不同煤气化工艺下变换流程的设计
2021-03-13滕晓琴
滕晓琴
惠生工程(中国)有限公司 上海 201203
1 变换的基本原理
CO变换就是水煤气在催化剂的作用下,经过化学反应将一部分的CO变换成H2的过程。
主要反应公式如下[4]:

(1)
(2)
CO变换提高了合成气中的氢碳比,同时还将一部分有机硫转化成了无机硫,有利于后续工段的硫脱除。
2 GE炉水煤气变换流程设计
2.1 两台变换炉的设计方案(方案一)
在GE气化炉技术中,一般出口水煤气的水气比较高,大约为1.4。以一工程设计为例,从气化工段来的水煤气的水气比为1.36,水煤气组成见表1。

表1 GE水煤浆气化气体组成
该设计包括四种工况:① 工况1—生产CO工况;② 工况2—生产丁辛醇工况;③ 工况3—生产甲醇工况;④ 工况4—生产氢气工况。
由于下游产品的需求不同,CO变换的深度也会有所改变,因此,如果想要在同一工艺流程图中体现出这四种工况,需要对全流程进行合理设计。比如工况1,由于规定产品为CO,就要求变换后保持尽量多的CO产品,所以CO变换工段应该尽量不能发生公式(1)的反应,CO变换只需要实现热回收而不需要实现成分的改变。又如工况2,由于生产丁辛醇时对于CO和H2的比例有要求,一般要求CO∶H2=1∶1(mol比),因此就原料组成来看,需要进行一定程度的变换反应才能符合产品要求。同理,工况3的生产要求是变换后CO∶H2=1∶2(mol比),因此也需要进行变换反应才能够满足下游产品要求。工况4要求H2含量较高,因此需要对原料水煤气进行深度变换反应。针对这四种工况的不同要求来设计变换流程,CO变换的流程设计见图1,其中的变换炉部分流程设计见图2。

图1 CO变换流程图
水煤气经第一水分将可能夹带的灰分等固体杂质和液滴分离出来,在工况1条件下,水煤气可以如图2所示,直接从2物流线经3物流线去废锅,相当于跨过了变换炉,只实现热回收;而工况2通过计算(已知变换炉出口CO浓度为5.14%),只需18.89%的气体进变换炉便可以实现产品的碳氢比,即将原料水煤气分成两股,从1物料线分出18.89%的气体去E1,剩下的直接从2物料线走,并与7物料线出来的变换气在E1后汇合于3物料线进入下游设备;工况3是甲醇工况,该工况要求较高的氢碳比,因此需要更多的水煤气进变换炉,通过计算可知需要分出58.18%水煤气从1物料线进入变换炉,并最终与剩下的41.82%的水煤气汇合,从3物料线进入废锅。由于变换炉催化剂装填量及能耗的要求以及一定体积的催化剂只能够将一定量的气体变换到CO出口浓度为5.14%,所以需要设置两台变换炉,针对工况1,单独设计了1#变换炉,装填催化剂7 m3,为满足工况3,将分出来的58.18%的水煤气分成两路进两个变换炉,1#变换炉依然进18.89%的气体,剩余39.29%的气体进2#变换炉,即从5物料线进,6物料线出,与1#变换炉的变换气混合于7物料线,并与未变换的41.82%的气体汇合于3物料线进入下游的废锅;工况4是氢气工况,该工况下需要得到尽量多的氢气产品,希望公式(1)的反应最大程度地进行,就需要进行全变换,即所有气体全部进入变换炉反应,将18.89%的气体进入1#变换炉,剩余的81.11%气体进入2#变换炉。由于此时2#变换炉面临的是最大设计处理量,经过计算,需要在2#变换炉中加入27 m3的催化剂才能满足这81.11%的气体达到1#变换炉的变换深度。因此,最终的方案为利用两台变换炉实现四种工况,变换炉催化剂的装填量分别为1#变换炉7 m3,2#变换炉27 m3。
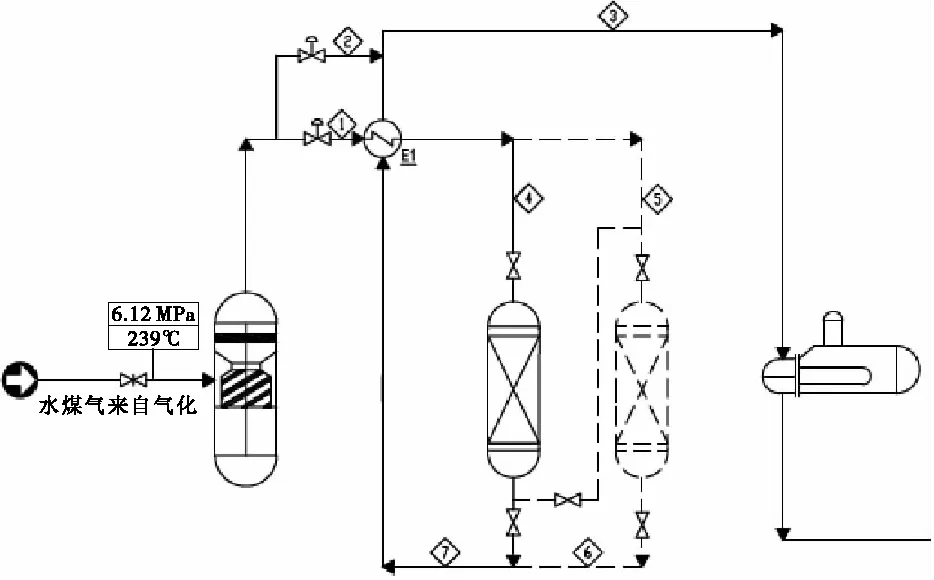
图2 变换炉部分详图(方案一)
2.2 单台变换炉的设计方案(方案二)
针对以上工况要求,还有另一个设计方案,基本思路与上述方案类似,即将变换炉设计成上下两段考虑,流程见图3。
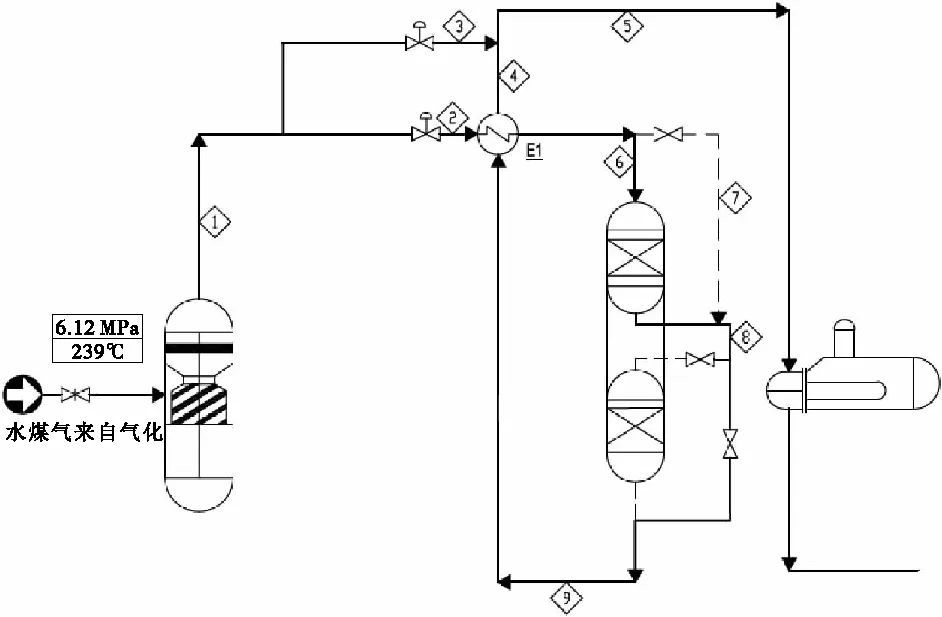
图3 变换炉部分详图(方案二)
工况1时,水煤气不进变换炉,从3物料线直接去废锅;工况2时,18.89%的水煤气进变换炉上段从6物料线进,9物料线出并与未变换气汇合于5物料线;工况3时,18.89%气体进上段变换炉,39.29%的水煤气经7物料线进与上段出来的变换气混合进下段变换炉,最终实现58.18%水煤气的全变换;工况4时,18.89%的气体进上段变换炉,81.11%的气体经7物料线与上段变换炉出来的气体一起进下段变换炉,最终所有变换气从9物料线经E1换热器进入下游的废锅。
上述两种方案均能实现四种工况的运行,区别就在于变换炉的设计。方案一的优点在于操作方便,两台炉子可以单独控制催化剂床层的升温,实现两台炉子互不干扰;方案二的优点在于节约占地,成本低,但也存在缺点,比如:①上段炉子工作时下段炉子如果处于不投用状态,则会对炉子的材料有热应力考验;②上段炉子需要安装操作平台,以便装卸催化剂,否则,上段炉子催化剂的装卸也是一个问题。因此,综合各种因素考虑,一般采用方案一来进行变换设计。
3 水气比对副反应和变换炉超温的影响
对于GE炉水煤气而言,由于其高水气比的特征,不需要对变换炉实行段间补蒸汽措施以调节水气比,因此避免了一些变换炉设计的困难,并且该类高水气比的水煤气在变换时不易发生甲烷化副反应,使反应炉温度升高,出现超温现象。但是对于一部分煤粉气化装置,由于其产出的水煤气水气比较低,并且CO浓度较高,因此,极易出现超温的现象。常见的甲烷化副反应如下:
CO+3H2=CH4+H2O+Q
CO2+4H2=CH4+2H2O+Q
由上述反应式可以看出,甲烷化副反应是放热反应,会促使系统温度提高,并且副反应不仅消耗了原料气中的有效气体H2和CO,还增加了惰性气体成分甲烷的含量。但在实际生产过程中,副反应的发生可以通过增加补充蒸汽的方法加以控制。因为水蒸气的比热容较大,可以很好地移走反应器中的热量,因此在反应器超温时可作为一个有效的调节手段。但是加入过多的水蒸气又会影响到变换过程的蒸汽消耗,工业生产中在满足生产要求的前提下应该尽可能降低蒸汽使用量,以降低综合能耗。
并不是增加水气比就可以避免所有问题。在一些装置中,加入补充蒸汽同样会造成床层飞温的情况,例如Shell炉气化工艺[2,3],合成气中CO含量在65%以上,水气比较低,因此,很多实际装置运行时都会通过增加蒸汽量来控制甲烷化副反应的发生。但由于催化剂装填量过高,变换炉反应深度难以控制,在水气比>1.5甚至达到2的条件下,仍会出现连续频繁超温。
在负荷波动、空速降低的特殊条件下,下部床层温度甚至出现过迅速陡升至600℃,远远超过设备的设计温度(485℃),严重威胁设备的安全运行。在高温、高水气比、高压差的操作条件下,催化剂性能也快速衰退,使用寿命急剧缩短,长此以往,多次开停车后,变换炉的入口温度就需要由开车前的260~270℃升高至295~300℃才能达到催化剂的起活温度,同样变换炉的下部也会出现超温现象。
在一些生产实践中,为了解决这一现象,一些工厂进行了技术改造。主要的设计思路是:维持Shell炉气化低水气比的特征,通过控制变换炉的变换反应的深度和床层的热点温度,使CO在较温和、可控的条件下进行部分变换,这样可以避免甲烷化副反应的发生;同时将适合高水气比的催化剂更换成含有抗甲烷化助剂、低温活性好的催化剂[1],增加多段变换炉,实现变换深度的要求[3]。经过这一改造,不但避免了超温现象,还降低了蒸汽消耗,很好地解决了Shell炉水煤气的变换问题。
4 结语
针对高水气比的水煤气原料气,在变换流程的设计中,根据不同的工况,可以通过增加变换炉个数或者改变变换炉床层来调整变换的深度,也可以通过增加副线分配原料气的方法调整变换深度。
针对低水气比的水煤气原料气,根据实际运行情况,可以通过增加水气比来控制变换的深度及副反应的发生,但是在增加水气比无效的情况下,可通过改变催化剂种类及装填量、控制床层较低温度的办法来达到抑制副反应的发生以及控制反应深度的目的。
