桉木单板条交错轻质板的制备研究
2021-03-07王泓杰李道秋孙建平程芳超
李 宁 ,王泓杰 ,胡 拉 ,李道秋 ,孙建平 ,程芳超
(1.广西大学资源环境与材料学院,广西南宁 530004;2.广西壮族自治区林业科学研究院,广西南宁 530002)
近年来,人们对木质材料的需求逐渐多样化,其中,如何制备经济、环保、可持续发展的新型轻质人造板成为人们关注的领域之一[1]。新型轻质人造板的种类也不断增多[2-3],常见的新型轻质人造板主要有石膏板,纤维增强水泥板等[4]。轻质人造板节省了原材料,成本相对下降,还提高了木材资源利用率[5],减少了木材的消耗量,缓解了我国木材的供需矛盾。
桉树是世界上三大速生造林树种之一,生长迅速,轮伐期短[6-7]。桉树木材55%~60%用于纤维与纸浆材,20%用于实体木材[8]。广西桉树资源丰富,在木质原料中占有重要位置。但桉木存在生长应力大[9]、易干缩、缺陷较多等缺点[5],极大地限制了桉树的附加价值以及高效利用。利用桉木原料制备新型轻质板成为高效利用桉木的一种思路。本研究通过用桉木单板条进行交错有序铺装成网格状的芯层,再与桉木单板复合制备一种质量较轻、强度符合要求的新型轻质人造板。
1 材料与方法
1.1 试验材料与设备
本实验所采用的原料是1mm厚度的桉木单板条,脲醛树脂由广西天峨县细木工板厂提供。
主要实验设备:人造板试验压机,BY102×2/100T型,苏州康威机电有限公司产;万能力学试验机,CMT5504型,深圳市新三思材料检测公司产。
1.2 制备桉木单板条交错轻质板
将大幅单板利用精密推台锯切割成实验所需要宽度的窄长单板条,本实验所需要的规格为1cm、2cm、3cm;将制作好的单板条进行手动滚胶处理,施加脲醛树脂的质量为单板条质量的15%。将施完胶的单板条先按照实验要求等间距水平放置一层,然后再垂直于上一层相同间距摆放一层;将铺装好的板胚按照热压工艺(热压温度125℃,保压时间15min)进行热压,并且用3种不同规格的厚度按照实验要求对板的厚度进行控制;将热压完毕后的板材放置一段时间等待检测(图1)。本实验设计四因素三水平的正交实验,选择L9(34)正交试验表进行实验,如表1所示。

表1 正交试验的因素水平表

图1 桉木单板条交错轻质板的制备流程
1.3 轻质板检测方法
参照LY/T1580-2010 《定向刨花板》 和GB/T 17657-2013 《人造板及饰面人造板理化性能试验方法》标准对板材的内结合强度、弹性模量和静曲强度等进行检测。
2 结果与讨论
2.1 正交实验结果
在本次实验中,轻质板的检测标准参照GB/T 17657-1999 《人造板及饰面人造板理化性能实验方法》,对轻质板的物理力学性能进行检测,结果如表2所示。分析其结果发现,密度随着板材厚度的增加而减小;随着单板条的层数增加而增大;随着单板条的间隔减小而减小。而弹性模量随着单板条的宽度增加而增加,在单板条层数范围内先下降后上升,并随着板材厚度和单板条间隔的增加而递减。其中,单板条宽度3cm,单板条层数15层,板材厚度10mm以及单板条间隔为2cm的板材的弹性模量最大,满足标准LY/T 1580-2010《定向刨花板标准》的要求。
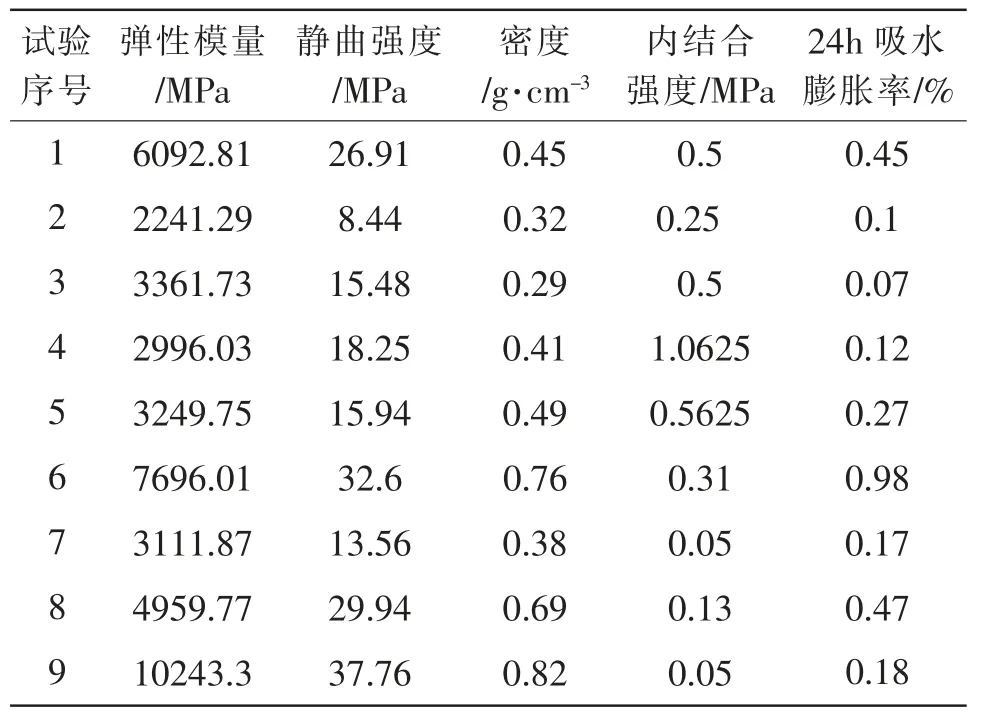
表2 轻质板物理力学性能测试结果
2.2 各因素对静曲强度的影响
影响静曲强度各因素直观分析及方差分析结果如表3所示。

表3 影响静曲强度各因素直观分析及方差分析结果
由表3可得,影响轻质板静曲强度的主次因素:板材厚度>单板条层数>单板条宽度>单板条间隔;极差分析获得的静曲强度的最优方案是厚度1cm,单板条层数15,单板条宽度3cm,单板条间隔1cm。方差分析结果表明,A,B,C,D的F值均大于F0.01(2,18)=6.01,说明各因素对轻质板的静曲强度影响均极其显著。板材性能符合LY/T 1580-2010 《定向刨花板》 标准中OSB/1型的要求。
2.3 各因素对内结合强度的影响
影响弹性模量各因素直观分析及方差分析结果如表4所示。

表4 影响弹性模量各因素直观分析及方差分析结果
由表4可得,影响内结合强度的主次因素顺序为:单板条宽度>单板条间隔>单板条层数>板材厚度。方差分析结果表明,A,B,D的F值都大于F0.01(2,18)=6.01,说明单板条宽度、单板条层数和单板条间隔对这种轻质板的内结合强度影响极其显著。内结合强度的较优方案达到了OSB/1型中内结合强度应大于0.3MPa的要求。
2.4 各因素对吸水厚度膨胀率的影响
吸水厚度膨胀率结果的直观分析及方差分析结果如表5所示。

表5 吸水厚度膨胀率结果的直观分析及方差分析结果
由表5可得,影响吸水厚度膨胀率因素的主次顺序为:板厚>单板条宽度>单板条层数>单板条间隙。方差分析结果表明,A、C的F值都大于F0.01(2,18)=6.01,说明单板条宽度和单板厚度对轻质板的吸水厚度膨胀率的影响显著。
综合分析来看,板材的力学性能中内结合强度和吸水厚度膨胀率对其使用过程较为重要,因此以两者为重要标准,可得最优的工艺条件为:单板条层数为9,板厚为12mm,单板条间隔为4cm,单板条宽度为2cm。最优条件下制备的板材物理力学性能符合LY/T 1580-2010《定向刨花板》标准中OSB/1型的要求。
3 结语
利用不同宽度的单板条垂直排列成网格状作为芯层,然后在芯层上下两面覆盖以桉木薄单板制备而成桉木单板条交错轻质板,研究了单板条宽度,单板条层数,板材厚度以及单板条之间的间隔对该轻质板的性能影响,优化得出最佳的方案为:单板条层数为9,板厚为12mm,单板条间隔为4cm,单板条宽度为2cm。最优方案制备的板材物理力学性能达到了LY/T 1580-2010《定向刨花板》标准中的OSB/1型要求。
