铁素体含量对QT700-2感应淬火硬度的影响
2021-03-01
西安双特智能传动有限公司 陕西西安 710119
1 材料说明
(1)材料适用 QT700-2为屈服强度≥420MPa的球墨铸铁,具有较高强度和耐磨性。我公司生产的行星架类、齿毂类零件,多采用QT700-2材料。为了在零件接触表面获得较高的硬度,通常采用感应淬火或激光淬火的方式来提高表面硬度[1]。
(2)化学成分 QT700-2由材料供需双方商定,主要化学成分见表1。
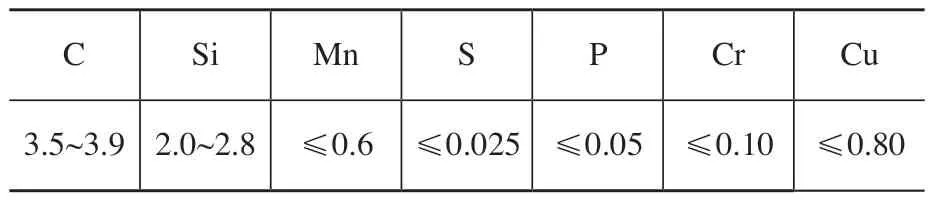
表1 QT700-2化学成分(质量分数) (%)
(3)力学性能 QT700-2力学性能技术要求见表2。
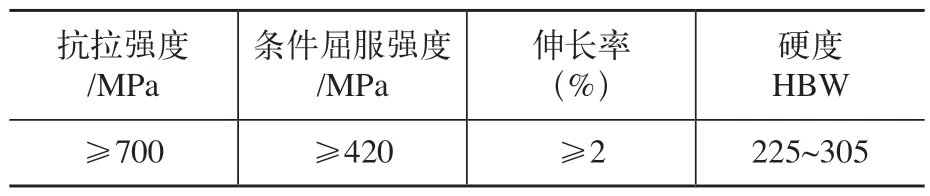
表2 QT700-2力学性能
(4)标准说明 按GB/T 1348—2009《球墨铸铁件》规定,球墨铸铁的生产方法和化学成分由供方自行决定,生产方法和化学成分的选择满足标准所规定的性能指标即可。球墨铸铁的化学成分不作为铸件验收的依据。也就是说,球墨铸铁件以硬度、强度作为最终验收依据,基体组织的要求由供需双方商定。
(5)热处理技术要求 对于有后续感应淬火要求的,仅以硬度和强度作为验收依据的方案并不适用;供需双方还应增加对金相组织,尤其是铁素体含量限制的要求,具体含量要求可根据零件最终表面硬度决定[2]。
根据实际生产数据总结,目前我公司规定:无论是铸态还是正火态QT700-2,如果后续进行感应淬火,其铁素体含量必须<30%。
2 生产背景
(1)零件简介 该零件是我公司生产的某型号行星架,结构如图1所示。材料为Q T700-2,要求73m m长度范围内外圆感应淬火,表面硬度≥50HRC,硬化层深≥0.8mm。
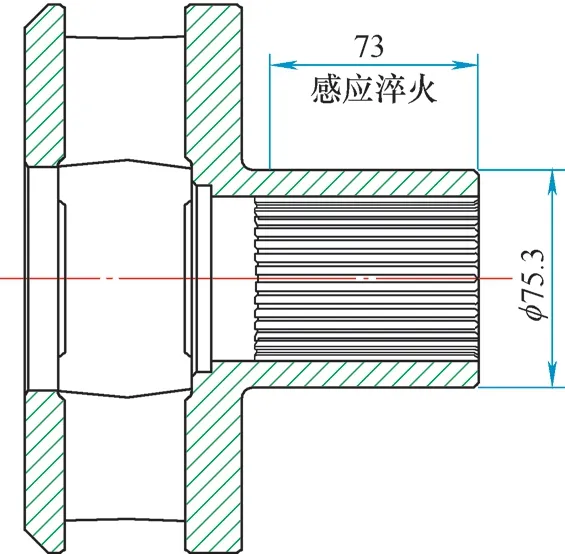
图1 行星架结构
(2)感应淬火设备 在加工该类零件时,我公司选用无锡万利GCLS0806型立式感应淬火机床,感应加热电源装置为GGC150-0.3型,工作频率为30~40kHz,该频率可满足硬化层深≥0.8mm的感应淬火要求。
(3)工艺流程 感应淬火加工流程为:清洗→装夹→调取工艺→选取加热规范→加热→淬火→首检→微调参数进行批量生产→回火→终检。为了确保产品合格率,每次更换产品或更换工装后,首件调试完都必须进行剖检,以验证硬化层深、硬化长度范围、表面硬度、金相组织等性能指标是否符合技术要求。首检合格后,再进行批量加工。在批量加工完成后,再抽20%零件进行硬度检测[3]。
3 生产加工
1)加工某一批次的行星架零件共135件。首件调试合格后,检测硬化层深、硬化长度范围、表面硬度均符合技术要求,然后进行批量零件感应淬火加工。
2)加工到125件零件时,按照20%比例进行硬度抽检,抽检出1件硬度不合格零件,其硬度<50HRC。随即启动质量应急措施,未加工零件暂停加工,已加工零件进行隔离处理。
3)100%检测已加工零件表面硬度,共检出28件不合格品。
4)核实毛坯批次,对库存成品零件及待加工零件分别进行检测处理。
4 质量问题分析
经分析,导致硬度不合格的主要原因有设备故障、工艺参数异常、材质问题三方面,为此针对以上问题逐一进行排查。
(1)设备故障 经机电维修检测,感应淬火加热电源、淬火机床均正常运行,电器元器件等检查均在正常范围内。
(2)工艺参数 经查加工过程记录,淬火液浓度、加热参数设置、电参数记录均在工艺要求范围内。同时,对设备故障和工艺参数进行验证分析。
加工剩余10件零件,检测后有4件硬度不合格,不合格率高达40%。加工过程中,设备、工艺参数记录均无异常。
(3)材质问题 对本批次135件零件进行硬度统计和金相分析,汇总结果见表3、表4。
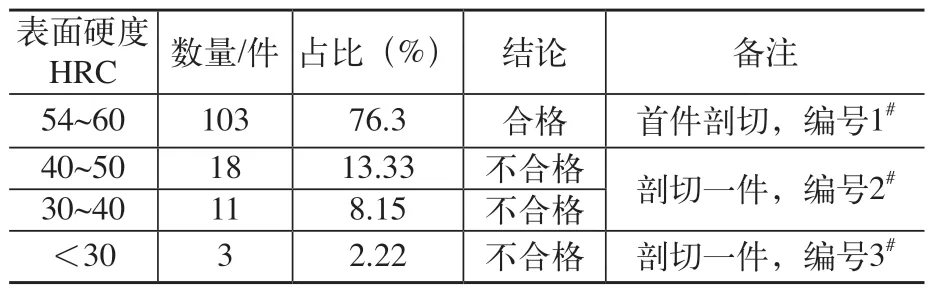
表3 表面硬度统计结果
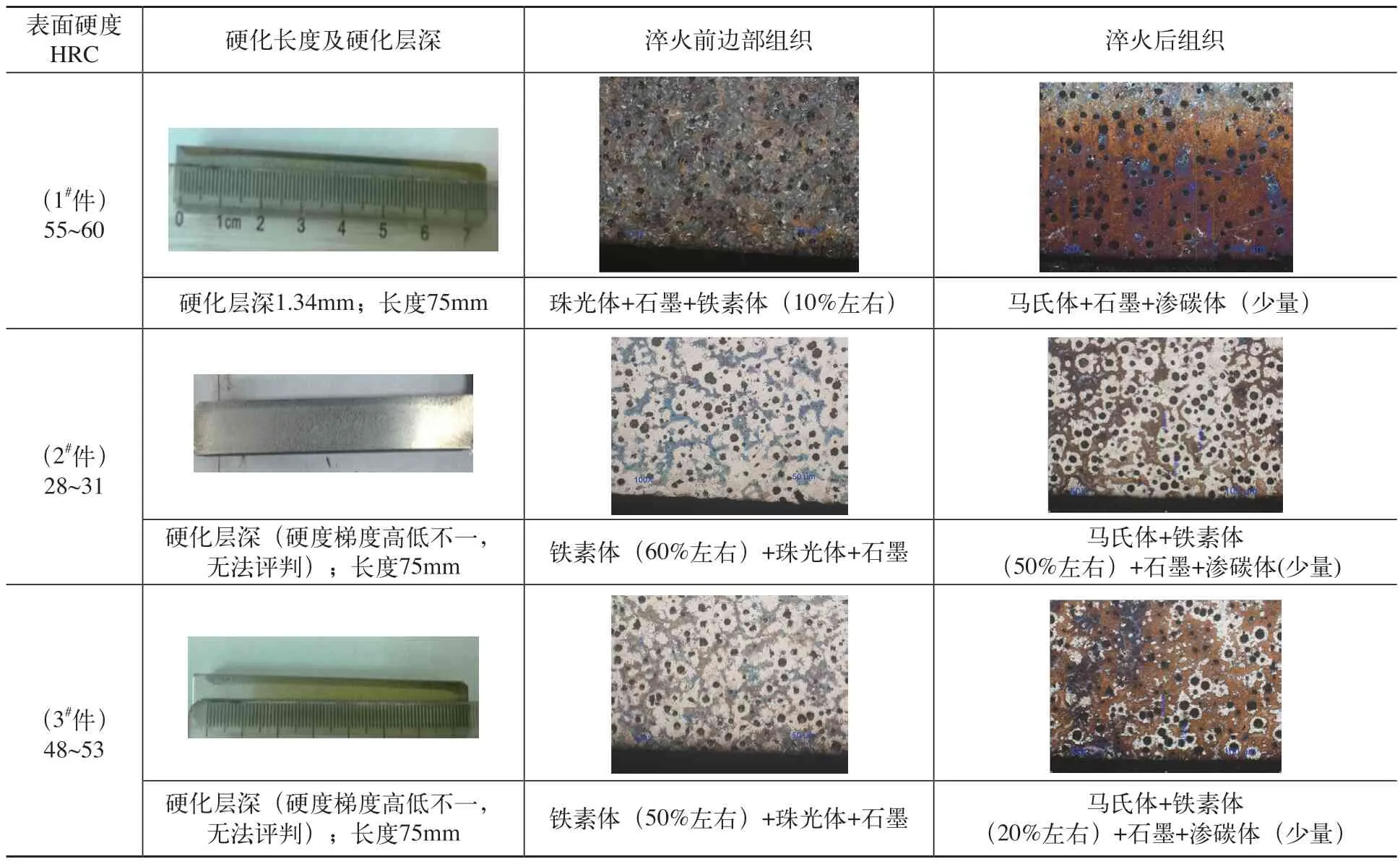
表4 剖切件金相组织
5 结果说明
1)同一零件毛坯边部及心部组织基本一致,均为珠光体+石墨+铁素体;1#、2#、3#剖切件铁素体含量分别为10%、60%、50%。
2)感应淬火后组织均为马氏体+石墨+渗碳体+铁素体。其中铁素体分别有极少数、50%、20%未转变。
3)2#、3#淬火后铁素体含量较多,硬度法检测硬化层深时,极易打在石墨和铁素体上,硬度梯度不均匀,无法评判层深。
4)在相同的感应透入深度、加热参数下,不同的铁素体含量因转变程度的不同,淬火后其表面硬度、硬化层深均不同。
感应淬火后表面硬度、硬化层深达不到技术要求,其根本原因在于铁素体含量超标。
6 不合格毛坯补救试验
1)对于已经感应淬火的零件,采取二次淬火,表面硬度可提升1~2HRC,但是其金相组织显示,仍有大量未溶铁素体存在,故二次淬火返修不可行。
2)对于未淬火的毛坯,重新进行正火处理,金相组织虽有所改善,但是铁素体含量改善效果不大。
7 结束语
综上所述,QT700-2材料的毛坯铁素体含量对后续感应淬火影响较大。铁素体含量因转变程度的不同,感应淬火后的表面硬度、硬化层深均不同。
经过大量数据验证,QT700-2毛坯中铁素含量≤30%时,感应淬火表面硬度≥50HRC;铁素体含量≤10%时,感应淬火表面硬度≥55HRC;铁素体含量>30%时,感应淬火表面硬度<50HRC。
因此,对于有后续淬火要求的QT700-2材料,在毛坯采购时,必须与供应商明确铁素体含量,可根据具体硬度要求来确定铁素体含量。
