IF 钢结晶器液面波动控制研究与优化
2021-03-04张燕平姜仁波张玉秀
张燕平,姜仁波,张玉秀
(唐山不锈钢有限责任公司,河北063105)
0 引言
板坯连铸结晶器内,钢液流场以及液面情况对铸坯质量有着重要影响。结晶器钢液流场和液面的不稳定将影响保护渣的熔化和使用效果,从而导致铸坯缺陷的发生[1-4]。在板坯浇铸过程中,若结晶器液面波动剧烈,易将表面保护渣卷入钢水中,使得保护渣上浮不及时形成铸坯内卷渣;若结晶器液面波动微弱,则表明结晶器内流场上回流强度小,会导致结晶器内钢水对流换热条件差,液面热量得不到补充,不利于保护渣的熔化,使得保护渣液渣层厚度不足,润滑作用减弱,易导致铸坯表面裂纹的产生,甚至造成漏钢事故[5-7]。因此,为控制板坯结晶器液面波动范围,需要对影响液面波动的因素进行研究。
本文利用改进的插钉试验装置,测量结晶器内钢液流态和表面流速,确定拉速、浸入式水口(SEN)浸入深度等因素与结晶器内双环流和单环流的关系,并对某一断面下的浇铸参数进行优化。
1 试验方案
为了调查研究不同浇铸参数,如拉速、SEN 浸入深度等对结晶器内流态的影响,控制结晶器卷渣现象的发生,采用了插钉板试验法测量结晶器内钢液流态和表面流速,如图1 所示。插钉法试验主要步骤为:
(1)将插钉板垂直插入需要测量部位的钢水表面;
(2)保持钉子在钢水中3~5 s,当钢水流过钉子时,钢水会沿着钉子升高,与此对应钉子后部会产生一个负压差,钢水流过钉子时会形成一个高度差;
(3)移除钉子,空冷,等待粘在钉子上的钢水凝固。凝固的钢块会出现一个高度差,此高度差可以反映钢水流过该点的速度和方向。
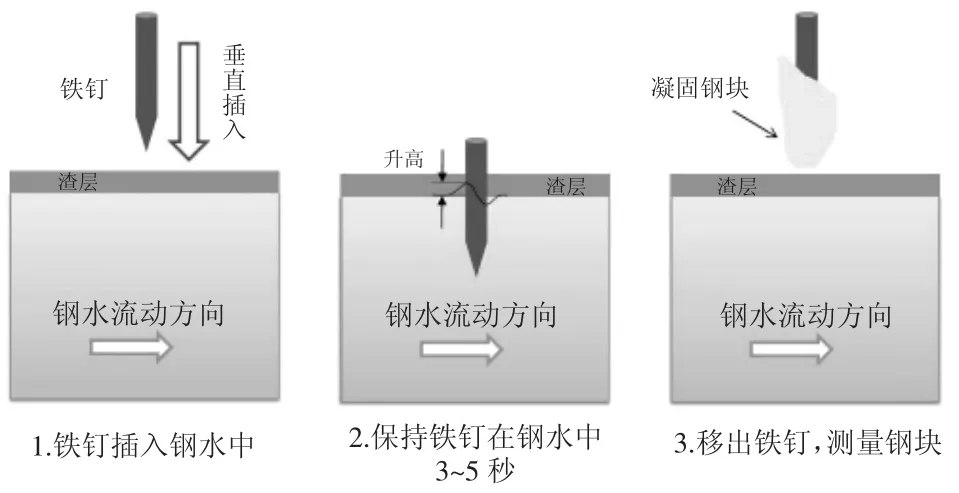
图1 插钉法试验步骤示意图
图2 为插钉试验中用到的钉板示意图,为了避免影响现场的液位检测,钢钉采用不锈钢材质。试验测量时需在结晶器两侧同时插入,必须保证插钉板在操作过程中是垂直放下和提起。插钉板提起后,通过分析凝固在钢钉上的钢块高度差h、钢块直径d以及钢块高度差的方向θ(见图3),可以分析出流过该插钉周围钢水的流速和流向。其流速V 可由下式计算:

式中:V为钢水速度,m/s;d为凝钢直径,m;h为凝钢高度差,m。

图2 插钉法使用的插钉板及试验后钢钉上带出钢块示意图
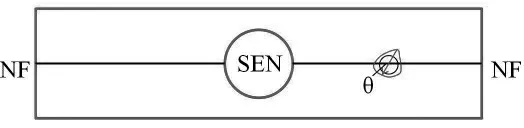
图3 钢液流速方向定量示意图
2 实验结果与讨论
为研究不同断面条件下的拉速、SEN 插入深度、吹氩流量对结晶器钢水流态的影响,根据DOE设计原理选取4 因子3 水平的筛选试验,共计46种工况,测量钉板110 个。通过现场选取生产断面为1 050 mm×200 mm 的IF 钢,在拉速分别为1.1 m/min、1.6 m/min 时,研究了不同SEN 浸入深度对结晶器弯月面流速、液位分布及液位波动的影响。
2.1 拉速为1.1 m/min 时SEN 浸入深度对液面的影响
为了对比不同SEN 浸入深度下的液位分布,使用插钉凝钢高度的最大值代表液位的高度。由于试验过程无法保证结晶器两侧插钉板的插入深度一致,取归一化后的液位分布来对比SEN 浸入深度对液位的影响。图4 为拉速1.1 m/min 下,水口浸入为140 mm 和170 mm 深度时对弯月面轮廓的影响。
(1)由图4 可知,随着SEN 浸入深度的增大,水口附近的液位逐渐降低,窄面附近的液位逐渐升高;
(2)由图4(a)可以看出,在水口浸入深度为140 mm 时,弯月面速度整体是从水口流向窄面,形成单环流流向,液位由水口向窄面方向逐渐降低;
(3)由图4(b)可以看出,在水口浸入深度为170 mm 时,弯月面速度整体从窄面流向水口,形成双环流流向,结晶器液位沿着窄面向水口方向先降低后升高,在结晶器宽度的1/4 处液位最低。双环流下窄面和水口附近由于钢液环流的抬升作用,使得液位分布呈现先降低后升高的规律;
(4)由图4(a)和图4(b)可知,随着SEN 浸入深度的增加,水口附近钢液向上的抬升作用减小,因此在SEN 浸入深度变化的过程中,浸入深度为170 mm 时水口附近液位低于浸入深度为140 mm 时水口附近液位。

图4 拉速1.1 m/min 下,水口浸入深度对弯月面轮廓影响
图5(a)、(b)分别对比了拉速1.1 m/min 下,SEN 浸入深度为140 mm 和170 mm 时,结晶器液位分布及液位波动的情况。试验时插钉前后各稳定4 min 左右。结果表明在拉速1.1 m/min 的条件下,随着SEN 浸入深度的增大,液位波动变化较大。SEN 浸入深度为140 mm 时,液位波动基本在2 mm以内;SEN 浸入深度为170 mm 时,液位波动存在较大值(500 s 后为170 mm 深的数值)。
为定量分析水口浸入深度对结晶器液位波动的影响,试验选取了SEN 浸入深度分别为140 mm和170 mm 两种情况下的结晶器液位波动范围占比情况进行对比分析,其中结晶器液面波动区间分为小于1 mm、1~2 mm、2~3 mm 和大于3 mm 四个范围,具体如图6 所示。由图6 可以看出,浸入深度为140 mm 和170 mm 时,0~1 mm 和1~2 mm 范围内的液位波动比例相近;但SEN 浸入深度在170 mm时,2~3 mm 及大于3 mm 的液位波动比例明显高于SEN 浸入深度140 mm 时的波动比例。由此可知,140 mm 的插入深度对结晶器液位稳定更有利,因此实际生产中拉速较低时,SEN 浸入深度应控制浅一些。
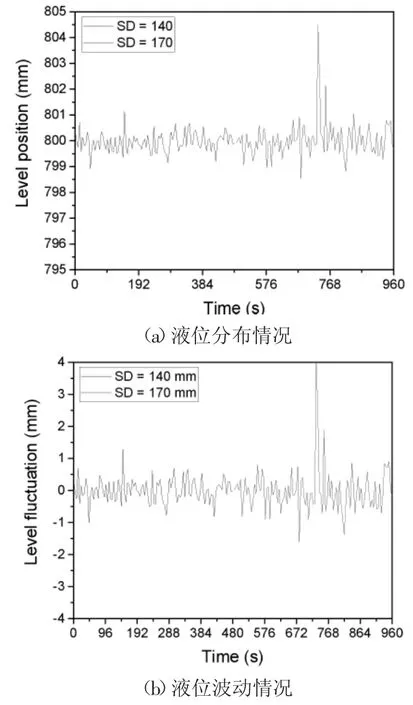
图5 拉速1.1 m/min 下,水口浸入深度对结晶器液位的影响
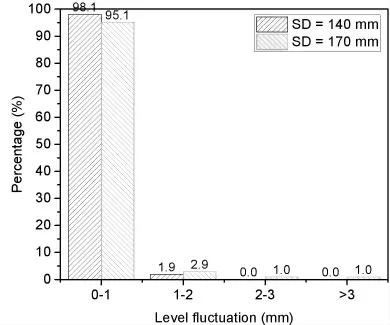
图6 1.1 m/min 时水口浸入深度对结晶器液位波动比例影响
2.2 拉速1.6 m/min 时SEN 浸入深度对液面的影响
在不改变其他条件的情况下,增大拉速至1.6 m/min 时,SEN 浸入深度分别为140 mm 和170 mm时,流场形态均为双环流。图7 为拉速1.6 m/min下,水口浸入为140 mm 和170 mm 深度时对弯月面轮廓影响。

图7 拉速1.6 m/min 下水口浸入深度对弯月面轮廓影响
由图7 可知,与拉速1.1 m/min 时相比,当拉速增大,双环流随之增强,浸入式水口浸入深度的影响相对减弱,因此1.6 m/min 下弯月面速度分布整体增加。
图8(a)、(b)分别对比了拉速1.6 m/min 下,SEN浸入深度为140 mm 和170 mm 时,结晶器液位分布及液位波动的情况。试验时插钉前后各稳定4 min 左右。结果表明:在拉速1.6 m/min 的条件下,随着SEN浸入深度增加,液位波动相应增大,插入深度170 mm 的液位稳定性明显低于插入深度140 mm 的液位稳定性。SEN 浸入深度为140 mm 时,液位波动基本在2 mm 以内;SEN 浸入深度为170 mm 时,液位波动存在较大值(500 s 后为170 mm 深的数值)。

图8 拉速1.6 m/min 下水口浸入深度对结晶器钢液面的影响
图9 为拉速在1.6 m/min 时,SEN 浸入深度分别为140 mm 和170 mm 两种情况下,对结晶器液位波动范围占比情况的影响,其中结晶器液面波动区间分为了小于1 mm、1~2 mm、2~3 mm 和大于3 mm 四个范围。由图9 可知,浸入式水口浸入深度从140 mm 增大至170 mm 时,1~2 mm 液位波动比例分别为9.7%和14.6%。可以看出SEN 浸入深度为170 mm 时液位波动较为剧烈,因此在拉速1.6 m/min 时,SEN 浸入深度浅一些更有利于结晶器液位的稳定。

图9 1.6 m/min 时水口浸入深度对结晶器液位波动范围占比的影响
3 结语
通过不同SEN 浸入深度和不同拉速下板坯结晶器的插钉试验,得到一些有益的结论。
(1)当SEN 浸入深度为140 mm,吹氩流量不改变,拉速为1.1 m/min 时,结晶器液面波动更稳定;拉速为1.6 m/min 时弯月面流速较适宜,保护渣熔化效果较好。
(2)连铸机拉速1.1 m/min~1.6 m/min 范围内时,SEN 的浸入深度设定140 mm 时,对结晶器液面波动有利,液位波动稳定率较高。因此实际生产拉速1.1 m/min~1.6 m/min 时浸入式水口浸入深度为140 mm 适宜,SEN 浸入深度不宜过深。
