甲醇制烯烃装置降低催化剂跑损及负荷提升的改造实践
2021-03-17金海峰张永民关丰忠李国锋高文刚
金海峰 ,张永民 ,关丰忠 ,李国锋 ,高文刚
(1.中国石油大学(北京) 重质油国家重点实验室,北京 102249;2.神华新疆化工有限公司,新疆 乌鲁木齐 831404)
煤基甲醇制烯烃是以煤炭为原料,经煤气化制合成气、合成气制甲醇、甲醇制低碳烯烃等多个步骤生产乙烯、丙烯的工艺路线,是传统石油蒸汽裂解工艺的重要补充。该技术自2010 年首次实现工业化以后,近十年来在我国获得了迅猛的发展,据金联创不完全统计[1],截至2019 年末我国煤基甲醇制烯烃总产能约1 463 万t/a,占烯烃总产能的近21%。
某煤制低碳烯烃工程于2010 年首次投料开工,采用大连化物所开发的DMTO 工艺技术[2],年甲醇处理量180 万t,烯烃产量约60 万t。该工程投产初期,虽然装置总体可以维持运行,也取得了显著的经济效益,但是装置剂耗偏高,时常出现大规模跑剂问题,运行很不平稳,检修周期较短,和催化裂化装置相比差距很大。本文从反应-再生系统工艺流程出发,分析了装置催化剂跑损严重的原因,并就降低装置催化剂损失、维持装置平稳运转以及提高装置加工量两方面所做的优化及改造工作进行了介绍。
1 反应-再生系统工艺流程、存在问题及原因分析
1.1 工艺流程
DMTO 工艺的核心装置是采用循环流化床的反应- 再生系统,其流程示意图见图1[3],主要包括反应器、再生器、汽提器、外取热器等关键部件。反应器主要用于将原料甲醇在催化剂的作用下转化为乙烯、丙烯等产品,采用密相湍流流化床设计,反应温度通常在475 ℃~485 ℃,反应主要发生在反应器底部的湍动流化床密相区。
随着反应的进行,催化剂上会形成积炭,积炭含量过高会降低催化剂的活性,从而影响反应的转化率和产品的选择性。再生器的目的是通入主风,烧掉催化剂上部分积炭,恢复催化剂的活性。再生器温度通常为660 ℃~690 ℃。再生器也采用密相湍流流化床设计,烧焦方式为不完全再生,烧焦反应也主要发生在再生器底部的密相区域。
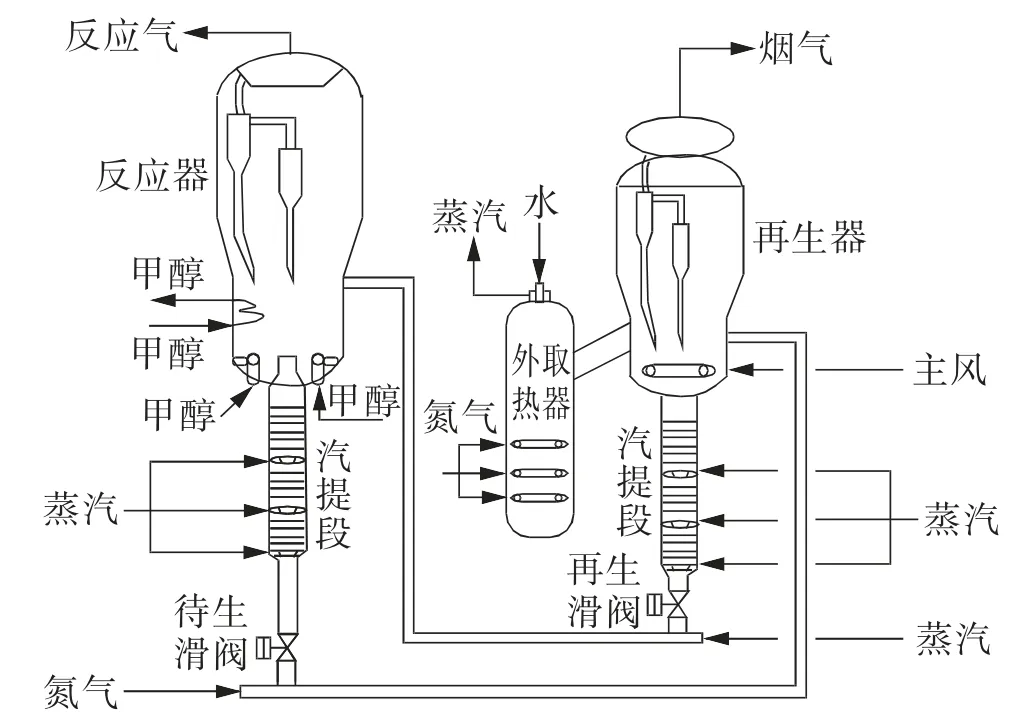
图1 MTO 装置反应-再生系统示意图
为了置换催化剂孔道以及催化剂颗粒之间存在的一部分轻质烃类,反应器底部设置了待生剂汽提器。另外,为了降低反应器产品下游分离提纯单元的负荷,再生剂进入反应器也设置了再生剂汽提器,以脱除夹带和吸附在再生剂颗粒中的烟气。由于甲醇转化反应和再生烧焦反应都是放热反应,为了控制系统温度,反应器和再生器内均设置有内取热管,再生器还设置有外取热器,以便进行装置温度调控。反应- 再生系统中催化剂的循环方式类似于早期开发的IV 型流化床催化裂化(FCC)装置,均采用U 型立管输送,颗粒循环量主要通过设置在汽提器下部的两个滑阀控制。
1.2 存在问题及原因分析
该装置自投产以来,存在严重的细粉损失问题,典型的表现是平衡剂中粒径小于40 μm 颗粒组分含量偏少,其质量分数通常小于5%,远低于FCC 装置的推荐值(15%~20%)[4],表明催化剂细粉在反应 - 再生系统中很难被旋风分离器捕集。
改造前该装置满负荷操作时,粗甲醇原料进料量约为240 t/h,进入再生器的主要气体流股为烧焦主风。此外,待生剂输送管中提升催化剂的输送和吹扫气、再生汽提器中的汽提蒸汽以及部分立管中使用的松动蒸汽、外取热器中的流化气体最终也会进入到再生器中。其中,汽提器流化风以及其他吹扫风采用蒸汽,而外取热器流化风和待生剂提升风则采用氮气。
根据不同物料体积流量计算结果,得到一些再生器及其旋分系统的操作参数[5],见表1,其中一级旋风分离器和二级旋风分离器(分别简称为一旋和二旋)入口气速的参考值是根据FCC 装置常规设计经验[4]给出的,而沉降高度(密相料面距离一旋入口的高度)的参考值则是基于流化床输送沉降高度(TDH)的计算给出的[6]。

表1 改造前典型再生器及其旋分系统的操作参数[5]
由表1 可以看出,该装置再生器一旋和二旋的入口气速均高于参考值,由于旋分器的压降和入口气速的平方呈正比关系,基于旋分器的压力平衡可知,旋分料腿内料柱将显著增高,由于二旋料腿料柱需要平衡一旋和二旋的总压降,因此料柱高度增加幅度将更高。考虑到细粉跑损后床层流化质量的下降,因此料腿内颗粒极易发生“架桥”等影响旋风分离器正常操作的问题,这时旋风分离器很容易发生大量跑剂的事故。另一方面,沉降高度在高藏量操作时则有可能低于TDH,其结果是夹带进入旋风分离器的颗粒量显著增大,这也是导致催化剂跑损加剧的另一个原因。
造成上述问题的主要原因是装置设计时对生焦量有所低估,为了满足现有装置更高的烧焦负荷,再生器实际烧焦空气用量高于原设计值,导致旋风分离器入口气速过高,使旋风分离器入口气速和压降均显著高于设计值。另外,再生器高度偏低以及二旋料腿翼阀安装位置不合适也是造成跑剂的原因之一。
2 装置改造内容及其效果
2.1 外取热器流化风改造及效果
针对装置催化剂跑损严重的情况,优化调整的第一个目标是在满足装置烧焦的前提下,尽可能降低再生器旋分系统压降和入口浓度,以降低料腿发生颗粒“固泛”和“架桥”的可能性。另一方面,装置反应器总体设计余量较大,可以允许在现有装置加工负荷的基础上,进一步增大装置处理负荷,但这无疑会进一步增大积炭,势必增加再生器的烧焦负荷。鉴于装置再生器操作已经远超设计负荷,如何在尽量不增加再生器风量的基础上满足装置更高的烧焦负荷要求,是实现这一目标的难点所在。
装置开工初期,提升待生催化剂输送管中的输送和吹扫气体、外取热器的流化风都采用氮气,再生剂汽提器中的汽提气和部分立管中使用的松动气体则采用水蒸气。考虑到再生器旋风分离器入口气速过高、装置跑剂严重,2014 年在充分考虑装置操作安全性的基础上,利用装置大检修期的时间,将装置外取热器的流化风由氮气改为空气,由于这部分空气也能起到部分烧焦的作用,因此可适当减少再生主风量。
由于该DMTO 装置中采用的外取热器为返混式外取热器,即外取热器和再生器之间只有一个管道连接,催化剂从再生器进出外取热器都经过这一连接管,外取热器底部流化风穿过外取热器床层后,也经过这一管道进入再生器。再生器上外取热器连接管口设在距离底部分布器4.5 m 的位置,为了避免外取热器流化空气直接进入再生器稀相空间,造成再生器稀相空间尾燃,需要将再生器密相料面适当升高,即增大再生器催化剂藏量,使外取热器流化空气在离开再生器密相床层之前,其中的氧气能够和催化剂上的焦炭充分反应和消耗,避免有过剩氧气进入稀相空间形成尾燃。
调整前后再生器及其旋分系统操作参数的核算结果见表2。由表2 可以看出,经过调整后,再生器中使用的氮气量减少了1 474 m3/h,而且空气量(主风+外取热器流化风)减少了457 m3/h。一旋入口气速由24.53 m/s 下降至22.41 m/s,二旋入口气速由25.92 m/s 下降至23.67 m/s,分别下降了2.12 m/s 和2.25 m/s。调整后装置操作有了明显的改善,大量跑剂现象发生的次数明显减少,装置的操作稳定性得到了显著改善,另外也节约了部分氮气的成本。

表2 改造前后典型再生器流股流量及操作参数变化
2.2 再生器富氧烧焦再生改造及效果
考虑到MTO 装置反应器总体设计余量较大,2015年再次利用装置检修的机会进行了改造,主要是增设了氧气管线,氧气接入主风管道,和主风一并进入再生器底部气体分布器[7]。方案中使用的氧气是厂区空分系统产生的低压氧气,其目的是在再生器旋风系统尽可能接受的风量范围内增加装置的烧焦负荷,以容纳更高的反应器负荷或装置加工量。这类似于催化裂化工艺中采用的富氧再生工艺,其目的是在不增加主风量的基础上,增大再生器的烧焦能力,以免更换主风机甚至重新设计再生器结构。为了避免氧气进入再生器后造成烧焦反应过于剧烈,形成局部高温热点并破坏催化剂或设备,方案中设置了专门的氧气和主风的混合器(见图2),氧气进入混合器后要先经过环管气体分布器(见图3),再进入主风管道,分布器上均匀开设的多个小孔使得氧气和主风能在较短的时间内充分混合均匀,之后再进入再生器进行烧焦。

图2 氧气与主风混合器示意图
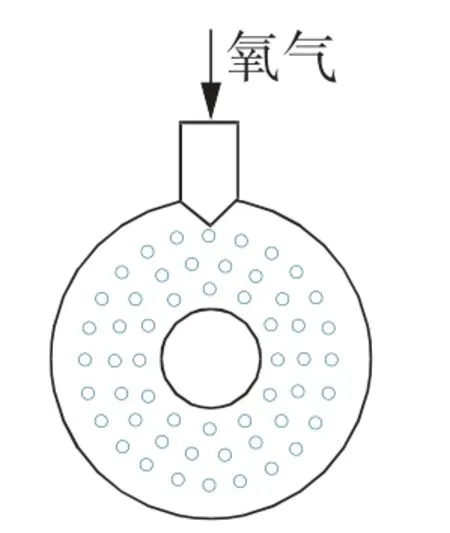
图3 氧气分布器示意图
甲醇进料量增加至250 t/h 和260 t/h(原100%设计负荷时甲醇进料量为240 t/h)时,装置再生器及其旋分系统操作参数的核算结果见表3。表3 中进料量为240 t/h 的工况为外取热器流化风改为空气后的情况,相比这一工况,进料量增加为250 t/h 和260 t/h 后,分别需要通入 564 m3/h 和 954 m3/h 的氧气,对应烧焦气体中氧气体积分数分别为22.46%和23.40%,即氧气体积分数比空气分别增加了1.46 个百分点和2.40 个百分点。由表3 可以看出,装置加工负荷增加后,尽管再生器一旋和二旋入口气速均有一定提高,但都低于25 m/s 的设计高限,催化剂的跑损仍在可控范围之内。另一方面,即使装置加工量升高后,再生器一旋和二旋入口气速仍均低于装置最初开工时的数值(见表1),装置跑剂问题也比最初开工阶段有了一定的改善。
当装置甲醇进料量增加至250 t/h 和260 t/h 时,装置加工负荷分别增加了4.2%和8.3%,相当于装置每年多生产了2.5 万t 和5.0 万t 的低碳烯烃。以第二种情况为例,对改造后的经济效益进行了初步评价,按每吨聚烯烃固定投资折旧平均成本1 600 元,原料及加工单位生产成本5 600 元,销售价格9 000 元计算,装置加工负荷增加8.3%后,年效益就可以增加0.9 亿元,经济效益显著。

表3 通入氧气后再生器流股流量及操作参数变化
2.3 未来装置优化建议
尽管经过一定的操作优化,装置催化剂频繁跑损的问题得到了一定的缓解,而且装置加工量也得到一定的提高,取得了显著的经济效益。但是,从当前装置平衡剂的粒度分析数据看,装置催化剂的细粉损失问题依然存在,相比催化裂化和其他类似流化床反应器,仍然有很大的改进之处。
从以往的研究[8-11]看,装置平衡剂中细粉损失势必会影响床层的流化质量、立管颗粒输送的平稳性以及旋风分离器操作的稳定性。后续还应该通过基础研究,进一步提高床层流化质量,优化再生器及旋分系统结构和操作,从而进一步提升装置反应效果和操作稳定性。
3 结 论
3.1 通过将外取热器流化风从氮气更换为空气,结合主风量以及再生器料位的改变,在保证再生效果的基础上,降低了再生器旋风分离器入口气速,有效缓解了催化剂跑损问题,而且在一定程度上节约了氮气的使用成本。
3.2 通过在主风中引入外补氧气,满足了装置加工负荷提高所要求的高烧焦负荷,再生器旋分系统压降和催化剂跑损也维持在可控水平,实现了装置加工量最高8.3%的负荷提升,初步估计年效益可以增加0.9亿元。
