基于PLC的有机生活垃圾处理设备控制系统设计
2021-03-22花勇
花勇



摘 要:城市中有机生活垃圾处理主要依靠人力分拣,回收利用率低,加工自动化程度不高。本文通过分析有机生活垃圾处理设备的工作流程,设计了一种的有机生活垃圾处理设备控制系统。该系统以可编程逻辑控制器为控制核心,以监视与控制通用系统组态画面为上位机,实现对有机生活垃圾处理设备作业过程的自动控制和实时监控,满足了有机生活垃圾处理的工艺控制要求,具有一定實际意义。
关键词:有机生活垃圾;可编程逻辑控制器(PLC);自动控制
中图分类号:X799.3;TP273 文献标识码:A 文章编号:1003-5168(2021)25-0033-04
The Design of the Control System for Organic Domestic Waste Treatment Equipment Based on PLC
HUA Yong
(Jiangsu Food & Pharmaceutical Science College, Huai'an Jiangsu 223005)
Abstract: In view of the shortcomings of organic domestic waste processing in cities, which mainly rely on manual sorting, its recycling rate is low, and the degree of processing automation is not high. By analyzing the work flow of organic domestic waste treatment equipment, a new control system of organic domestic waste treatment equipment is designed in this paper. The system takes the programmable logic controller as the control core and the monitoring and control general system configuration screen as the upper computer to realize the automatic control and real-time monitoring of the operation process of organic domestic waste treatment equipment, which meets the process control requirements of organic domestic waste treatment and has certain practical significance.
Keywords: organic household waste;programmable logic controller(PLC);automatic control
随着生活条件的不断改善,城市生活垃圾产生量也逐年增多,现有垃圾大致可以分为可回收垃圾、有机生活垃圾、有害垃圾及其他不可回收垃圾4类[1]。其中,有机生活垃圾占比超过50%,包括日常厨余垃圾,如剩菜、果皮等富含脂肪、蛋白质、碳水化合物的有机物质。传统的垃圾处理方式多为焚烧与填埋处理。但是焚烧时需要消耗大量燃料,同时也会产生大量污染物;而有机垃圾填埋不当又极易腐烂变质,污染现有土地资源。目前对生活垃圾较为合理的处理方式是对经过分拣的有机垃圾进行粉碎、压榨、混合搅拌后生成有机肥料,将有机生活垃圾进行二次资源开发利用,达到“减量化、资源化、无害化”的垃圾处理要求[2]。本文在有机生活垃圾处理设备的结构设计基础上,以可编程逻辑控制器(Programmable Logic Controller,PLC)为控制核心,以三相异步电机、变频器、气缸和油泵等为执行元件,设计出有机生活垃圾处理系统的电气控制系统。该系统能够实现日常有机生活垃圾处理过程的自动化,极大提高了有机生活垃圾的处理效率。
1 有机生活垃圾处理设备工作原理及控制要求
有机生活垃圾处理设备将分拣后的有机垃圾,经过搅拌、粉碎和挤压脱水后生成颗粒状的有机肥料排出,整个加工过程没有使用任何化学添加剂,加工后的废料还可变成有机肥料再生利用,变废为宝。控制系统按照功能主要由垃圾桶提升机构、垃圾分拣平台、垃圾撕碎机、螺旋送料及脱水机构等部分组成,各部分功能及要求如下。
1.1 垃圾桶提升机构
该结构将垃圾桶提升至输送带位置,在计重点停留3 s进行称重,质量超过50 kg时继续上升到指定位置进行翻转,倾倒垃圾到输送带上。倒完垃圾后,桶自动退回到计重点处去皮。如检测到桶内物料未倒完,提升机会自动重复一次倒桶动作。然后,提升机构自动返回到起点,拿掉空桶。重复以上动作流程完成倒桶过程。
1.2 垃圾分拣平台
对传送带上的垃圾进行磁选和人工筛选,剔除有机垃圾中的金属、塑料橡胶等非有机混合垃圾,输送到垃圾撕碎机进行撕碎处理。
1.3 垃圾撕碎机
分拣后的有机垃圾随着传送带进入垃圾撕碎机的V形进料斗,在推料气缸的作用下将物料推入V形撕碎齿腔中。通过交流接触器、电磁换向阀控制电机及液压系统的快速闭合,两个撕碎齿辊在两个减速电机的带动下以不同转速进行相对旋转,利用两个撕碎齿辊形成的收缩夹角,对进入齿腔中的垃圾产生撕扯与剪切力,从而将进入的大块垃圾颗粒化排出。
1.4 螺旋送料及脱水机构
输送带将粉碎后的物料送到主机内,安置在筛网中。主电动机带动减速器,从而使螺旋轴旋转。颗粒化后的垃圾在螺旋绞龙作用下推向排料口,排料口仓门的压力也逐渐增加,压力达到设定值时,卸料口将被顶开,压缩后的物料被挤出物料口。而挤压产生的液体经过通道下方的滤网过滤后从排水管流入下方的油水分离器。
2 电气及操作系统硬件选型
通过分析有机生活垃圾处理工作流程,明确有机生活垃圾处理系统电气控制系统根据加工流程由垃圾桶提升平台、垃圾分拣平台、垃圾撕碎机、螺旋送料及脱水系统等单元组成。从经济实用方面考虑选用西门子S7-200 PLC作为系统的控制运算核心,负责采集按钮、传感器的输入信号,程序运算后发送指令给输出端驱动电机、电磁阀等执行元件[3]。监视与控制通用系统(Monitor and Control Generated System,MCGS)触摸屏作为上位机,通过与下位机PLC通信,可以直接在组态界面上进行各单元上下限参数设置和清除报警信息等操作,监控垃圾处理设备的稳定运行。其他电气元件选型如下。
2.1 电机选择
有机生活垃圾处理系统根据实际需要选用的电机类型和规格如表1所示。
2.2 光电旋转编码器
为了检测垃圾在传送带上的位移量和移动速度,选用通用型光电旋转编码器,型号为欧姆龙E6B2-CWZ6C。工作电源(直流)为5~24 V,分辨率为500脉冲/旋转。
2.3 变频器选择
为了适应不同的生产节奏,方便实现触摸屏对垃圾分拣平台电机运动参数的调整和启停控制,选用额定电压380 V、额定功率2.0 kW的西门子MM420变频器。配合光电旋转编码器,可在触摸屏上设置传送带运行参数,实现较为精确的运动距离和速度控制。
3 控制系统的设计
3.1 操作控制流程设计
有机生活垃圾处理系统通过开关可切换手动和自动控制模式。
在手动模式下,可以对垃圾桶提升机构的升降,垃圾分拣平台的左行、右行,撕碎电机的正反转,螺旋送料及脱水系统电机的正反转进行手动操作。为了安全起见,电机控制电路需要添加交流接触器互锁和过载保护设计。
在自动模式下,按下启动按钮后,系统先自检是否满足初始化条件。如不满足,设备先恢复到初始状态。之后称重传感器检测垃圾桶质量是否大于50 kg,同时光电传感器检测垃圾桶在下限位时提升垃圾桶到达上限位,提升机构翻转垃圾桶,倾倒垃圾到传送带上,倾倒完成后垃圾桶称重小于10 kg时原路返回。垃圾分拣平台左侧光电传感器检测到垃圾时,变频器驱动三相异步电机带动传送带右行。到达中央位置时传送带暂停,气缸下行,气缸下方的磁铁吸附走有机垃圾中的铁屑。之后气缸上行,传送带继续前进。右侧光电传感器检测到垃圾时变频器停止10 s,由推料气缸将分拣后的垃圾推入垃圾撕碎机构的漏斗中,減速电机开始运行带动撕碎齿辊旋转,将较大的生活垃圾进行颗粒化后再通过V形漏斗传送至螺旋送料及脱水单元。螺旋机构通过挤压将压缩过的废料传送至出料口,出料口处安装压力传感器,当压力达到设定值时,压缩的废料将出料口仓门顶开,废料从出料口排出。输送过程中多余的液体经下面过滤网过滤后进入废水槽,经过油水分离后,油泵将上面的废油抽走,系统控制流程,如图1所示[4]。
3.2 PLC控制设计
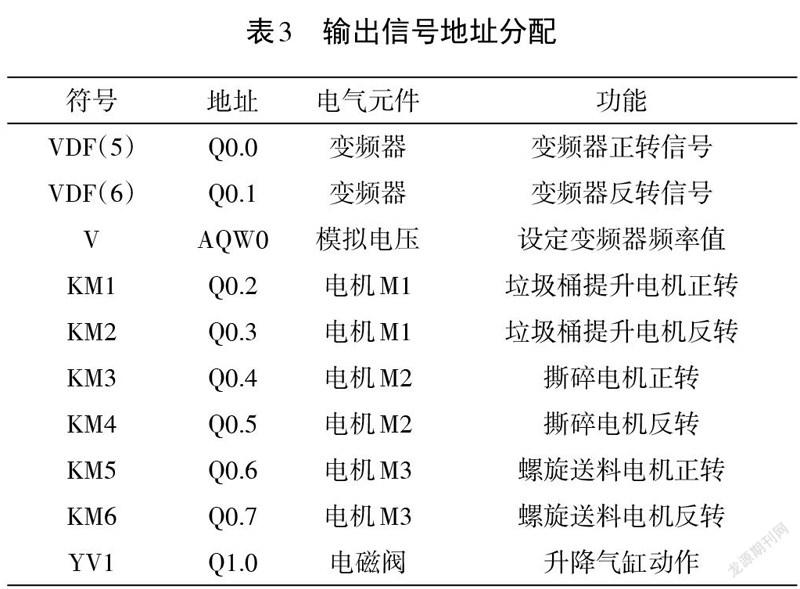
根据设计要求,系统中用到的按钮、开关、传感器、旋转编码器脉冲信号连接到PLC输入端,垃圾桶提升电机、撕碎电机和螺旋送料电机通过交流接触器连接到继电器型PLC的输出端,共需要15个数字输入信号、9个数字输出信号,一个模拟量输入信号和一个模拟量输出信号。从经济性和可靠性方面考虑,选择西门子S7-200系列CPU_224XP_CN继电器输出型PLC,它的I/O点数为24点,还有2路模拟量输入和1路模拟量输出信号。考虑到后续控制系统升级,还需要添加EM223CN 8输入/8输出继电器型扩展模块,I/O地址分配如表2、表3所示。
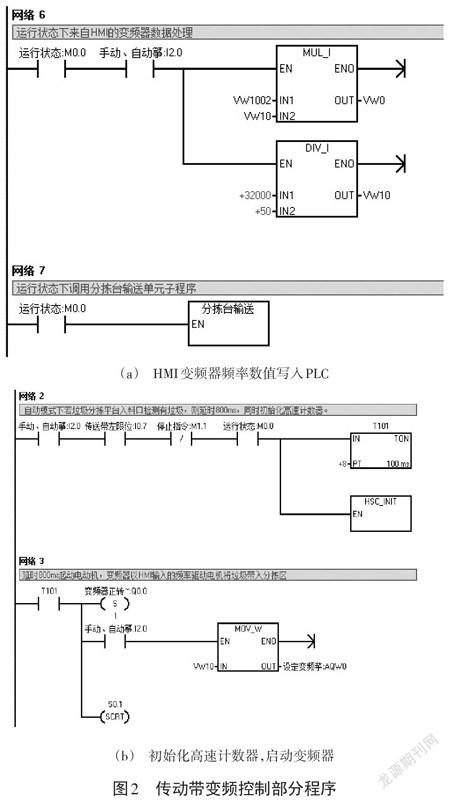
系统程序的手动模式与自动模式可通过转换开关SA1进行切换。根据顺序控制功能图,自动模式程序结构包括主程序、垃圾桶提升子程序、传动带控制子程序、垃圾撕碎机子程序、螺旋送料及脱水子程序、油水过滤子程序和高速计数器初始化子程序。
主程序采用置位复位指令编号,子程序采用SFC指令编写,其中传动带控制部分可根据生产需要从HMI输入变频器频率大小来驱动传送带电机转速,运行程序如图2所示。
3.3 MCGS 监控系统设计
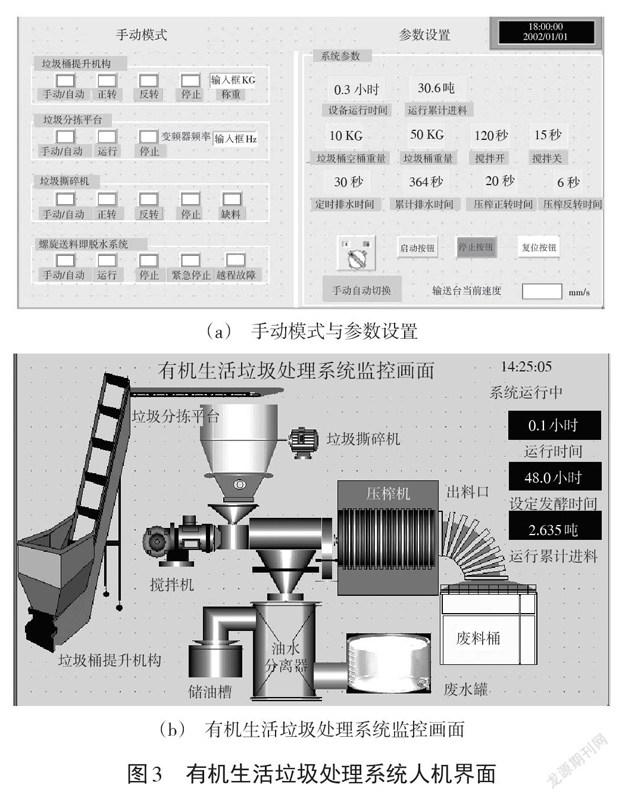
有机生活垃圾处理系统上位机选用昆仑通态的人机界面TPC7062KS,通过COM口与PLC相连,与PLC通信速率设置为19 kb/s[5]。为满足监控控制系统的需要,系统采用多窗口界面设计。操作面板首页是手动控制及参数调节显示组态界面,可以手动控制电机的运行、显示或调整设备运行参数;第二页是生活垃圾处理系统整体监控组态界面,可实时采集PLC各端口的数据变化,监控垃圾桶提升平台、垃圾分拣平台、垃圾撕碎机、螺旋送料及脱水系统等模块的工作过程。有机生活垃圾处理系统人机界面如图3所示。
4 结语
针对传统有机生活垃圾在处理过程中存在的自动化程度不高、回收利用不充分且污染环境、损害工作人员身体健康等弊端,本文在分析有机生活垃圾设备工作原理的基础设计了以PLC为运算控制中心,以MCGS组态为上位机的有机生活垃圾处理设备控制系统。该系统组态页面采用多画面窗口设计,操作人员可进行手动控制和系统参数的设定,实时监控设备的运行状态信息。界面控制逻辑简单直观,有效保障了有机生活垃圾处理设备运行的可靠性,具有一定的实际工程意义。
参考文献:
[1]兰伟娜.浅谈城市生活垃圾分类收集[J].科技传播,2010(19):75-80.
[2]卢鸣.环卫行业现状与智能垃圾分类前景分析[J].网络新媒体技术,2019(1):9.
[3]张天宇,马帅,刘祯.基于PLC的自动洗车控制系统设计[J].机械工程与自动化,2018(4):170-172.
[4]后铭洋,张宝珍,樊军庆,等.椰青加工机电气控制系统设计[J].食品工业,2021(6):5.
[5]高志华.基于PLC和MCGS组态的压缩垃圾车控制系统设计[J].内燃机与配件,2018(16):4-6.
3565501908227
