑试样的拉伸断裂强度
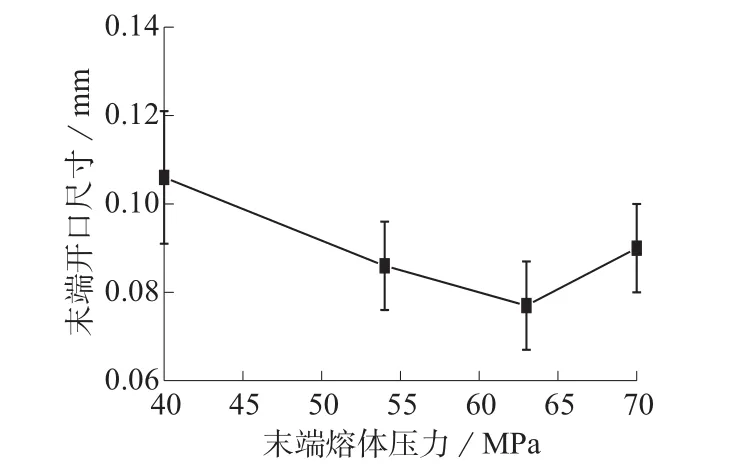
图14 不同末端熔体压力下双色注塑试样的末端开口尺寸

图15 不同末端熔体压力下双色注塑试样的开裂比例
从图13~图15可以看出,在末端熔接夹角70°的条件下,随着末端熔体压力的增加,拉伸断裂强度增大,末端开口尺寸变小,应力开裂比例减少,但当压力增大到63 MPa后,拉伸断裂强度、末端开口尺寸、开裂比例反而向相反的方向变化。此时由于压力过大,对第二次注塑熔体与第一次注塑试样结合的阻力变大,故两次注塑材料之间的熔接变差,拉伸断裂强度开始减少,末端开口尺寸随之变大,同时由于阻力导致试样成型后内应力变大,开裂比例也增大。
同时对比图12和图15可知,与控制末端熔体压力相比,控制末端熔体温度减少开裂比例的效果更为明显。
2.5 第二次注塑末端模具温度对熔接状态的影响
图16~图18为不同末端模具温度下双色注塑试样的拉伸断裂强度、末端开口尺寸和开裂比例。由图16~图18可以看出,末端模具温度对双色注塑试样的熔接强度也有较大的影响,在末端熔接夹角70°、注塑温度260℃条件下,末端模具温度为80℃与90℃时,末端开口尺寸变小,应力开裂比例也小于末端模具温度为60℃与70℃时;同样,随着末端模具温度的升高,拉伸断裂强度也随之不断增加。末端模具温度的升高,减少了熔体在模具内流动热量的损耗,保持了熔体中分子的活跃性,大大提高了分子在熔接界面的渗透能力[11],从而保证了良好的界面熔接状态。
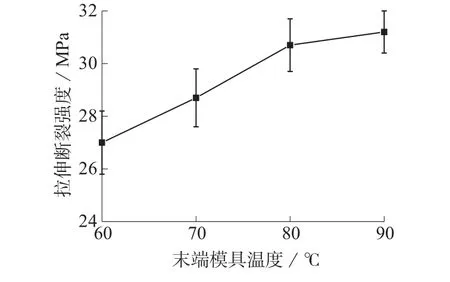
图16 不同末端模具温度下双色注塑试样的拉伸断裂强度
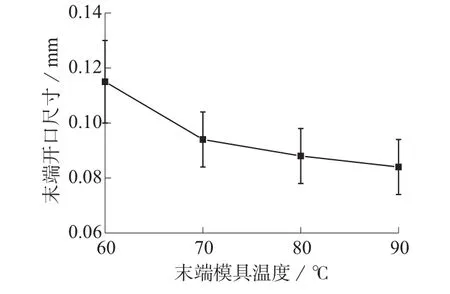
图17 不同末端模具温度下双色注塑试样的末端开口尺寸
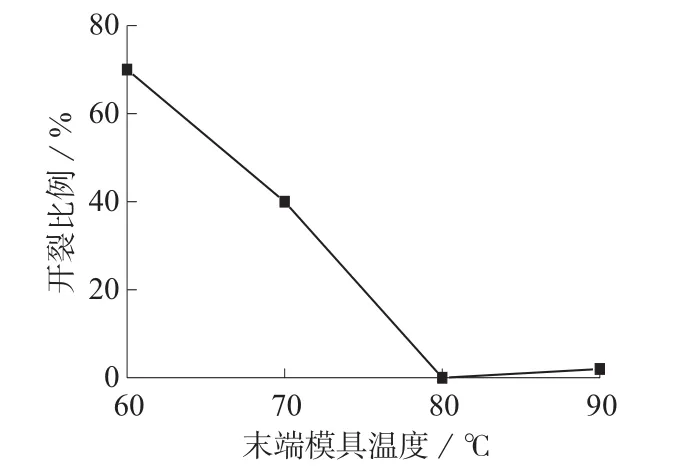
图18 不同末端模具温度下双色注塑试样的开裂比例
3 结论
(1)双色注塑试样熔接处结合强度可以通过拉伸断裂强度、末端开口尺寸、应力开裂比例来评价其熔接状态。
(2)PMMA双色注塑试样的熔接强度差于材料自身性能,熔接处于最佳的状态时,可以达到单色注塑试样自身强度的70%左右,最脆弱的位置是在双色材料的熔接处上,也是开裂风险最大的位置。
(3)为了降低或避免PMMA双色熔接开裂的问题,需要从两个方面来考虑:①从熔接结构来看,末端熔接夹角对熔接状态的影响较大,末端熔接夹角为50°时,试样拉伸断裂强度最小,末端开口尺寸最大,开裂比例最高,此时熔接状态较差;随着夹角的增加,熔接状态得到改善,当夹角超过70°时,熔接状态的改善变得不再明显,甚至当夹角增大至87°时,由于熔体填充速度以及熔接面减小的影响,此时拉伸断裂强度反而减小,末端开口尺寸和开裂比例略有增大,熔接状态比夹角为70°时略差。②从工艺角度来看,模具温度(末端模具温度)不低于80℃以及保证材料性能的前提下,提高第二次注塑时的注塑温度,确保第二次注塑末端熔体温度不低于250℃,或者末端熔体压力控制在63 MPa左右,减小末端熔接V形缺口的尺寸,控制V缺口处的内应力,可以有效地降低甚至避免开裂风险。
(4)上述研究结果为解决PMMA双色及多色注塑制件的开裂问题提供了方向性的指导。在前期设计时,对双色熔接末端夹角和模具进行优化,在注塑过程中调整温度等工艺条件,可将应力开裂的风险降到最低。
