劳辛格吊装600MW机组锅炉汽包
2021-03-07张文远
摘要:随着电力事业的迅速发展,锅炉机组的参数和单机容量也在增加,这就给电力基建单位的大件吊装带来了很大的难度。盘山电厂二期扩建工程2×600MW机组的#3炉汽包吊装另辟佳径,采用劳辛格即用三套GYT-200液压提升装置对255.3吨汽包进行吊装。这是我公司在继华能杨柳青电厂三期扩建工程2×300MW机组安装中成功采用四套GYT-200液压提升装置进行对顶板梁组合件吊装后的又一创举。本文禅述了该装置在使用前应做的准备工作,该装置的实际应用情况及汽包吊装的过程和聚四氟乙烯材料在整个吊装过程中的应用。
关键词:汽包;汽包吊装;劳辛格;液压装置;顶板梁
1.工程概况:
盘电二期扩建工程安装两台2×600MW亚临界燃煤机组,主设备分别由哈尔滨三大动力厂提供,型号为HG 2023/17.6 YM4。锅炉采用钢结构半露天布置,过热器和再热器出口温度540℃,排烟温度125℃。 其中锅炉汽包为锅炉设备最重件,外形尺寸为φ2143×27740mm,不包括内部装置重241t;汽包内部装置16 t ;U型吊杆单重7.15t,2棵吊杆挂于汽包上一同起吊,总起吊重量为255.3t,汽包安装中心线标高EL73304mm,中心线距H排柱2440mm。
汽包进厂后运至锅炉零米起吊位置:汽包中心线距H.4排柱3500mm,中心偏炉左800mm。由于汽包总长27740mm,而锅炉主柱间净距为23600mm,所以汽包上升过程需倾斜37°起吊,方可顺利通过各层横梁。
汽包起吊采用劳辛格吊装即用三套GYT-200液压提升装置吊装,其中A、B两套为主起升,第三套C为调整就位用。主起升液压提升装置布置:炉左为A,炉右为B。
A、B两套主起升液压提升装置配合起吊将汽包倾斜37°,右端先起,右高左低,使汽包体的水平投影落入3.8~6.2列柱间(净距23600mm);然后两套液压提升装置同步匀速起吊,直至汽包左端下缘超过炉左61.8m横梁,再配合将汽包调整水平,并将汽包中心线标高调至73.3m,此时汽包中心偏炉左800mm。炉右的C液压提升装置开始工作,汽包右端重量由B提升装置转移至C提升装置承担,然后A、C两套提升装置连同汽包一起向炉右滑移800mm,再向炉前滑移4060mm,汽包到达就位位置,安装吊杆,由A、C两套提升装置配合调整找正就位。
根据液压提升装置的使用要求,其钢铰线必须保持垂直状态,所以按上述吊装过程,液压提升装置必须座放在既能左右移动、又能前后移动的构架上,构架梁上需安装摩擦系数小,耐重压,滑移平稳,易加工的滑移材料聚四氟乙烯板。
2.构架梁及吊耳设计
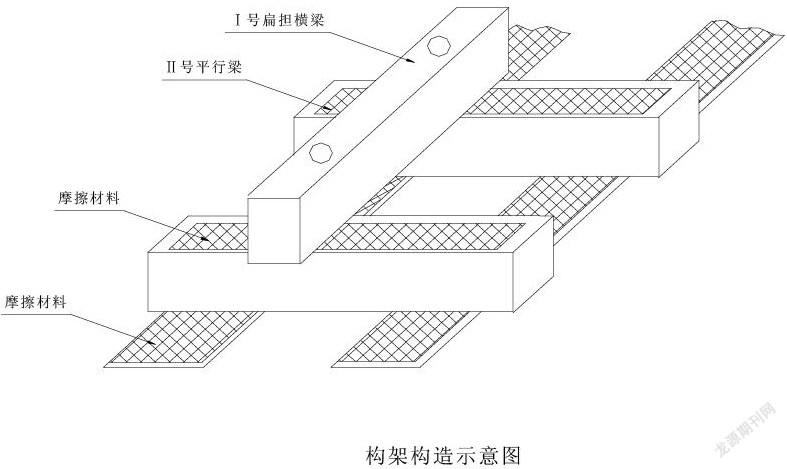
(一)根据作业要求,液压提升装置必须座放在既能左右移动、又能前后移动的构架上。如图《构架构造示意图》所示:
液压提升装置固定于Ⅰ号梁上,二者联接为一整体。Ⅰ号梁可在Ⅱ号梁上左右移动,Ⅱ号梁载着Ⅰ号梁可在次梁17、18上前后移动,从而满足液压提升装置的位移要求。
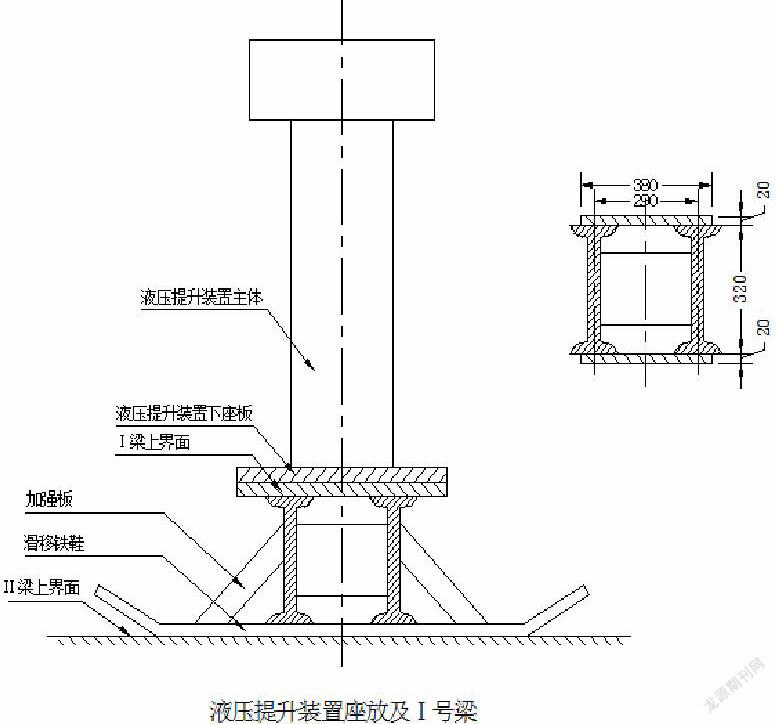
2.1 Ⅰ号梁构造:参见图《液压提升装置座放及Ⅰ号梁》
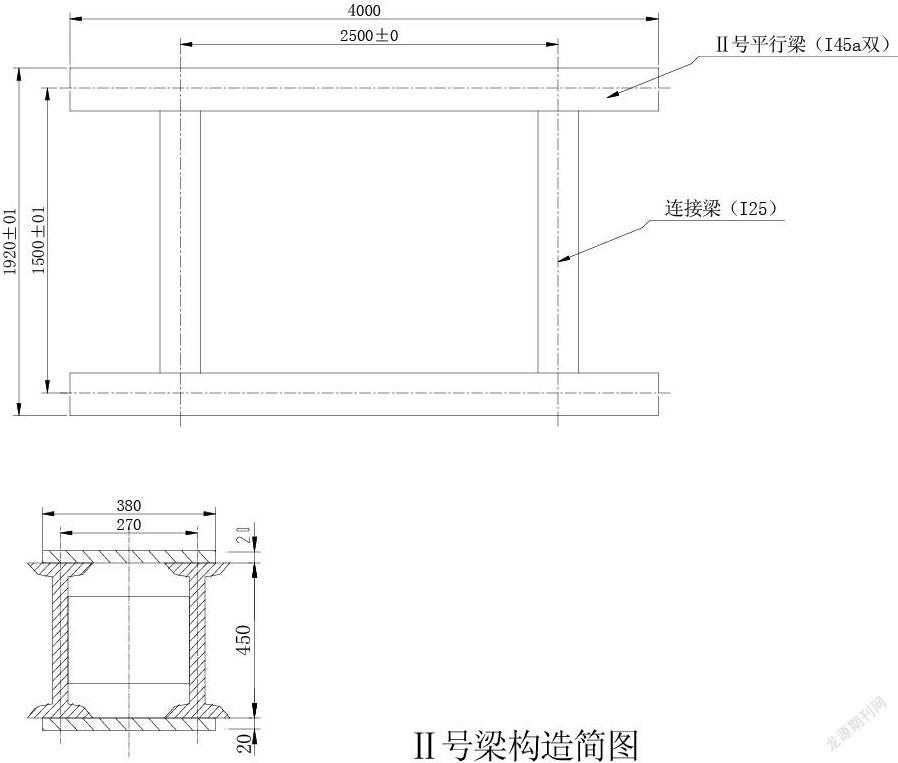
2.2 Ⅱ号梁构造:Ⅱ号梁为双拼I45a,上下翼缘贴焊δ=20mm钢板,下面安装铁鞋滑移材料,铁鞋中心线间距2500mm。参见《Ⅱ号梁构造简图》
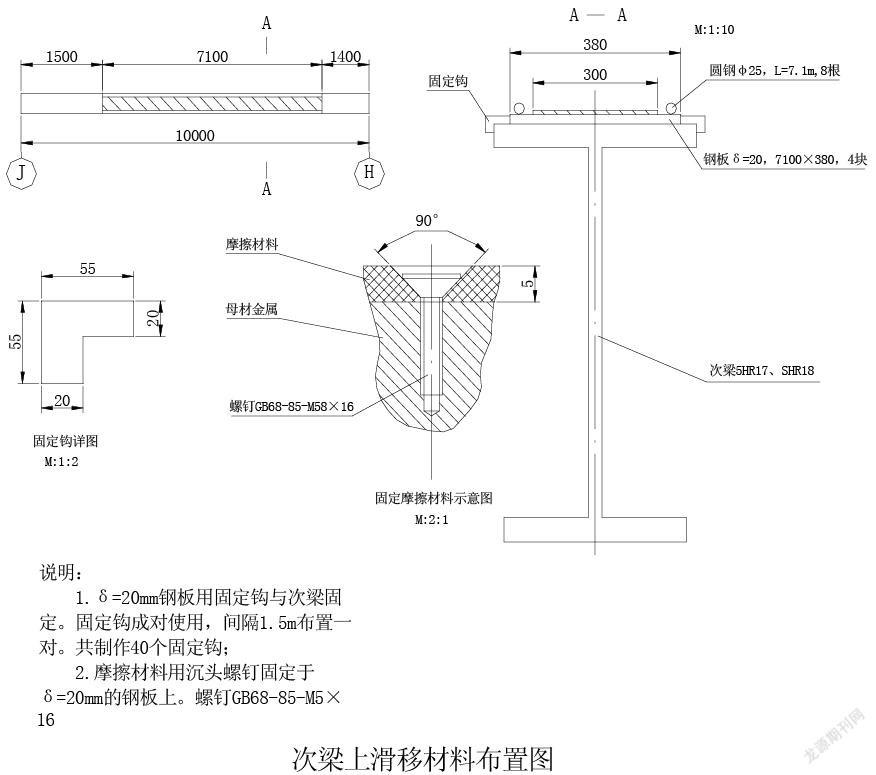
2.3次梁上滑移材料布置:参见图《次梁上滑移材料布置图》
先用固定钩将δ=20mm钢板固定于次梁17、18上,然后用沉头螺钉将滑移材料聚四氟乙烯板固定于δ=20mm钢板上;两侧的圆钢φ25mm起限位作用。
2.4滑移材料:
Ⅰ号梁与Ⅱ号梁之间、Ⅱ号梁与次梁之间的滑移材料全部为聚四氟乙烯板,δ=5mm。此材料摩擦系数小,耐重压,滑移平稳,易加工,其诸多优点已在秦电4#发电机静子转向、杨电顶板梁吊装中实践证明。
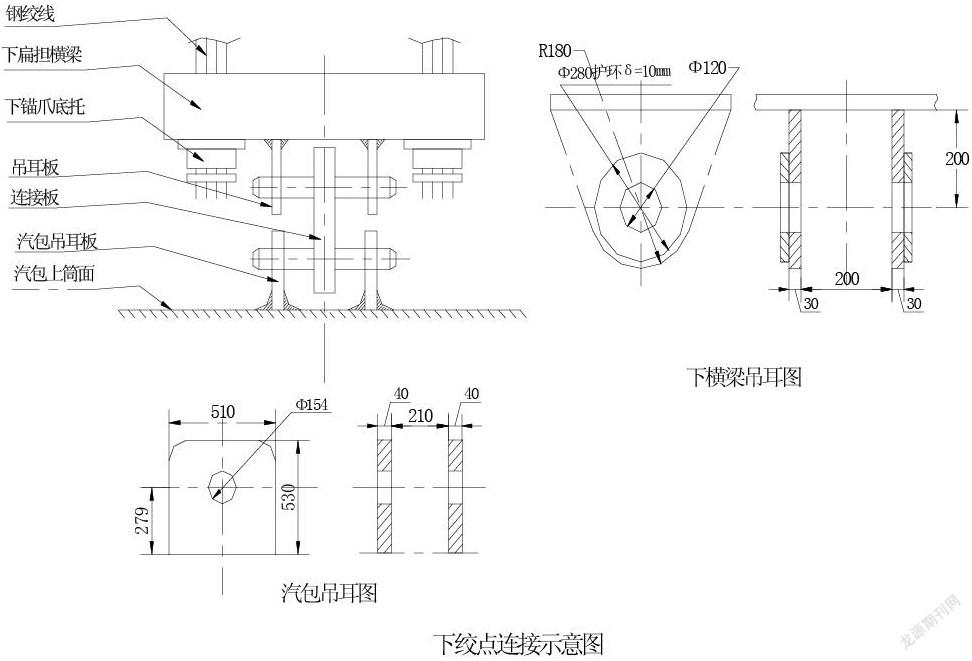
(二)下铰点连接:参见图《下铰点连接示意图》.下扁担横梁用拉板、销轴与汽包吊耳连接,下扁担横梁为双拼I32a,上下翼缘贴焊δ=20mm钢板,并焊接联接吊耳。
3.构件强度校核:
液压提升装置起升平稳,冲击载荷小,所以每台液压提升装置的计算载荷以150t计算。则Ⅰ号梁、Ⅱ号梁也以150t为计算载荷。
3.1 Ⅰ号梁强度校核:
Ⅰ号梁为双拼I32a,上下翼缘贴焊δ=20mm钢板。
其截面参数:
Ix=2I1+2I2
=2×11075.5+2×(38×23/12+2×38×172)
=66129.66cm4
Wx= Ix/18=66129.66/18=3673.87 cm3
液压提升装置座放在Ⅰ号梁上,可看作均布载荷作用在Ⅰ号梁上。则
q=F/L=150/100=1.5t/cm
Ⅰ号梁跨中为危险截面,其最大弯矩为
Mmax=75×75-1.5×50×25=3750 t·cm
最大弯曲应力σmax= Mmax/ Wx
3750×1000/3673.87=1020.7kg/cm2<[σ]=1600 kg/cm2
安全。
3.2 Ⅱ号梁强度校核:
Ⅱ号梁为双拼I45a,上下翼缘贴焊δ=20mm钢板;两棵梁平行布置。
其截面参数:
Ix=2I1+2I2
=2×32240+2×(38×23/12+2×38×23.52)
=148472.66cm4
Wx= Ix/18=148472.66/24.5=6060.1 cm3
Ⅱ號梁跨中为危险截面,其最大弯矩为
Mmax=75×250/4=4687.5 t·cm
最大弯曲应力σmax= Mmax/ Wx
4687.5×1000/6060.1=773.5kg/cm2<[σ]=1600 kg/cm2
安全。
3.3下铰点横梁强度校核:
下横梁为双拼I32a,上下翼缘贴焊δ=20mm钢板。
其截面参数:
Ix=2I1+2I2
=2×11075.5+2×(36×23/12+2×36×172)
=63815cm4
Wx= Ix/18=66129.66/18=3545.28 cm3
下横梁跨中为危险截面,其最大弯矩为
Mmax=150×80/4=3000 t·cm
最大弯曲应力σmax= Mmax/ Wx
3000×1000/3545.28=846.2kg/cm2<[σ]=1600 kg/cm2
安全。
3.4 销轴强度校核:
上销轴为φ120mm,下销轴为φ154mm。上、下销轴受力都为150t,所以仅校核上销轴。
销轴受剪力作用。P=150t
则剪力Q=P/2=150/2=75t
A=πr2=3.14×62=113.04cm2
剪应力τ=Q/A=75×1000/113.04=663.5kg/ cm2<[τ]=1100 kg/ cm2
安全。
3.5 拉板强度校核:
校核A-A截面及销轴挤压应力
(1)对于A-A截面
P=150t
A=2×(19-6)×5=130 cm2
σ=P/A=150×1000/130=1153.8 kg/cm2<[σ]=1600 kg/cm2
(2)销孔挤压应力
σjy= P/A1=150×1000/5×12=2500 kg/cm2<1.8[σ]
=1.8×1600=2880 kg/cm2
安全。
3.6 吊耳板强度校核:
校核A-A截面及销轴挤压应力
(1)对于A-A截面
P=150/2=75t
A=2×(18-6)×3=72 cm2
σ=P/A=75×1000/72=1041.7 kg/cm2<[σ]=1600 kg/cm2
(2)销孔挤压应力
σjy= P/A1=75×1000/3×12=2083.3kg/cm2<1.8[σ]
=1.8×1600=2880 kg/cm2
安全。
3.7 吊耳板焊缝校核:
吊耳一直受垂直向下拉力,所以焊缝受垂直于焊缝长度方向的力。
则σt=N/helw=75×1000/2×0.7×2×(30-1)=923.6 kg/cm2 经校核安全。 4.吊装程序和方法: (一)试起吊: 4.1先把汽包运至锅炉0米如下图所示位置,并拆掉部分汽包内部装置,使汽包起吊总重量达到255.3t 4.2试吊前,做好测量Ⅰ号梁、Ⅱ号梁下挠值的准备工作,在吊装过程中跟踪测量;具备试吊条件后,开始试吊; 4.3按操作规程启动液压泵站15分钟,调整油压,按规程投入運行,A、B液压提升装置同步起升,将汽包提起液压缸的半个行程,即100mm,将汽包吊离元宝座,静止15分钟。观察汽包是否有下滑迹象;液压元件是否有漏油现象;电机、液压泵工作是否正常;观察下横梁与汽包之间的连接拉板、销轴是否可靠;记录Ⅰ号梁、Ⅱ号梁的下挠值; 4.4上述工作完成后,A、B液压提升装置继续同步起升一个行程,然后下降一个行程,观察开爪液压回路、开爪电气回路、电讯号是否正常; 4.5试吊工作完成,鉴定合格后,进行下一工序——正式吊装; (二)正式吊装: 4.6 A、B液压提升装置进入自动提升工况,同步起升汽包(水平状态),直至汽包离地4m时,炉左的A提升装置停止; 4.7炉右的B提升装置继续起升,直至汽包倾斜角达37°。在此过程中,随着汽包的倾斜,两吊点间距离缩短,所以为保持提升装置的钢铰线呈垂直状态,应牵引两棵Ⅰ号梁载着提升装置都向炉中心协调移动。当汽包为水平状态时,A、B提升装置靠近次梁SHR17,当汽包倾斜37°时,A、B提升装置应移动至靠近次梁SHR18。此时,汽包的水平投影落入3.86.2之间(净距23600mm),汽包左端与3.8列横梁间距离为383mm,汽包右端与6.2列横梁间距离为532mm; 4.8 A、B两套提升装置同步匀速起吊,汽包呈37°状态,直至汽包左端下缘超过炉左61.8m横梁,炉右的B提升装置停止; 4.9炉左的A提升装置继续起升,直至将汽包调整水平。在此过程中,随着汽包的调整水平,两吊点间距离增大,所以为保持提升装置的钢铰线呈垂直状态,应牵引两棵Ⅰ号梁载着提升装置从次梁18向次梁17方向协调移动。当汽包倾斜37°时,A、B提升装置靠近次梁SHR18,当汽包为水平状态时,A、B提升装置应移动至靠近次梁SHR17; 4.10 A、B两套提升装置将汽包中心线标高调至73.3m。此时,汽包中心偏炉左800mm;在整个起吊过程中,每提升5m高度检查一次,并给卡爪加注3#二硫化钼锂基润滑脂一次; 4.11 DBQ3000塔吊将C提升装置吊起从炉顶Ⅱ号梁之间贯入放在设计位置;作业人员从炉右平台上到汽包上,将C提升装置的下横梁与汽包吊耳板之间用销轴、拉板连接好; 4.12按操作规程将C提升装置投入运行,汽包右端重量由B提升装置转移至C提升装置;B提升装置降落一个行程,拆除其下横梁与汽包之间的销轴连接; 4.13牵引Ⅰ号梁载着A、C两套提升装置同步向炉右方向滑移800mm,使汽包中心与锅炉对称中心线对齐; 4.14牵引Ⅱ号梁载着Ⅰ号梁及提升装置向炉前滑移5060mm,汽包到达就位位置; 4.15 DBQ3000塔吊负责炉左,CC1400履带吊负责炉右,安装后面的两棵吊杆梁SHR5,然后抽起吊杆,安装好吊杆; 4.16 A、C两套提升装置配合将汽包找正,正式就位; 4.17拆除钢铰线、液压提升装置、结构件、工机具等,完成吊装作业。 5吊装过程受力几应力计算: 5.1倾斜37°时汽包两端与3.8、6.2主柱间距离计算: 炉左: α=arctg1321/522.15=68.4° l1=(13212+522.152)1/2=1420mm LA=12778cos37°+1420 cos(68.4°-37°)=10205+1212=11417mm a=11800-11417=383mm 炉右: β=arctg317.5/1092=16.2° l2=(10922+317.52)1/2=1137.2mm LB=12778cos37°+1137.2 cos(37°-16.2°)=10205+1063=11268mm b=11800-11268=532mm 5.2 两套提升装置抬吊汽包受力计算: 汽包吊装总起重量为255.3t。 (1)水平状态: 炉右F2=255.3×8800/(8800+10363)=117.2t 炉左F1=255.3-117.2=138.1t (2)倾斜37°状态: L1=8800×cos37°+1071.5×sin37°=7673mm L2=10363×cos37°-1071.5×sin37°=7631mm 爐右P2=255.3×7673/(7673+7631)=128t 炉左P1=255.3-128=127.3t (3)滑动摩擦力计算: 液压提升装置起升平稳,冲击载荷小,所以计算载荷按每台提升装置受力150t考虑,则每个铁鞋处的计算载荷按150/2=75t计算。 滑动摩擦力f=0.06×75=4.5t 每个铁鞋处用一副5t倒链即可牵引滑移。滑移介质为聚四氟乙烯板。 6 结束语 钢索式液压提升装置在#3炉汽包吊装过程中,吊装平稳、冲击载荷小、操作简单、运行正常,汽包到位后找正方便,解决了以前卷扬机吊装的难度,施工方法简单易操作。同时由于采用了聚四氟乙烯材料减少了滑移过程中的磨擦,同时聚四氟乙烯材料耐重压、滑移平稳、易加工,其优点在吊装过程中得到了证明。这种吊装方法可在电力基建单位的锅炉大件吊装中广泛推广。 作者简介:姓名:张文远,出生年份:1971.02.21,性别:男,民族:汉,籍贯:陕西省宝鸡市眉县,职务职称:西藏中材祁连山水泥厂副总经理、副高,学历:大专,单位:西藏开发投资集团有限公司,研究方向:大型火电厂安装、燃机电厂安装、太阳能光热电厂安装、项目管理
